SI-G200MK7_操作说明.pdf - 第232页
操作篇 电 子零件 贴装 机 SI-G200MK7 系列 1-164 1.2.3.2 管装供给形式的场合 图 1.2.3-2 零件生成向导-供给信息画面(管装) 供料器宽度(右)/(左) : 以零件的定位针中心线作为基准时,输入供料器左边和右边的宽度。 单位:mm 设定范围:0/0.001~999.999※ ※不能左右两边的宽度都设定为 0[mm]。 黄色的区域是必须项目。 注意∶
操作篇
电子零件贴装机 SI-G200MK7 系列
1-163
供料长度 :
表示料带的间距。
单位:mm
料带剥离功能 :
表示料带剥离功能的有无。
有 :使用料带剥离功能
无 :不使用料带剥离功能
黄色的区域是必须项目。
注意∶
操作篇
电子零件贴装机 SI-G200MK7 系列
1-164
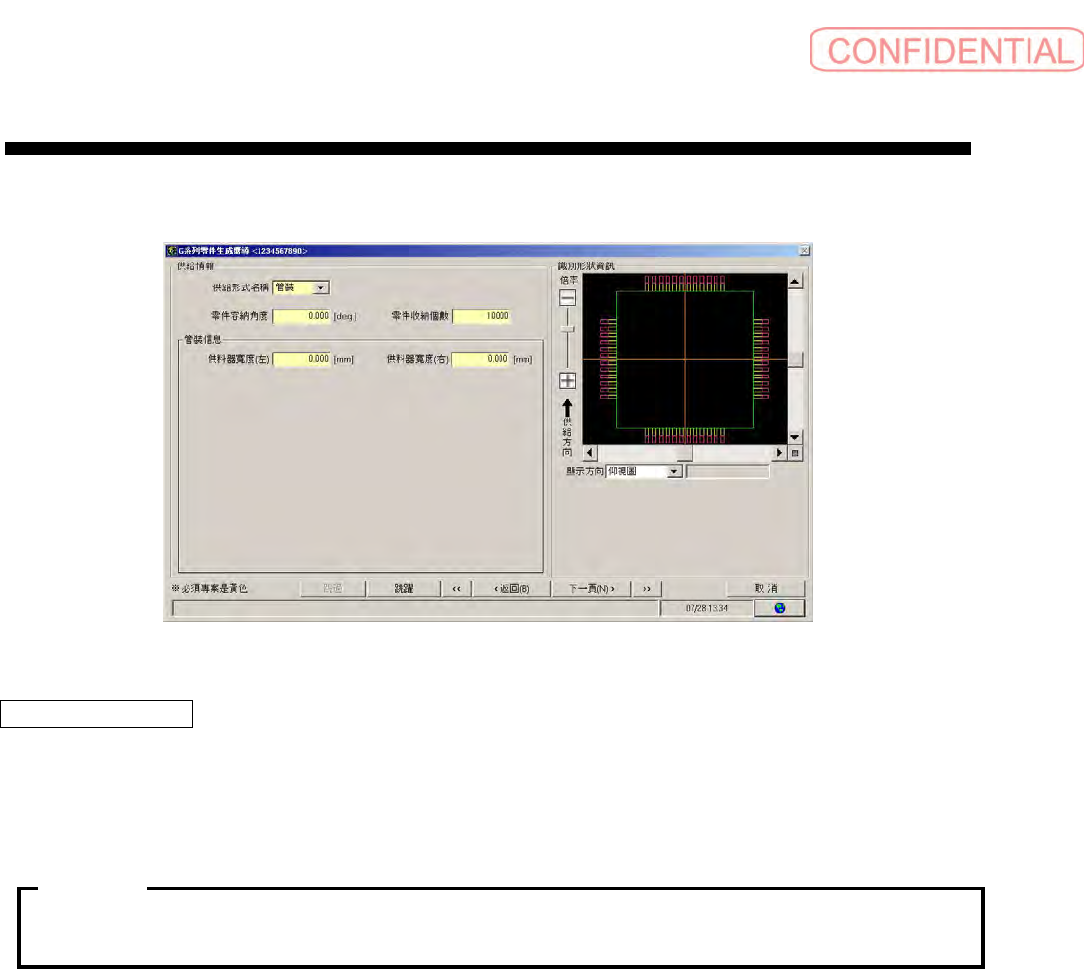
1.2.3.2 管装供给形式的场合
图 1.2.3-2 零件生成向导-供给信息画面(管装)
供料器宽度(右)/(左) :
以零件的定位针中心线作为基准时,输入供料器左边和右边的宽度。
单位:mm
设定范围:0/0.001~999.999※
※不能左右两边的宽度都设定为 0[mm]。
黄色的区域是必须项目。
注意∶
操作篇
电子零件贴装机 SI-G200MK7 系列
1-165
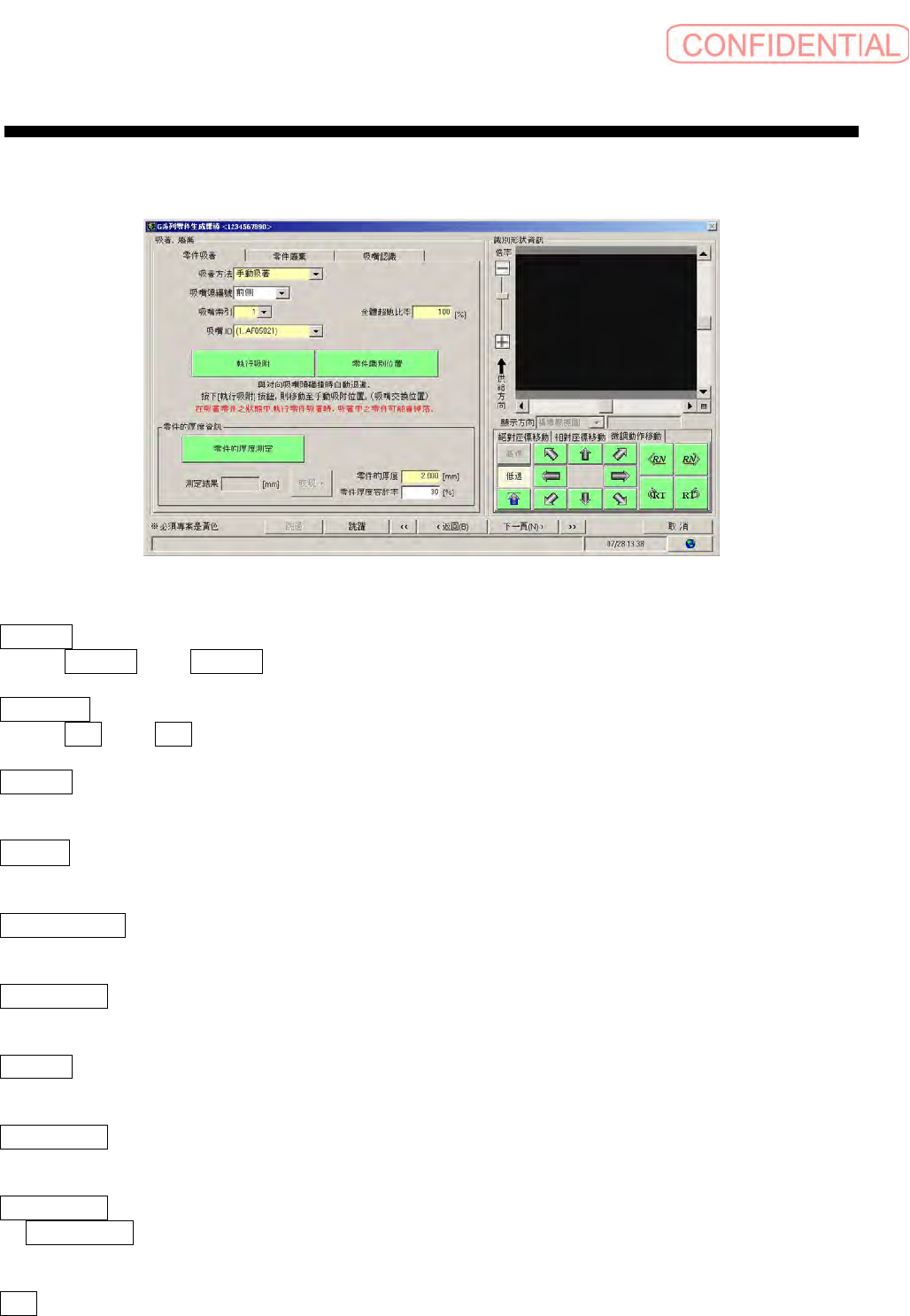
1.2.4 吸着·废弃操作画面
1.2.4.1 零件吸着
图 1.2.4-1 零件生成向导-零件吸着画面
吸着方法 :
从 自动吸着 或者 手动吸着 里选择零件的吸着方法。
贴装头编号 :
从 前侧 或者 后侧 里选择所操作的贴装头。
吸嘴索引 :
指定执行吸着的吸嘴。
吸嘴
I D :
指定用于零件吸着的吸嘴 ID。
使用供给部编号 :
指定自动吸着时吸着零件的供给部编号。
全体超驰比率 :
对全体超驰比率,指定在实际运行时所乘的比率。
吸着执行 :
按被指定的吸着方法执行吸着。在自动运转时吸着零件的情况,执行废弃。
零件识别位置 :
让零件往使用中的相机的识别位置移动。
零件厚度信息 :
零件厚度测定 :
执行零件的厚度测定。
反映 :
把零件厚度的测量结果反映到零件的厚度里。