SI-G200MK7_操作说明.pdf - 第419页
在线预览 SI-G200MK7_操作说明.pdf PDF 文档。
条 形 码 读 取 器 篇
4. 用条形 码读取 器执行 机种切 换
电子零件装着机
4-1
4. 用 条 形 码 读 取 器 执 行 机 种 切 换
用条形 码器读 取机种 码,进 行自动 生产机 种文件 设定。
打印经 常生产 的机种 名称和 与其对 应的条 形码, 用条形 码读取 器 读 取,便 可指定 执行切 换的机 种 。
在此, 对机种 码的条 形码打 印方法 和用条 形码器 读取器 进行机 种 切 换操作 进行说 明 。
4.1 机 种 码 的 条 形 码 打 印
[ 操作功 能 ]
为了用 条形码 读取器 读取, 打印操 作面板 的 自 動 生 產 ( 自动生 产 ) 菜 单 → 機種切 換 ( 机 种切换 ) 标
签 的
常 用 機 種 ( 常用机 种 ) 画 面 上登录 的机种 码条形 码 。
[ 操作顺 序 ]
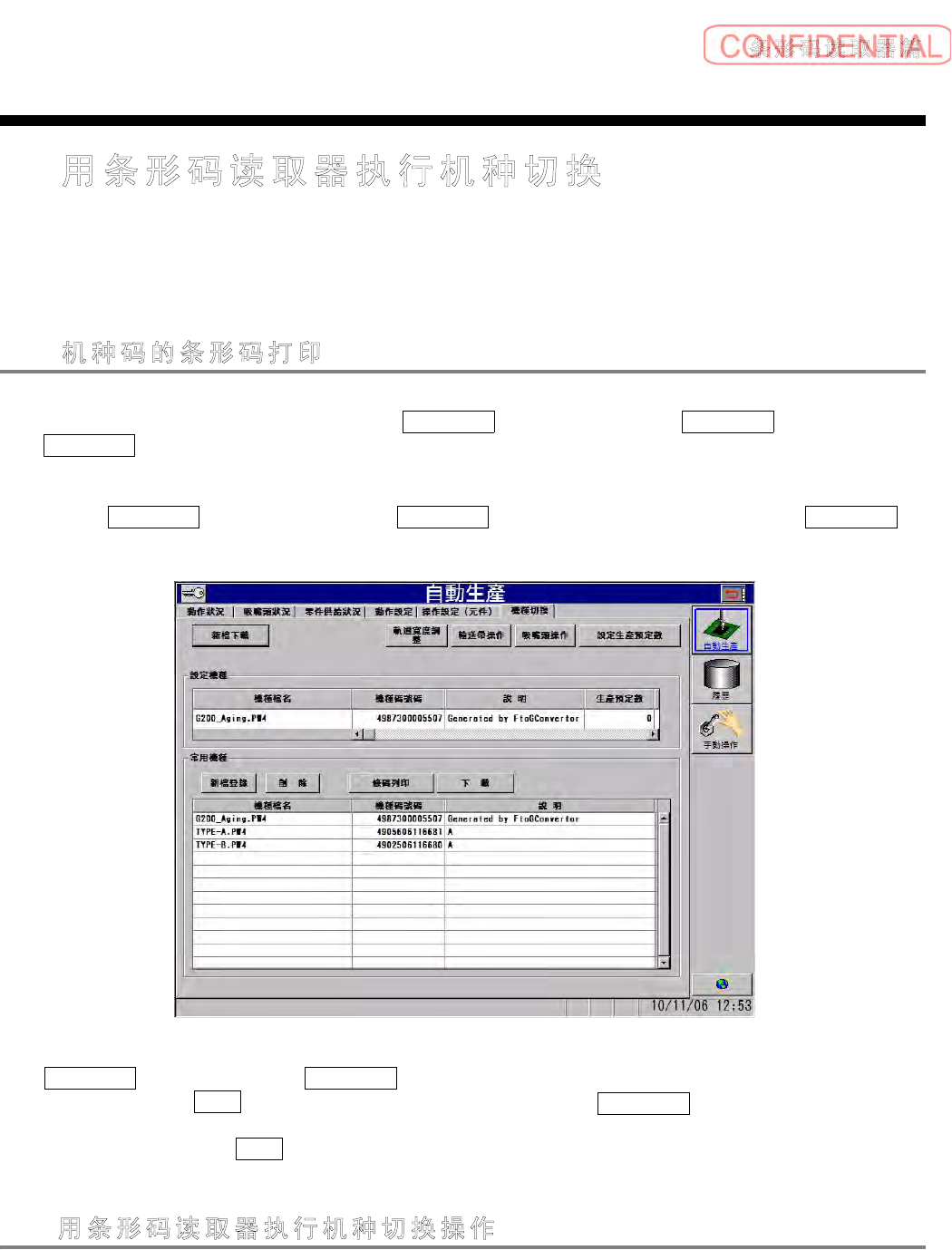
依顺序 点 击 自 動 生 產 ( 自动生 产 ) 菜 单 → 機種切 換 ( 机 种切换 ) 标签, 会出现 以下的 機 種切換
(
机 种切换 ) 画面。
图
4 - 1
点 击 常 用 機 種 ( 常用机 种 ) 框 的 條碼列 印 ( 条 形码打 印 ) 标 签 。确认 用对话 框开启 。
打印条 形码时 ,点击
確 認 ( 确 认 ) 钮 。 通过打 印机, 打印登 录 到 常 用機種 ( 常 用 机 种 ) 滚 动条列 表
的全部 机种文 件的机 种资料 名和机 种码号 码条形 码 。
中止条 形码打 印时, 点 击
取 消 ( 取 消 ) 钮,对 话框关 闭 。
4.2 用 条 形 码 读 取 器 执 行 机 种 切 换 操 作
[ 操作顺 序 ]
关 于机种 切换的顺 序 , 请 参 照 “ 操作篇 2.4.2.3 经 常使用机 种的条 形码打 印及条 形码的 读取器 下载”。
SI-G200Mk3/MK5/MK7 (CS)

条 形 码 读 取 器 篇
5. 有 关条形 码读取 器的操 作
电子零件装着机
5-1
5. 有 关 条 形 码 读 取 器 的 操 作
5.1 条 形 码 读 取 器 的 装 着 脱 落
请一定 按照以 下顺序 执行条 形码读 取器的 装着脱 落作业
装着脱 落条形 码读取 器电缆 时,请 拿着连 接器部 分执行 。
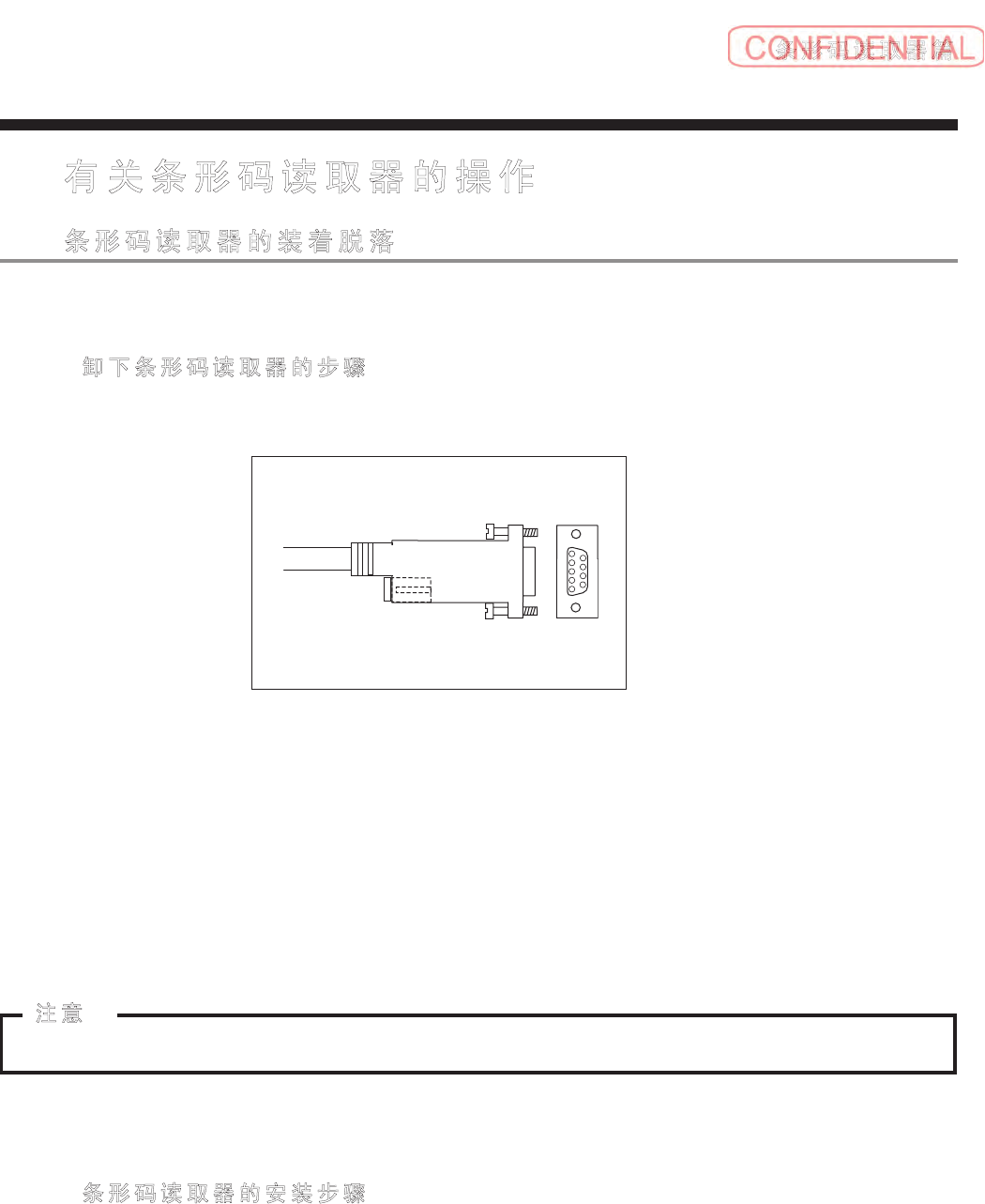
5.1.1 卸 下 条 形 码 读 取 器 的 步 骤
[ 操作顺 序 ]
(1)
反 时针方 向旋转 松懈条 形码读 取 器 的连接 器两端 的螺丝 。
图
5 - 1
(2)
从 SI-G 2 0 0Mk3/MK5/MK7 本体卸 下条形 码读取 器的连 接器。
5.1.2 条 形 码 读 取 器 的 安 装 步 骤
[ 操作顺 序 ]
(1)
将 条形码 读取器 的连接 器充分 插 入 SI-G 2 0 0Mk3/MK5/MK7
的 本 体 。
(2) 顺 时针方 向旋转 拧紧条 形码读 取 器 的连接 器两端 的螺丝 。
注 意 :
有连接
DC
适配器的 连接器 ,但是 ,使用
SI-G200MK7
时 , 无需连接 。
SI-G200Mk3/MK5/MK7 (CS)