SI-G200MK7_操作说明.pdf - 第346页
保养篇 2. 维修检 查 2-34 电子零件装着机 SI-G200MK7 (CS) “吸嘴相位调整” 本作业要在前侧、及后侧的两个吸嘴头处进行作业。 [必需的工具] 吸嘴相位调整治具 ( A-1244-685-A ) 定位治具 ( 2-515-52 5-01 ) 杠杆式百分表 扭矩螺丝刀 ( 10cN • m ,对 边 尺 寸 1.27mm ) [作业顺序] 1. 使 VA C U U M 断路器处于 OFF 状态。 (如 VA C U…
保养篇
2. 维修检查
电子零件装着机 SI-G200MK7 (CS)
2-33
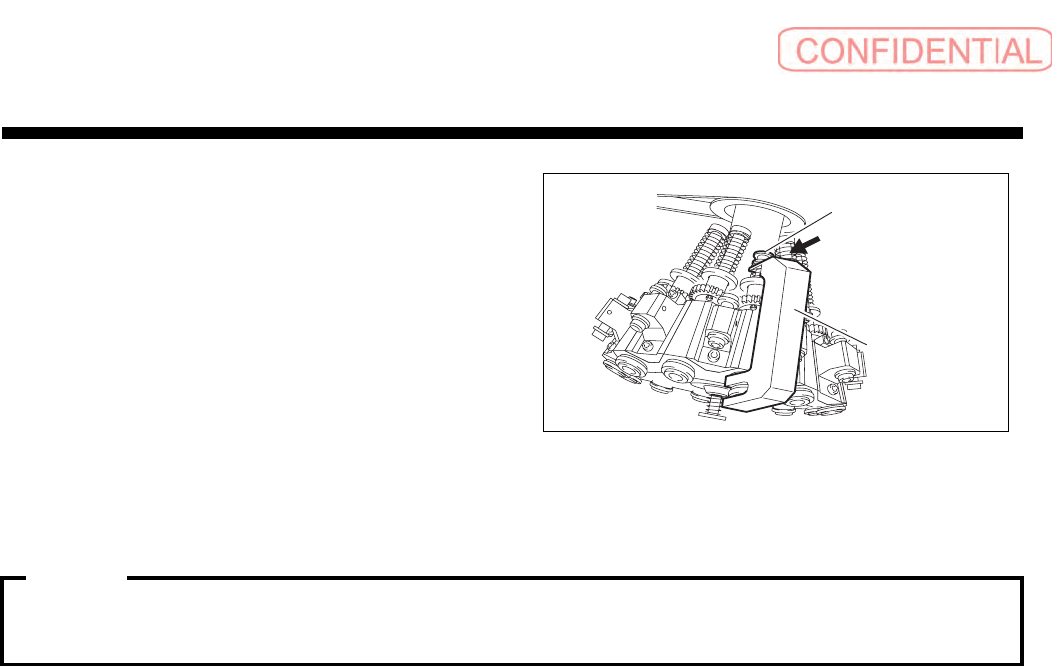
11. 在内部旋转轴上部安装弹簧押头。
① 用手按压内部旋转轴上部的弹簧,安
装弹簧押头定位片。
② 将弹簧押头的切槽部压入内部旋转轴
上部的突起处。
③ 拆下弹簧押头定位片。
12.调整吸嘴相位和小齿轮的间隙。
关于调整的顺序,请参阅下一页的 “吸嘴相位调整”。
13. 用手指在小齿轮上涂上薄薄的多用润滑油 No.2,将小齿轮的侧面等处粘附的多余润滑油擦去。
小齿轮高速旋转。多余的润滑油会因离心力飞溅、粘附在基板及零件上会造成产品的品质不合格及
吸着率降低,因此多余的润滑油必须擦除。
14. 用手慢慢转动 RN 轴、在改变小齿轮和大齿轮啮合的同时用手上下移动内部旋转轴、确认没
有卡住能顺畅的动作。
15. 一边旋转吸嘴、一边慢慢向上推并安装。
弹簧押头
弹簧押头
定位片
注意 :
保养篇
2. 维修检查
2-34
电子零件装着机
SI-G200MK7 (CS)
“吸嘴相位调整”
本作业要在前侧、及后侧的两个吸嘴头处进行作业。
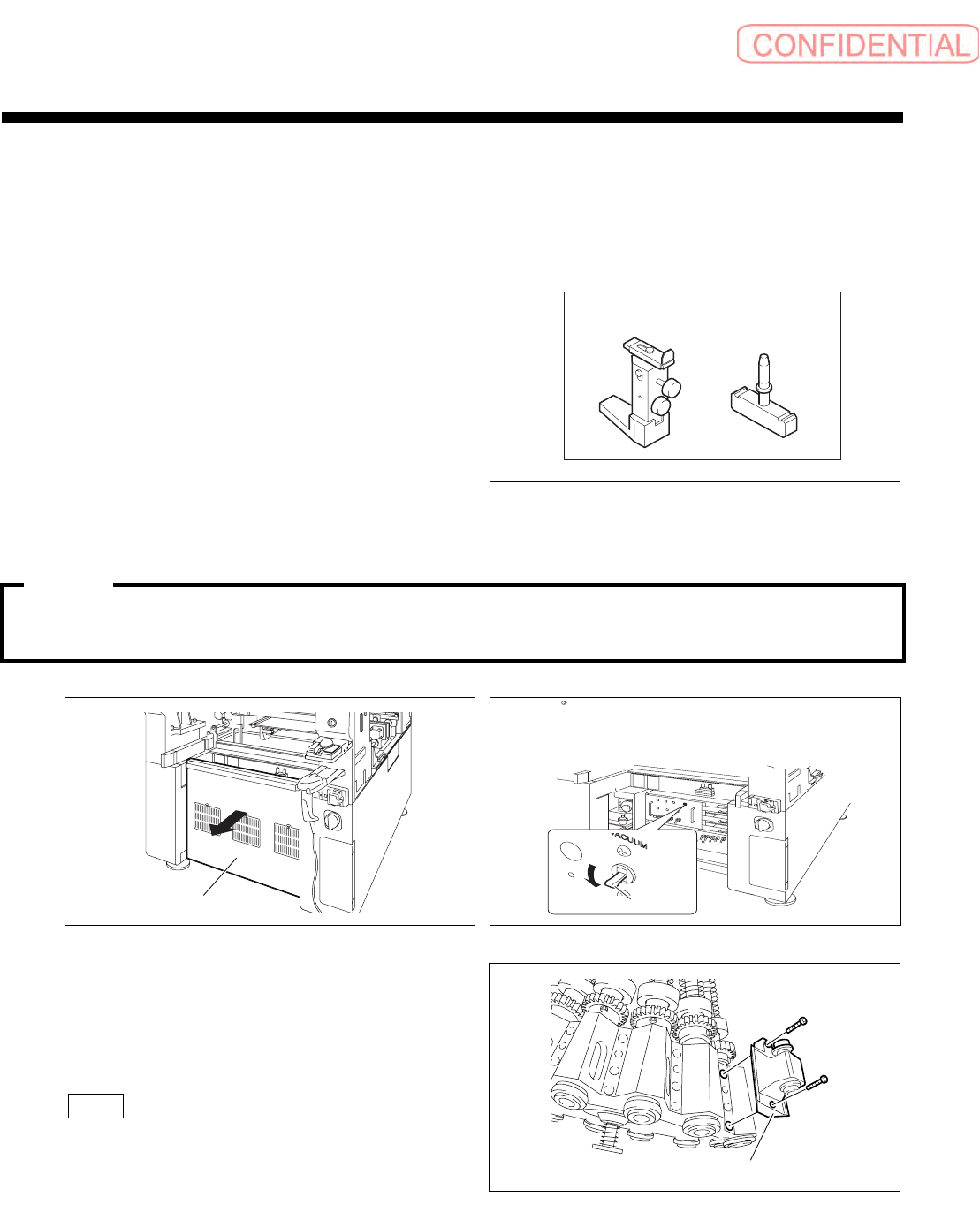
[必需的工具]
吸嘴相位调整治具 (
A-1244-685-A)
定位治具 (
2-515-525-01)
杠杆式百分表
扭矩螺丝刀 (
10cN•m,对边尺寸 1.27mm)
[作业顺序]
1. 使 VACUUM 断路器处于 OFF 状态。
(如
VACUUM 断路器已是 OFF 状态的
场合、则进入顺序
2。)
① 拆下装置背面的下部面板。
② 使电源装置的
VACUUM 断路器处于 OFF 状态。
为了防止吸入机械阀上的垃圾、灰尘等,在拆下机械阀前要先将
VACUUM
断路器置于
OFF
状态。
2. 拆下所有的机械阀。
(没有安装机械阀时、请进入顺序
3。)
①旋松
2 根螺丝帽、拆下机械阀。
② 手动操作旋转旋转座、按顺序拆下所有
的机械阀。
3. 在显示 HI 画面的状态,按操作面板的
ORG 钮、回复装置的原点。
下部面板
VACUUM 断路器
机械阀
小心 :
ֱ ݏ ㆛
2 . 㓈 ׂ Ẕ ᶹ
⬉ᄤ䳊ӊ㺙ⴔᴎ SI-G200MK5 (CS)
2-35
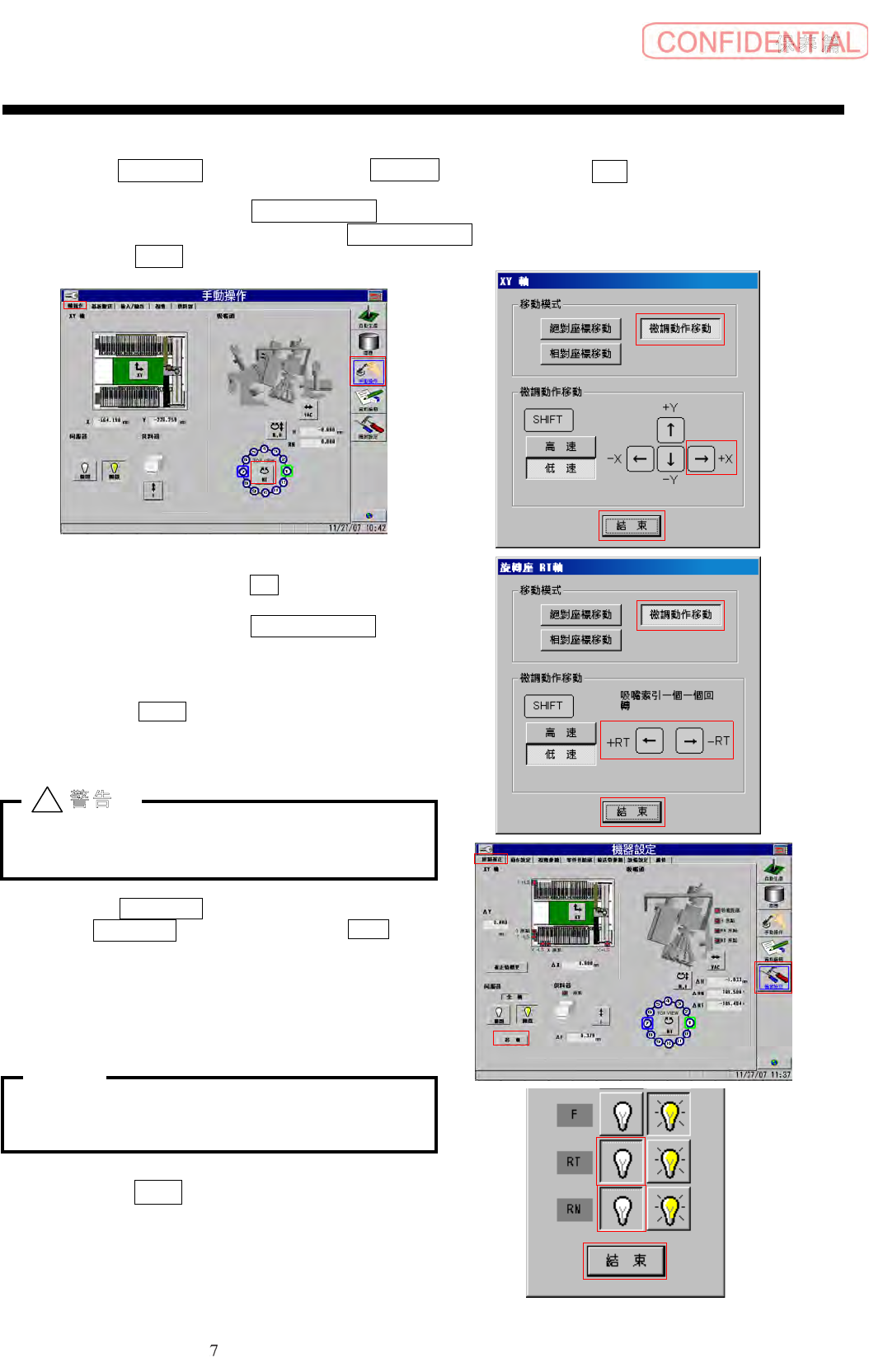
4. ࡼ ᪡ Փ ఈ ༈ 䚼 ⿏ ࡼ ࠄ X 䕈 ⱘ Ꮊ ে Ё ༂ ԡ 㕂 DŽ
ķ ᣝ
ፒ ᕱ ˈ ˄ ࡼ ᪡ ˅ 㦰 ऩ ǃ 㨀 ᕱ ˈ ˄ 䕈 ᪡ ˅ ᷛ ㅒ ǃ X Y 䪂 ⱘ 乎 ᑣ ⚍ ߏ ˈ ᰒ ⼎ X Y
䕈 ⱘ ᪡ ⬏ 䴶 DŽ
ĸ ⚍ ߏ ⿏ ࡼ ᓣ Ё ⱘ
ჵ 㛁 ˈ ⡂ ˄ ᖂ 䇗 ࡼ ⿏ ࡼ ˅ 䪂 DŽ
Ĺ ᣝ ে 䖍 ⱘ ܝ ᷛ 䪂 ǃ ᇚ ఈ ༈ 䚼
ჵ 㛁 ˈ ⡂ ˄ ᖂ 䇗 ࡼ ⿏ ࡼ ˅ ࠄ Ꮊ ে Ё ༂ ԡ 㕂 DŽ
ĺ ⚍ ߏ
⬗ ៓ ˄ 㒧 ᴳ ˅ 䪂 ǃ ݇ 䯁 X Y 䕈 ⬏ 䴶 DŽ
5. Փ ᮟ 䕀 ᑻ N o . 1 ⿏ ࡼ ࠄ 䎳 ࠡ DŽ
ķ ⚍ ߏ 䕈 ᪡ ⬏ 䴶 ⱘ RT 䪂 ǃ ᰒ ⼎ ᮟ 䕀
ᑻ
RT 䕈 ⱘ ᪡ ⬏ 䴶 DŽ
ĸ ⚍ ߏ ⿏ ࡼ ᓣ Ё ⱘ
ჵ 㛁 ˈ ⡂ ˄ ᖂ
䇗 ࡼ ⿏ ࡼ ˅ 䪂 DŽ
Ĺ ᣝ ԣ Ꮊ ে ܝ ᷛ 䪂 ǃ Փ ᮟ 䕀 ᑻ
N o . 1 ⿏ ࡼ
ࠄ 䎳 ࠡ DŽ
⚍ ߏ ⬗ ៓ ˄ 㒧 ᴳ ˅ 䪂 ˈ ݇ 䯁 ᮟ 䕀 ᑻ
RT 䕈 ⬏ 䴶 DŽ
6. Փ RNǃ RT ⱘԎ᳡఼໘Ѣ݇䯁⢊ᗕDŽ
ϡ ߛ ᮁ Ԏ ᳡ ఼ 䖯 㸠 Ϯ ˈ ߭ ঞ ᣛ ༈ ㄝ ৃ 㛑 Ӯ
㹿 ो ܹ ࠄ ᇣ 啓 䕂 Ё DŽ Ϯ ࠡ ᖙ 乏 Փ Ԏ ᳡ ఼ ໘
Ѣ ݇ 䯁 ⢊ ᗕ DŽ
ķ ᣝ ᩆ ࣐ 㘳 ൚ ˄ ᴎ ఼ 䆒 ᅮ ˅ 㦰 ऩ ǃ
ڄ 䘓 㓸 ᬰ ˄ ॳ ⚍ 㸹 ℷ ˅ ᷛ ㅒ ė ۄ 㨀
( 䕈 ) 䪂 ⱘ 乎 ᑣ ⚍ ߏ DŽ ᰒ ⼎ 䕈 Ԏ
᳡ ఼ ⬏ 䴶 DŽ
ĸ ⚍ ߏ
RT R N ⱘ Ԏ ᳡ ఼ ݇䯁䪂 ǃ ݇ 䯁
RT ǃ R N ⱘ Ԏ ᳡ ఼ DŽ
Ԏ ᳡ ఼ ݇ 䯁 ᯊ ˈ 䪂 ⱘ ડ ᑨ ᯊ 䯈 ᇚ ব ᜶ ˈ ℸ
䳔 ⹂ 䅸 ᣝ 䪂 ⹂ ᅲ 㹿 ᣝ ϟ ˈ ᰒ ⼎ 䪂 ᣝ ϟ ৢ 㹿
ߛ ᤶ ⱘ ⬏ 䴶 DŽ
Ĺ ⚍ ߏ ⬗ ៓ ˄ 㒧 ᴳ ˅ 䪂 ˈ ݇ 䯁 䕈 Ԏ ᳡
఼ ⬏ 䴶 DŽ
䄺 ਞ :
!
POINT: