SI-G200MK7_操作说明.pdf - 第334页
保养篇 2. 维修检 查 2-22 电子零件装着机 SI-G200MK7 (CS) 每 3 个月 (4) 供料器的直线型器具的上油 ( 机械供 料器 ) [ 作业功 能 ] 每次零件吸着动作时供料器的 直线型器具就会反复动作。 如果油用完,会导致直线型器具磨 损加 剧,所以需要定期上油。 [ 维修检 查位置 ] 2 处供料器的直线型器具 ( 各 1 处 ) [ 维修检 查时要准备的物品 ] 六角扳手、干净抹布、棉棒、 润滑油: AFC …
保养篇
2. 维修检查
电子零件装着机 SI-G200MK7 (CS)
2-21
每
3 个月
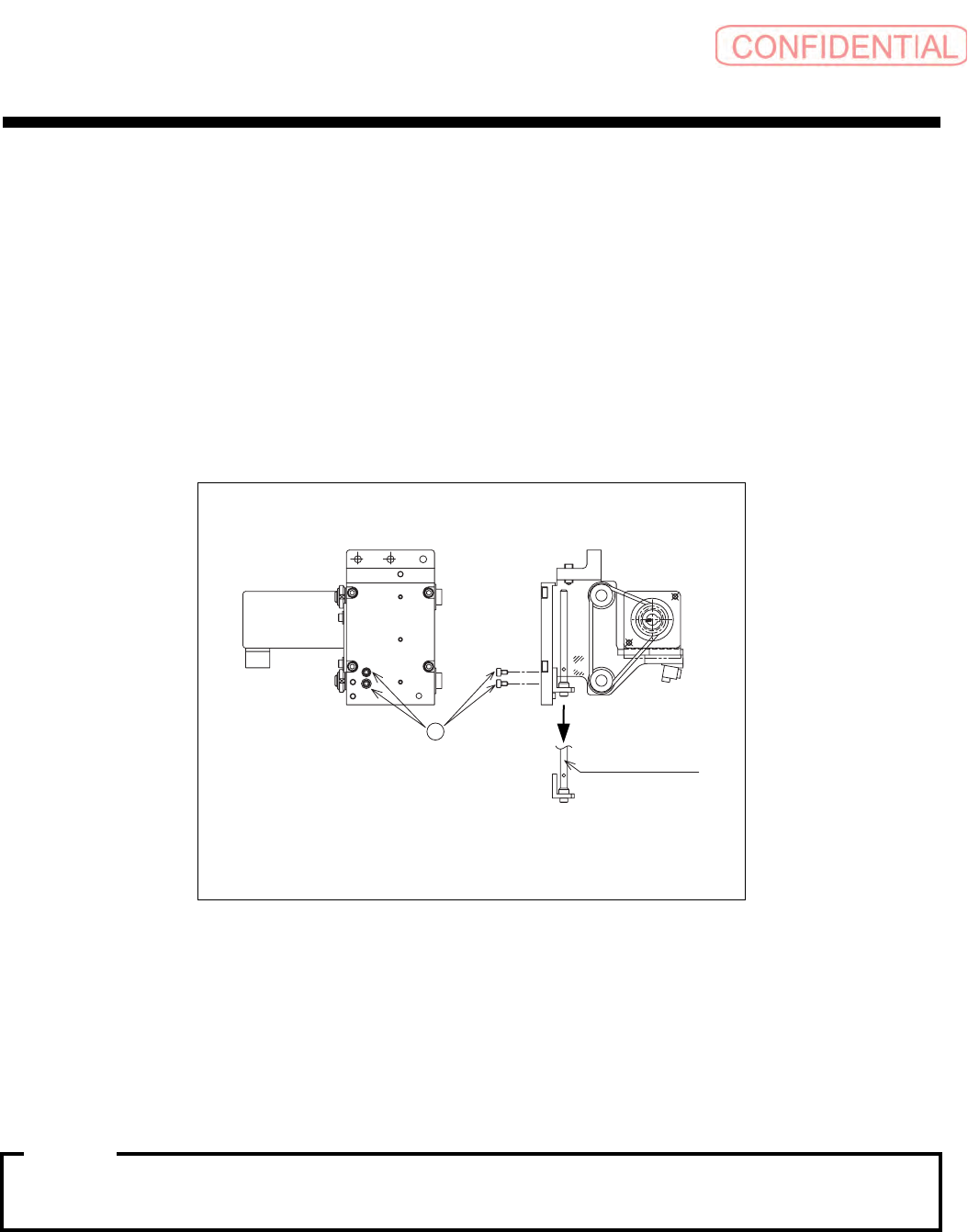
(3) 供料器弹簧旋转轴的上油 ( 机械供料器 )
[作业功能]
每次零件吸着动作中供料器弹簧旋转轴都会和重复伸缩的分割弹簧磨擦。
如果油用完,会导致分割弹簧旋转轴和弹簧旋转轴磨损加剧,所以需要定期上油。
[维修检查位置]
2 处供料器弹簧旋转轴 ( 各 1 根 )
[ 维修检查时要准备的物品 ]
六角扳手、干净抹布、棉棒、润滑油:多用润滑油
( 美国 Wynn Oil Company 制 )
[作业顺序]
1. 卸下图示的 A 螺丝,取出弹簧旋转轴。
2. 用抹布将脏润滑油、污垢等 ( 弹簧旋转轴和分割弹簧 ) 擦除。
3. 用棉棒在弹簧旋转轴的圆柱面上薄薄地涂上润滑油。
4. 将多余润滑油用抹布擦除。
5. 用反的次序安装。
多余润滑油在弹簧运动时会向外飞散
,
附着在基板和零件上会导致质量问题,所以请一定要擦
除多余润滑油。
A
弹簧
注意 :
保养篇
2. 维修检查
2-22
电子零件装着机
SI-G200MK7 (CS)
每 3 个月
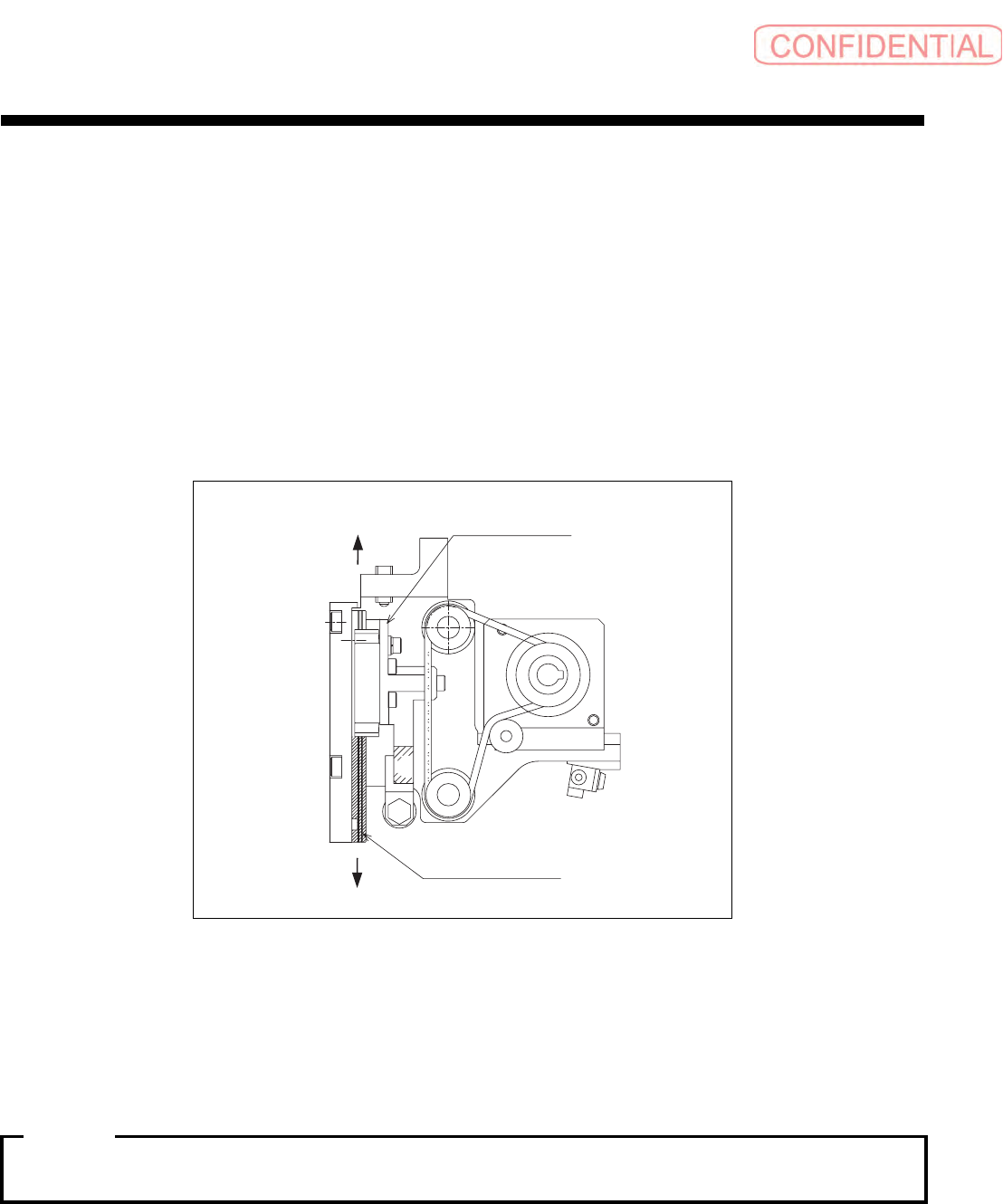
(4) 供料器的直线型器具的上油 ( 机械供料器 )
[ 作业功能 ]
每次零件吸着动作时供料器的直线型器具就会反复动作。如果油用完,会导致直线型器具磨损加
剧,所以需要定期上油。
[ 维修检查位置 ]
2 处供料器的直线型器具 ( 各 1 处 )
[ 维修检查时要准备的物品 ]
六角扳手、干净抹布、棉棒、润滑油:
AFC 润滑油 (THK 制 )
[ 作业顺序 ]
1. 用抹布将脏润滑油、污垢等擦除。
2. 检查直线型器具的滑动面的·异常磨损·裂隙。如果有异常,进行相应处置,或者交换。
3. 如果没有异常,在直线型器具的导向器轨道部用棉棒薄薄地涂上润滑油。
4. 将多余的润滑油用抹布擦除。
多余润滑油在弹簧上下运动时会向外飞散
,
附着在基板和零件上会导致质量问题,所以请一定
要擦除多余润滑油。
润滑油涂抹面
直线型器具
注意 :
保养篇
2. 维修检查
电子零件装着机 SI-G200MK7 (CS)
2-23
每
3 个月
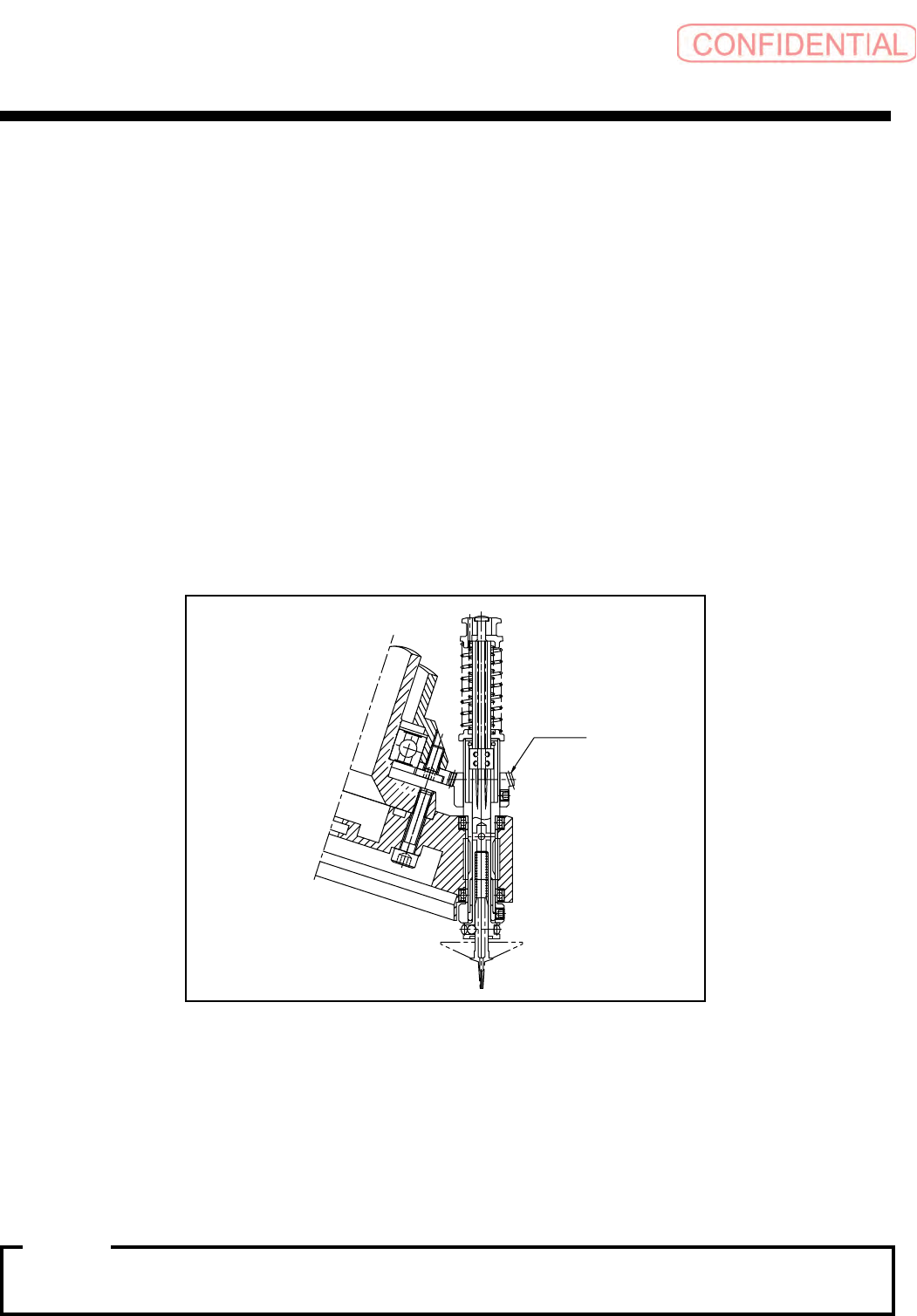
(5) 装着吸嘴头的小齿轮的磨损检查
[作业功能]
保持吸嘴装着吸嘴头部小齿轮随着吸着·装着动作的进行会剧烈地旋转。如果油用完,会造成齿
轮异常磨损,所以需要定期进行检查并根据需要上油。
[维修检查位置]
2 处装着吸嘴头的小齿轮 ( 各 12 个 )
[ 维修检查需准备的物品 ]
润滑油:多用润滑油
No.2 (美国 Wynn Oil Company 制)、 THK-AFC 润滑油 (THK 制)、
零件:小齿轮 (交换时)
工具 (治具):干净的抹布、六角扳手组合 (拆卸小齿轮和机械阀用)、弹簧押头定位片 (
2-683-
239-**
)、弹簧押头挂钩 (2-683-240-**)、扳手套筒 (2-895-932-**)、扳手 (2-895-501-**)、
轴承托架治具 (
1)( X-2149-863-*)、轴承托架治具 (2)( A-1216-182-**)、扭矩螺丝刀
(
10cN•m,对边尺寸 3mm)、扭矩螺丝刀 (30cN• m,对边尺寸 3mm)、扭矩螺丝刀 (40cN•m,对
边尺寸
2.5mm)、轴承压入及插拔导向器 (2-683-238-**)、轴承压入治具 (2-683-237-**)、 清
理气枪。
[作业顺序]
1. 用手缓慢地旋转 RN 轴 ( 交替小齿轮和大齿轮的咬合 ) 同时用手使内部旋转轴上下运动,并
确认在此过程中没有阻碍,动作顺畅进行。如果齿轮之间出现较大空隙等异常情况,需要交
换小齿轮。请按照下一页的
[ 小齿轮交换调整步骤 ] 交换小齿轮。
2. 如果没有异常,依次对 12 个小齿轮用手指薄薄地涂上多用润滑油 No.2。
3. 将附着在小齿轮侧面上多余润滑油除去。
小齿轮高速旋转时,多余润滑油由于旋转产生的离心力而向外飞散,附着在基板和零件上会导
致质量问题,所以请一定要擦除多余润滑油。
小齿轮
注意 :