SI-G200MK7_操作说明.pdf - 第369页
保养篇 2. 维修检 查 电子零件装着机 SI-G200MK7 (CS) 2-57 2.7 每 6 个月的维修·检查 (1) 给供料滚轴 ( 机械供料器 ) 上油 [作 业 功 能] 供料器滚轴在零件吸着动作时押着 零件供料器杆。如果油用 完,供料器滚轴和滚轴磨擦加剧, 所 以要给支撑着这个供料器滚轴的供 料滚轴上油。 [维 修 检 查 位 置] 2 处供料滚轴 ( 各 1 根 ) [ 维修检查时 要准备的物品 ] 润滑油:多用润滑油 …

保养篇
2. 维修检查
2-56
电子零件装着机
SI-G200MK7 (CS)
每 3 个月
(18) 空气过滤器清理 ( 下部过滤器 )
[作业功能]
在
SI-G200MK7 中,需要强制冷却的 PC 装置在机械下部,另外,服务器装置在机械的上
部。这些装置出于安全方面考虑
, 通过遮盖物与外部隔离。另外 , 为了抑制这些装置温度上
升,使用风扇进行常时强制冷却。
如果过滤器发生堵塞
, 就无法进行充分冷却,可能会导致异常动作。结合使用环境定期对过滤
器进行清理。
[维修检查位置]
空气过滤器 (下部)
[ 维修检查时要准备的物品 ]
无需特意准备
[作业顺序]
1. 为了安全起见,请停止机械并将电源设置为 OFF。
2. 下部过滤器在机械后部。有 3 处冷却风扇,分别取下各自的安装螺丝。
3. 卸下盖子。
4. 当过滤器堵塞比较严重时,请用新过滤器交换它。堵塞较少时,去掉其表面脏物,重新使用。
5. 按照与检查步骤相反的顺序进行安装。
6. 确认作业完成之后开启机械电源。
安装螺丝
过滤器
保养篇
2. 维修检查
电子零件装着机 SI-G200MK7 (CS)
2-57
2.7 每 6 个月的维修·检查
(1) 给供料滚轴 ( 机械供料器 ) 上油
[作业功能]
供料器滚轴在零件吸着动作时押着零件供料器杆。如果油用完,供料器滚轴和滚轴磨擦加剧,所
以要给支撑着这个供料器滚轴的供料滚轴上油。
[维修检查位置]
2 处供料滚轴 ( 各 1 根 )
[ 维修检查时要准备的物品 ]
润滑油:多用润滑油
( 美国 Wynn Oil Company 制 )、清洁抹布、套筒扳手
[作业顺序]
( 不使用注射器、供油孔的情况 )
1. 用套筒扳手卸下供料器滚轴侧螺母,拔出供料滚轴。
2. 用清洁抹布清理供料滚轴表面。
3. 检查轴上是否有异常磨损·裂隙。
4. 用手指在供料滚轴表面涂上一薄层润滑油。用清洁抹布擦去多余润滑油。
多余润滑油由于旋转产生的离心力而向外飞散,附着在基板和零件上会导致产品质量问题,所
以一定要擦除多余润滑油。
5. 按相反的顺序装配。
6. 用手指确认滚子是否顺滑地旋转。
供料滚部
供料滚轴
螺母
供油孔
注意 :
保养篇
2. 维修检查
2-58
电子零件装着机
SI-G200MK7 (CS)
每 6 个月
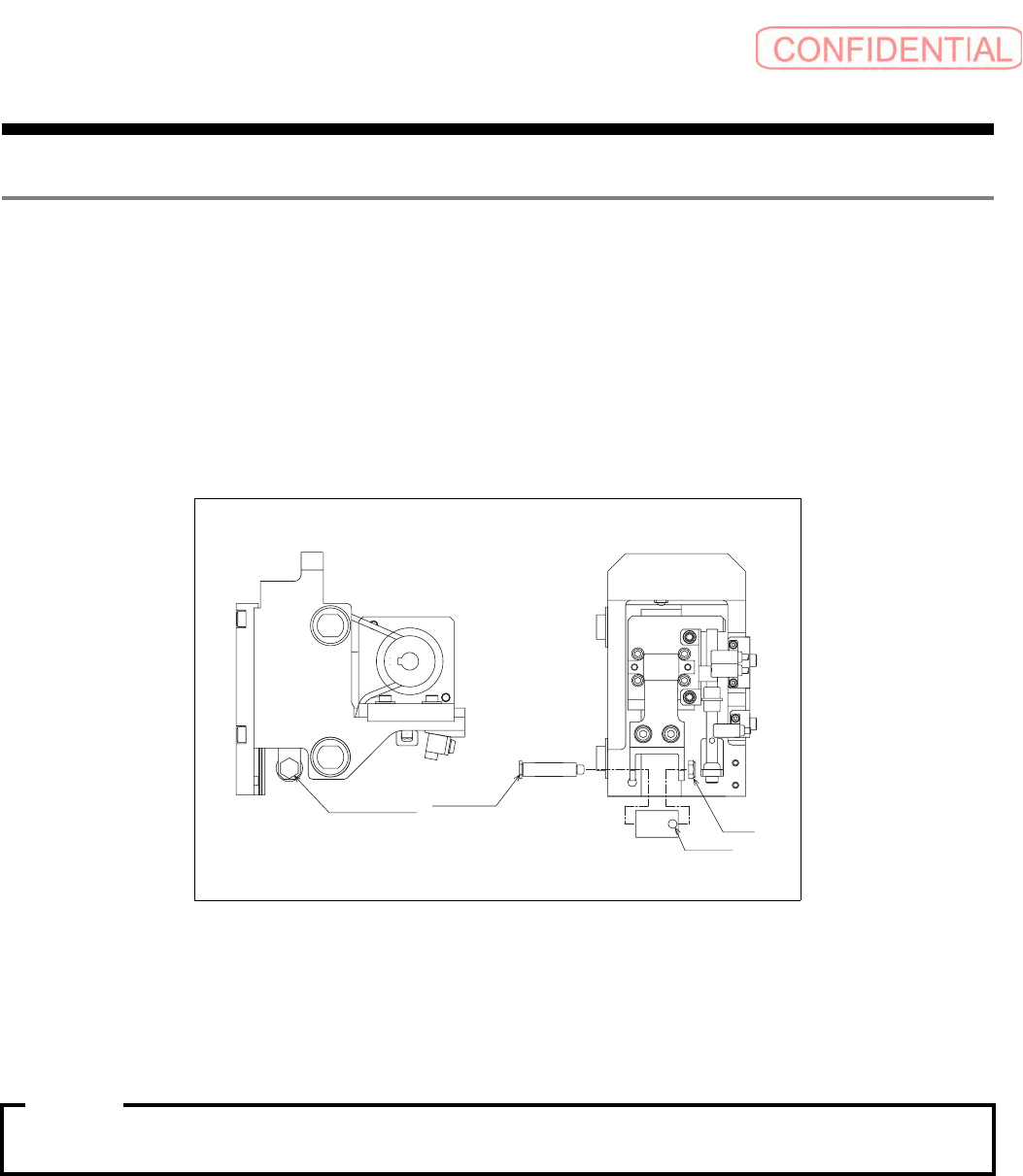
(2) 供料器正时皮带 ( 机械供料器 ) 的检查
[ 作业功能 ]
从供料器马达向供料器滚轴传送动力的正时皮带,每当零件吸着动作时,就频繁地作业。为了继
续确实的吸着作业,需要检查该正时皮带。
[ 维修检查位置 ]
2 处供料器的正时皮带 ( 各 1 根 )
[ 维修检查时要准备的物品 ]
专 用 张 力 测 定 器 、 六 角 扳 手 套 件 、 皮带震动物
( 如 : 螺丝刀 )
[ 作业顺序 ]
1. 检查正时皮带是否有异常磨损·裂隙。若有异常,请委托我公司服务负责人进行交换。
2. 用专用张力测定器测定,正时皮带张力是否满足规定。如与规格值不符,请调整。
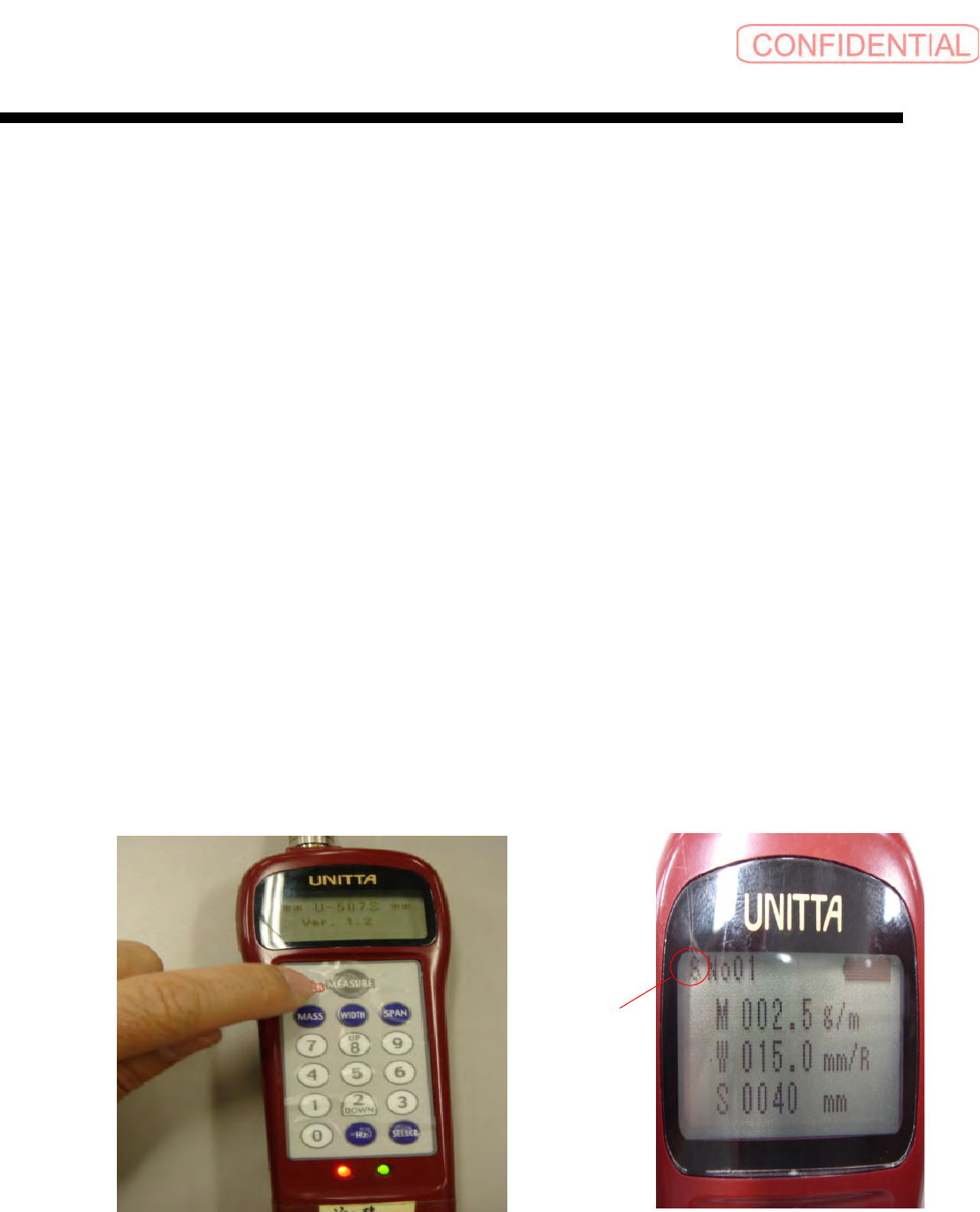
测量时,张力计的设定值和张力的规格值如下面所示。关于测量顺序,请参阅下面的 [ 张力测量顺序」。
专用张力测定器和管理值
Incorporated Company 制 U-507
单位质量 :2.5gf/m
宽度 :15mm
跨度 :40mm
范围 :HIGH (H)
调整时张力的规格值: 70 ~ 85N
新品交换时张力的规格值 :78.4 ~ 88.2N
[ 张力测量顺序 ]
1. 接通张力计的电源,按照使用说明书确认张力计的设定符合上面的设定值要求,要设定时请
参阅使用说明书设定。
范围