SI-G200MK7_操作说明.pdf - 第438页
附录 电子零件装着机 SI-G200MK7 (CS) 3 附 4- 关闭号码 对于基本的机种文件,部分不装着 零件,衍生可制作其它的 机种文件。在关闭步骤行的关闭列 中附 注关闭号码。在机种文件画面下指 定其关闭号码时,对于基 本的机种文件,以关闭号码可制作 指定 而不装着的部分并衍生出其它的机 种文件。 0 指定步骤时, 无条件装着, 7 指定步骤时, 无条件关闭。 其它号码指定步骤时, 在机 种 文件 画面下指 定其关闭 号 码。 …
附录
2
电子零件装着机
SI-G200MK7 (CS)
附 4-
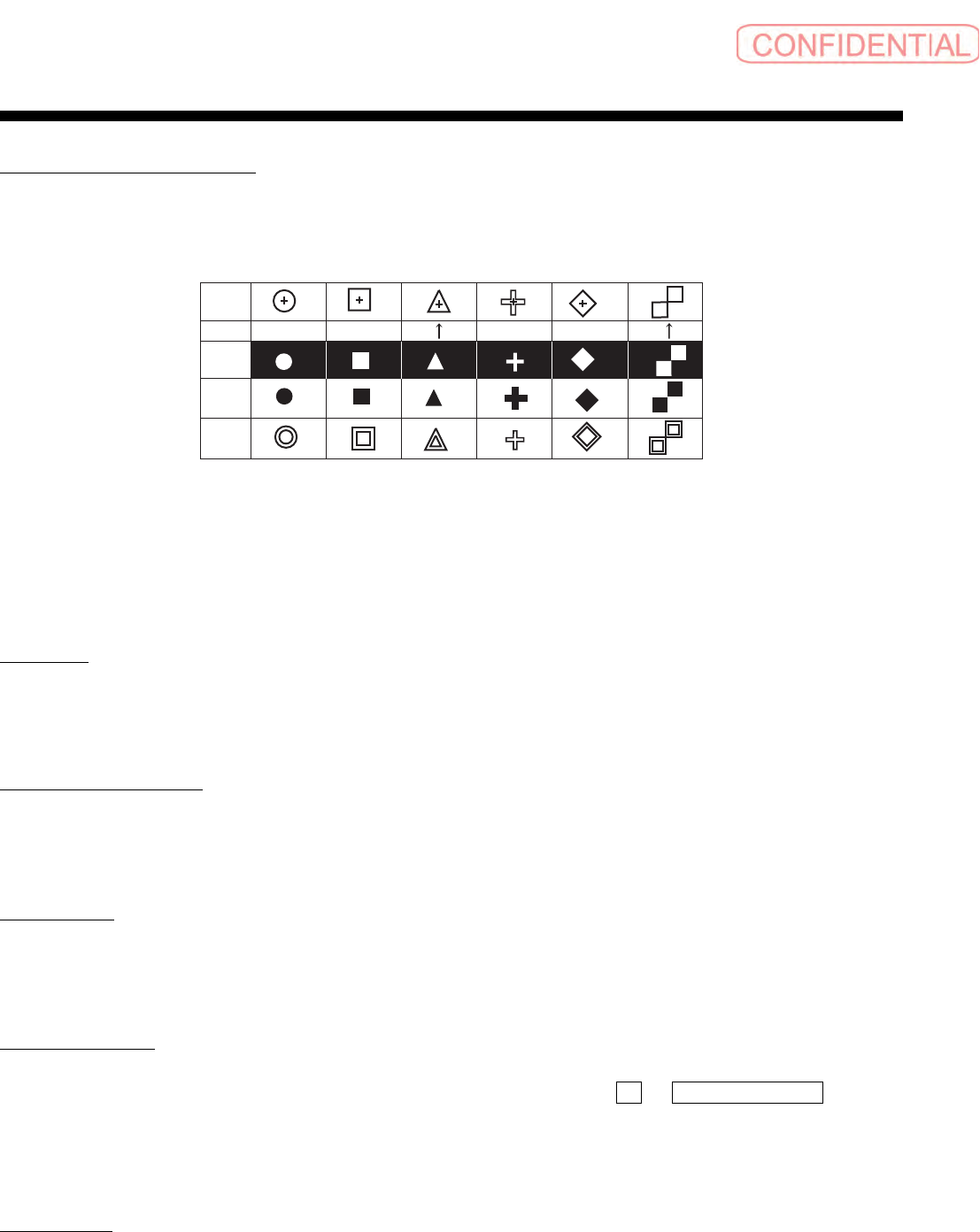
定位标记 ( 零件认识标记 )
标记为在基板上有 2 个位置以上的记号,将基板的位置、姿态以相机认识时当做目标的标记。
定位标记的形状有以下种类。
自动运转时,将指定的
2 个位置的定位标记以相机认识并自动分析基板的姿态,以最适合姿态装着
零件。数据制作在输入个别定位标记数据
( 定位标记点数据 ) 和以相机认识时,执行 2 个位置的定
位标记的群组制作。
反射照明
从零件表面照明。相机上的认识影像是零件的实象。能用反射照明认识的零件请选用反射照明。特
别是芯片零件等外形有凸凹时,反射照明的方法在认识率和精度方面有优势。
供料器不良检出功能
从零件供料器吸着了零件后,发生错误作为供料器不良检出。而且,检查出供料器不良后,可以选
择要立即停止
SI-G200MK7 还是就此继续运转。
供料器交换
是仅交换零件缺料的供料器的方法。使用选配台车时,不将其从 SI-G200MK7 卸下,在 SI-G200MK7
停止过程中交换台车上的供料器。有必要停止自动生产。
供料器位置补正
以少量品种零件简便执行多个机种生产时,譬如 A 机种设定零件供料器于 1~15 的零件供给位置,
再加上
B 机种设定对应零件供料器于 16~35 的零件供给位置,输入 15 于 供料器位置補正 ( 供料
器位置补正
) 中,在 A 机种生产结束后 , 不更换零件即可移至 B 机种生产。但是,中途跨越前侧供
给部及后侧供给部时无法补正。
固定板装置
从基板搬送轨道将基板抬升至零件的装着高度的装置。固定板装置上搭载着为提高基板位置精度的
基准针插入装置和装着基板时的固定夹板机构。
形状
方向
白
黑
轮廓
无
无
无
无
附录
电子零件装着机 SI-G200MK7 (CS)
3
附 4-
关闭号码
对于基本的机种文件,部分不装着零件,衍生可制作其它的机种文件。在关闭步骤行的关闭列中附
注关闭号码。在机种文件画面下指定其关闭号码时,对于基本的机种文件,以关闭号码可制作指定
而不装着的部分并衍生出其它的机种文件。
0 指定步骤时,无条件装着, 7 指定步骤时,无条件关闭。其它号码指定步骤时,在机种文件画面下指
定其关闭号码。
基板搬出传感器
利用设置在基板搬出轨道出口的光学式传感器,检测可否在后装置搬送基板。
基板搬入传感器
利用设置在基板搬入轨道入口的光学式传感器,检测能从前装置搬送来的基板。
基板搬入开始传感器
利用设置在基板装着轨道的光学式传感器,
来检测能从搬入轨道向装着轨道开始搬送基板
的状态。
基板待机传感器
利用设置在基板搬入轨道出口的光学式传感器,检测可否在装着轨道搬送基板。
基板确认传感器
利用设置在基板装着轨道的装着位置的光学式传感器,检测是否可能从装着轨道到搬出轨道搬送基
板,固定板是否可以上升。
基板认识相机
修正基板的姿势、识别确定零件装着位置基准的定位标记位置的相机。采用反射照明。
基板通过确认传感器
利用设置在基板搬出轨道入口的光学式传感器,检测从装着轨道搬送来的基板。
基板有无传感器
利用设置在基板装着轨道的装着位置的光学式传感器,检测固定板是否可以上升,是否可以矫正装
着基板。
基板装入替换排出器
该基板分离装置用于缩短基板的装入替换时间,即搬出 Mt 结束基板的同时,进行下一个 Mt 基板搬
入动作。
附录
4
电子零件装着机
SI-G200MK7 (CS)
附 4-
基板装着高度
用从治具基准面的距离表示零件装着时作为基准的吸嘴头位置。
基板资料
关于生产基板的数据,包含装着零件、该零件的装着位置、吸嘴的吸着顺序、装着顺序、供给位置
等以及其它基板资料。
机种资料
将与用 SI-G200MK7 装着零件的基板有关的各种资料综合起来叫做机种资料。这种机种资料按照生
产基板的不同机种制作,在进行生产机种的切换时,指定机种文件执行生产。
机种资料由以下资料构成。
1. 基板
2. 供给部
3. 吸嘴配置
4. 零件选择
警报
SI-G200MK7 检出有任何异常时,在画面上显示的警报信息。
控制权
SI-G200MK7 除了主要操作装置──操作面板之外还有可选配的主通信系统。当存在多个操作装置
时,对于重要操作项目,不允许同时使用多个操作装置来操作
SI-G200MK7。也就是说,在这些操
作装置之中,仅能有一个操作装置具有控制权,没有控制权的其它装置不能用来进行操作。
一般情况下,操作面板具有控制权。如果使用其它操作装置开始操作,首先要取得控制权,并且操
作结束时要将控制权返还给操作面板。
零件供给部位置数据
零件供给部位置的排列数据。用供料器供给时,表示零件供料器的排列,用盘式供给时用供给位置
号码和零件的零件码 (零件
ID)表示盘式层层排列。
零件交换的强制结束
在零件交换作业中,零件交换强制结束的方法。要想执行此操作,必须是管理者层级以上的使用者
层级。
零件缺料动作设定功能
发生零件缺料时,可以选择 SI-G200MK7 的运转模式。有 2 种模式。
(1) 停止 :零件缺料的同时停止 SI-G200MK7。
(2) 继续 :零件缺料后也将可能装着的零件全部装着在那个基板上,然后停止 SI-G200MK7。