SI-G200MK7_操作说明.pdf - 第384页
保养篇 2. 维修检 查 2-72 电子零件装着机 SI-G200MK7 (CS) 3. 拆下内部旋转轴上部的弹簧押头。 ① 用手压住内部旋转轴上部的弹簧 ,安装弹簧押头定位片。 ② 将弹簧押头的切槽部朝向内侧。 ③ 挂上弹簧押头挂钩,将弹簧押头 拉到跟前拆下。 (也可以用手将弹簧押头拆下。 ) ④ 拆下弹簧押头定位片。 4. 拆下内部旋转轴 弹簧 ( 2 种各 1 根)和 弹簧支架。 5. 从下拔出内部旋 转轴。 6. 旋松小齿轮的 …
保养篇
2. 维修检查
电子零件装着机 SI-G200MK7 (CS)
2-71
每
1 年
(4) 装着吸嘴头部的零件交换
[作业功能]
因为上下动作吸嘴使装着吸嘴头的滑动面容易损耗
, 导致零件随着每次吸着·装着动作而剧烈运
动、功能降低。由于易损耗零件的功能降低而导致的动作不良会造成不良品出现
, 所以为了继续
确实的吸着·装着动作
, 需要对这些零件进行定期交换。
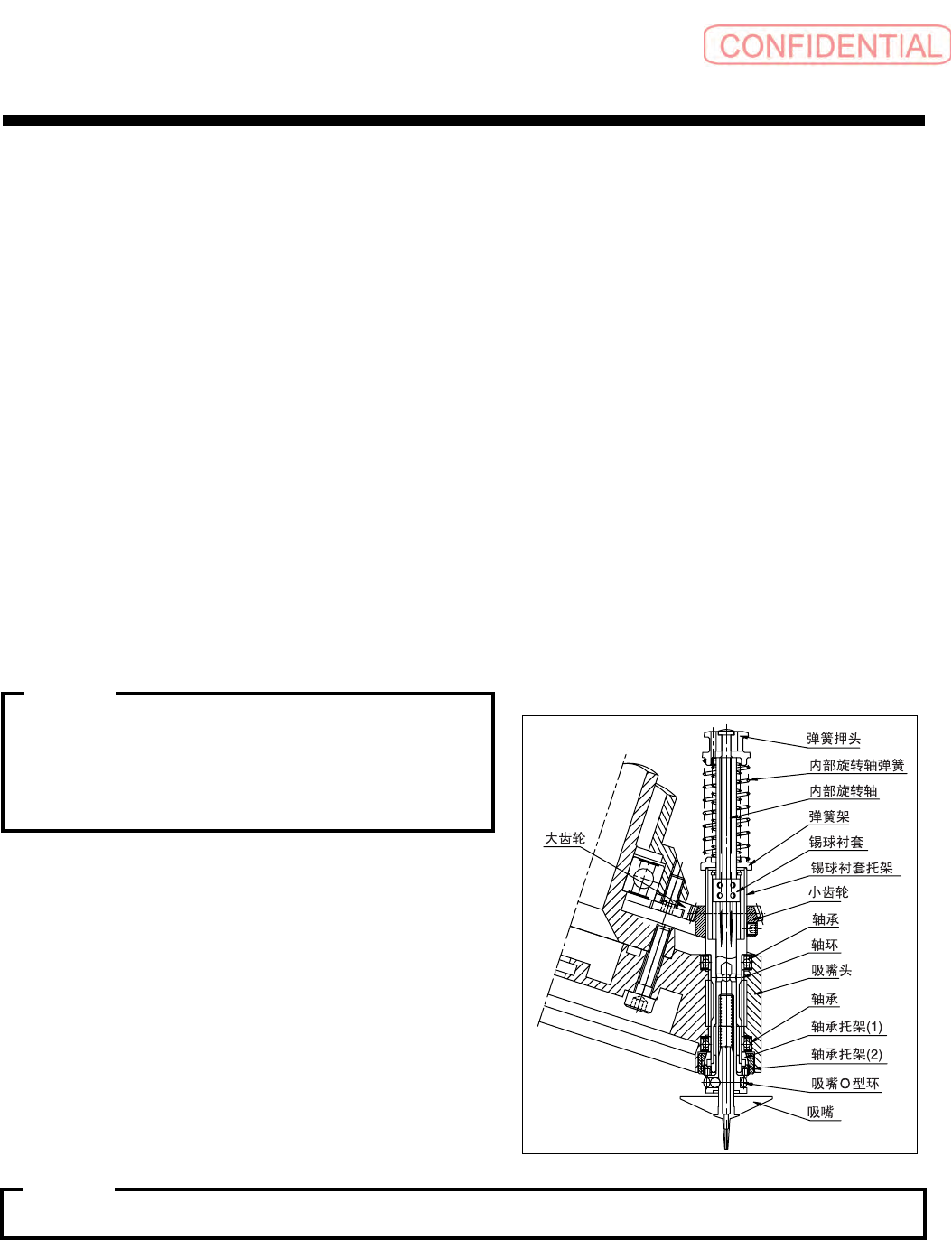
[维修检查位置]
2 处装着吸嘴头的滑动面 ( 各 12 处 )
[ 维修检查时要准备的物品 ]
小齿轮、锡球衬套装置
( 锡球衬套托架·内部旋转轴 )、内部旋转轴用钢球、吸嘴 O 型环 : 各
12 组润滑油 : 多用润滑油 N0.2( 美国 Wynn Oil Company 制 )、AFC 润滑油 (THK 制 ) 细刷
毛、清洁抹布、六角扳手套件
( 小齿轮和机械阀缷下用 )
弹簧押头定位片 (2-683-239-**)、弹簧押头挂钩 (2-683-240-**)、扳手套筒 (2-895-
932-**
)、 扳 手 ( 2-895-501-**)、轴承托架治具 (1)( X-2149-863-*)、轴承托架治具
(
2)( A-1216-182-*)、扭矩螺丝刀 (10cN•m,对边尺寸 3mm)、 扭 矩 螺 丝 刀 ( 30cN•m,
对边尺寸
3mm)、扭矩螺丝刀 (40cN•m,对边尺寸 2.5mm)、轴承压入及插拔导向器 (2-
683-238-**
)、轴承压入治具 (2-683-237-**)、清理气枪。
[作业顺序]
为了维护锡球衬套装置及其周边各零件的安装精
度,制造时已进行了严密的定位。需对拆卸下来
的零件进行区分管理以免和其他索引下的零件混
合。组装时请注意组装同一个索引下相同组合中
的零件。
[拆卸顺序]
1. 为了防止误动作,需在进行作业前按下紧急
停止钮。
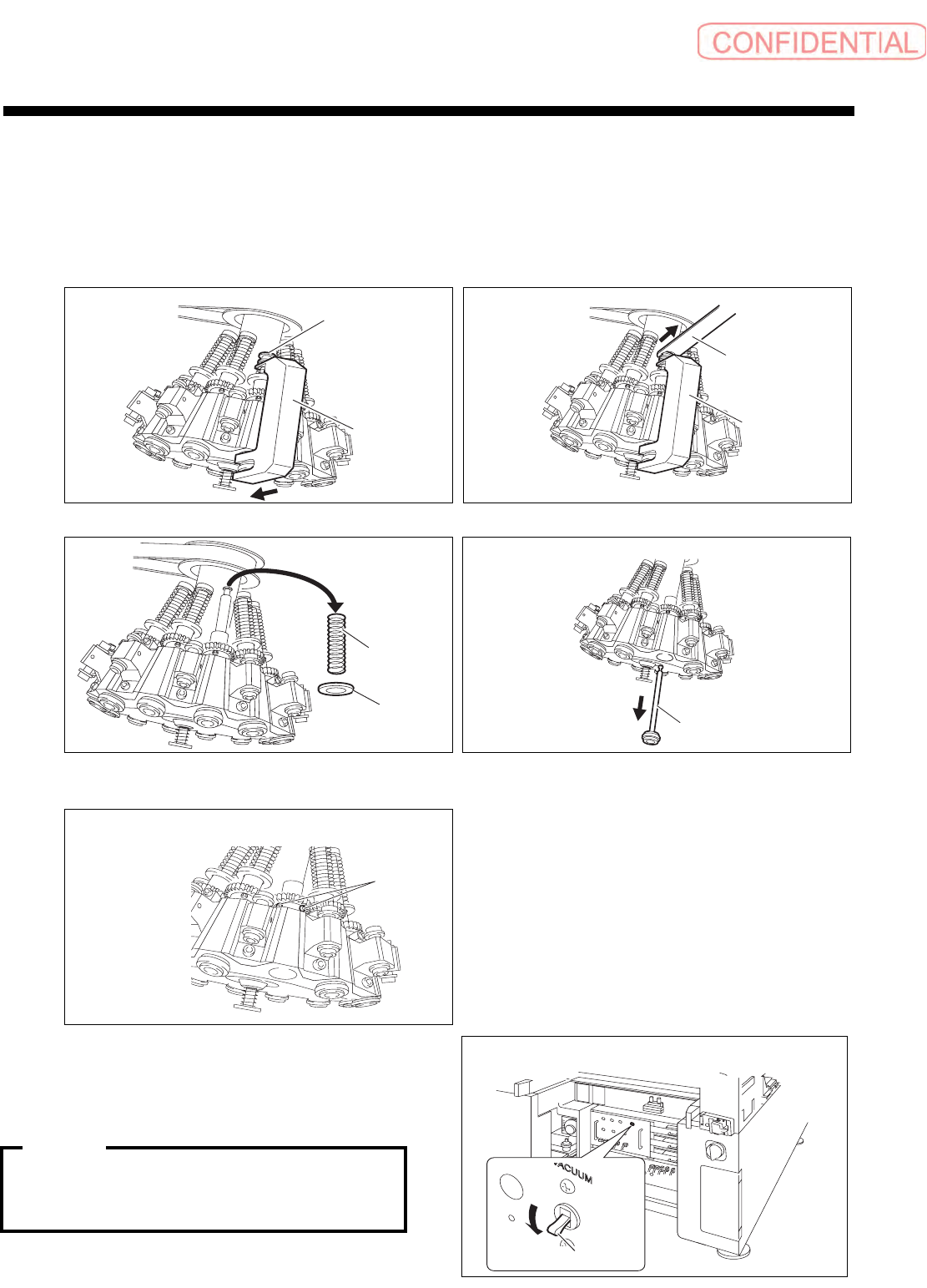
2. 旋转吸嘴,同时慢慢的向下拉出。
请进行支撑,以免在下一步作业中拆下弹簧押头后内部旋转轴掉下。
小心 :
小心 :
保养篇
2. 维修检查
2-72
电子零件装着机
SI-G200MK7 (CS)
3.
拆下内部旋转轴上部的弹簧押头。
① 用手压住内部旋转轴上部的弹簧,安装弹簧押头定位片。
② 将弹簧押头的切槽部朝向内侧。
③ 挂上弹簧押头挂钩,将弹簧押头拉到跟前拆下。
(也可以用手将弹簧押头拆下。)
④ 拆下弹簧押头定位片。
4. 拆下内部旋转轴弹簧 (2 种各 1 根)和弹簧支架。
5. 从下拔出内部旋转轴。
6. 旋松小齿轮的 2 根螺丝,使小齿轮活动。
7. 拆下机械阀。
① 拆下装置背面的下部面板。
② 使电源装置的 VACUUM 断路器变为
OFF 状态。
为了防止吸入机械阀上的垃圾、灰尘等,
在拆下机械阀前要先将
VACUUM
断路器
置于
OFF
状态。
弹簧押头
定位片
弹簧押头
定位片
弹簧押头
弹簧押头挂钩
弹簧支架
内部旋转
轴弹簧
内部旋转轴
螺丝
VACUUM 断路器
小心 :
保养篇
2. 维修检查
电子零件装着机 SI-G200MK7 (CS)
2-73
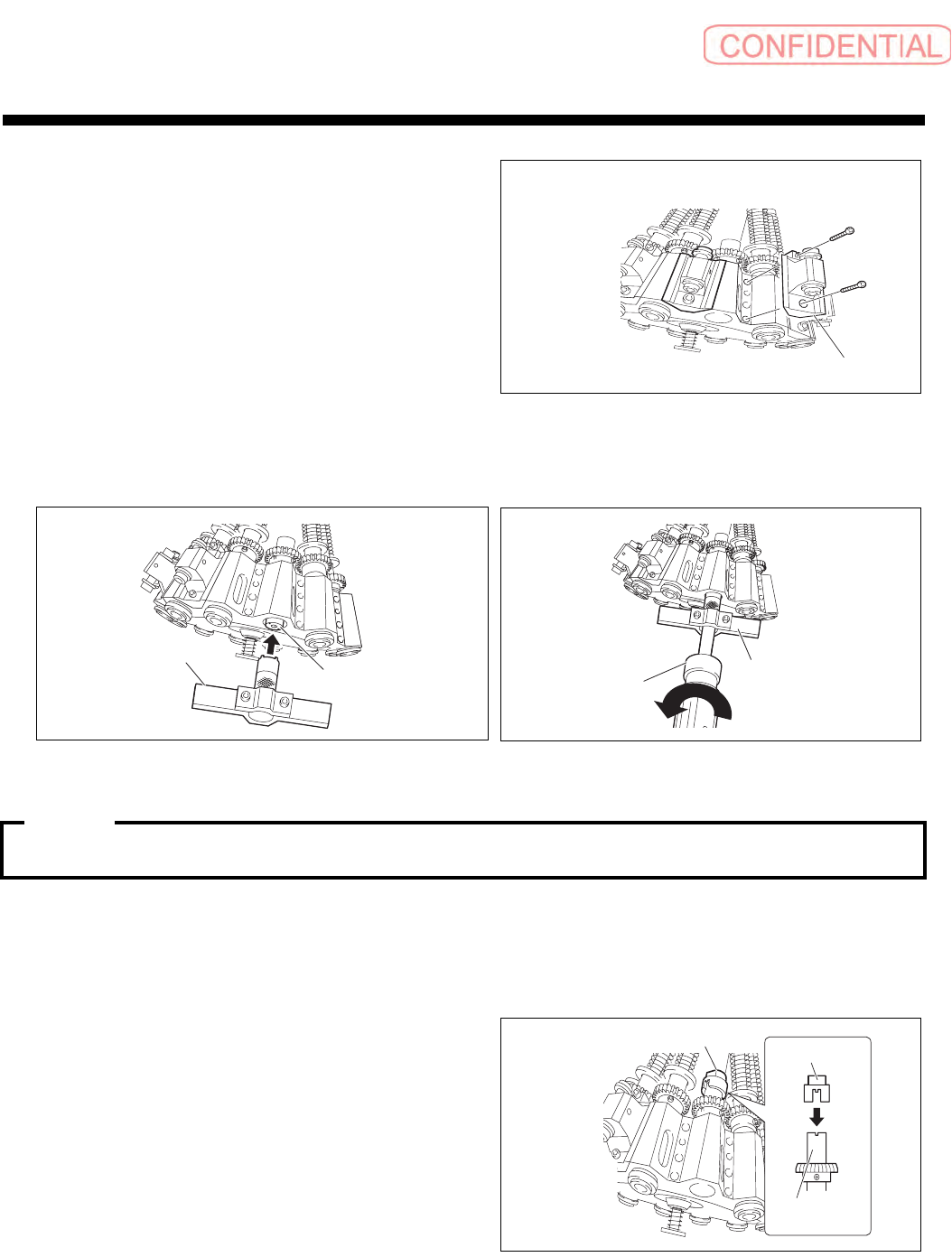
③旋松
2 根螺丝帽,拆下机械阀。
④ 同样也要拆下两侧的机械阀。
8. 稍微旋松一点轴承托架。
① 将轴承托架治具 (1)从吸嘴头下侧插入,使治具 (1 )的针对准轴承托架的孔。
② 插入轴承托架治具 (2)使其套在轴承托架治具 (1)上,并对准轴承托架的槽。
预先将轴承托架治具 (
2
)穿在扭矩螺丝刀上比较容易作业。
③ 用手推压轴承托架治具 (2),同时从下方看扭矩螺丝刀并向逆时针方向转动,旋松一点
( 10 度左右)轴承托架。
本作业是为了避免弄伤下一工序中使用的轴承托架治具 (1)针。
9. 拆下轴承托架。
① 将扳手套筒安装到锡球衬套托架上,
将扳手套筒的突起对准锡球衬套托
架的槽。
机械阀
轴承托架治具(1)
轴承托架治具(2)
轴承托架治具(2)
扭矩螺丝刀
扳手套筒
扳手套筒
锡球衬套托架
POINT: