SI-G200MK7_操作说明.pdf - 第247页
操作篇 电 子零件 贴装 机 SI-G200MK7 系列 1-179 1.2.7.3 识别选配(焊脚零件) 图 1.2.7-3 零件生成向导-识别选配画面(焊脚零件) 位置偏离容许值-全部画面 : 零件识别时对全部画面进行识别。 位置偏离容许值-指定位置 : 零件识别时在指定领域内进行识别。 位置偏离容许值-根据零件尺寸自动地进行计算 : 考虑零件识别时的角度、角度偏离容许值的值,自动设定识别领域进行识别。 角度偏离容许值 : 根据识别…
操作篇
电子零件贴装机 SI-G200MK7 系列
1-178
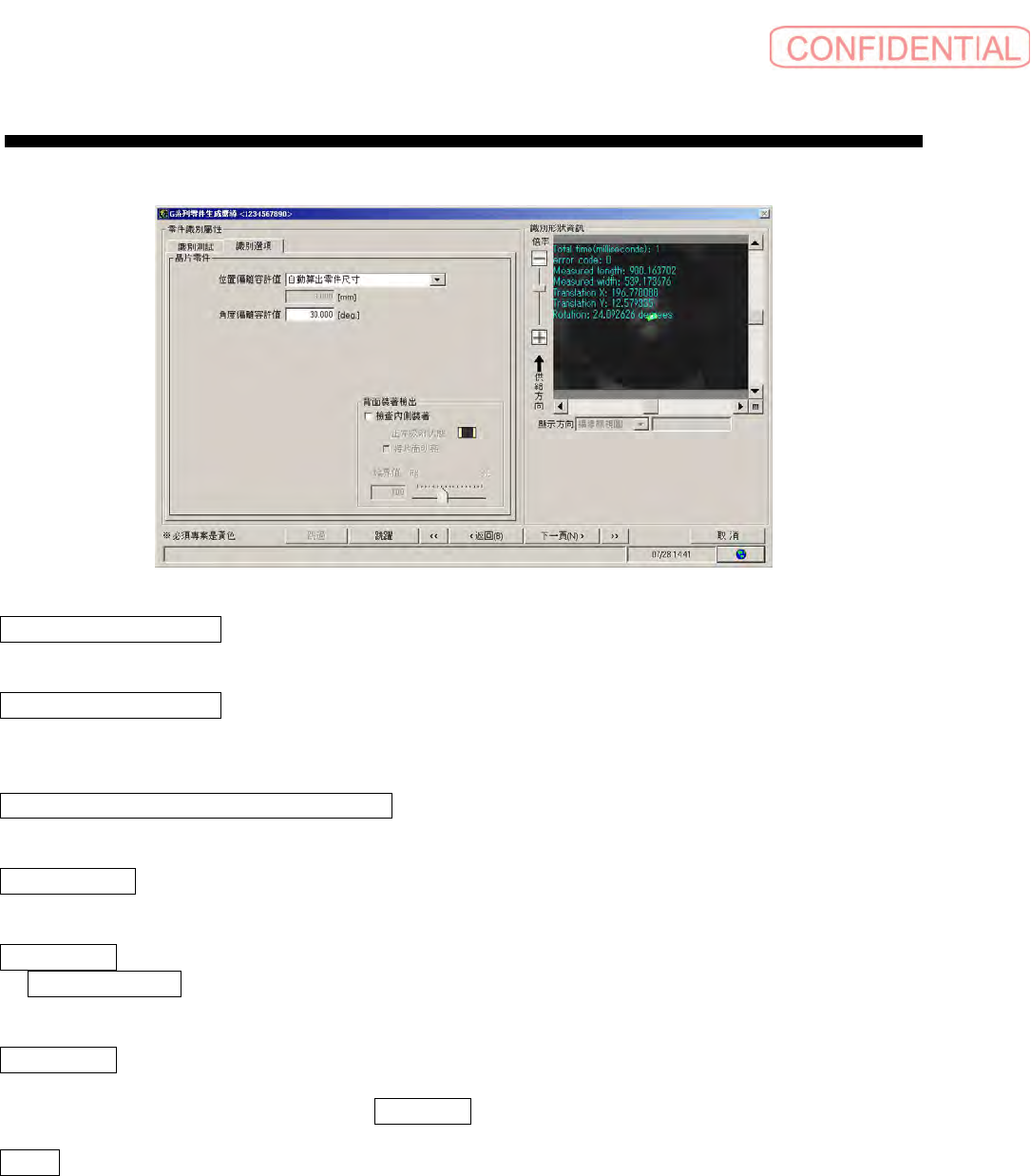
1.2.7.2 识别选配(芯片零件)
图 1.2.7-2 零件生成向导-识别选配画面
位置偏离容许值-全部画面 :
零件识别时对全部画面进行识别。
位置偏离容许值-指定位置 :
零件识别时在指定领域内进行识别。
位置偏离容许值-根据零件尺寸自动地进行计算 :
考虑零件识别时的角度、角度偏离容许值的值,自动设定识别领域进行识别。
角度偏离容许值 :
根据识别得到零件的角度, 设定了与假想零件存在时的角度有偏离时的容许角度偏离量。
背面贴装检出 :
进行背面贴装检出 :
检出零件吸着时没有被正常吸着,而是上下被相反吸着的状态。选择它,背面贴装检出功能变为有效。
正常吸着状态 :
零件被正常吸着时,指定零件表面的亮度。
零件的表面明亮地显现在相机时,选择 接触面明亮
临界值 :
输入区分零件表面状态的亮度临界值。
设定范围 :0~255
操作篇
电子零件贴装机 SI-G200MK7 系列
1-179
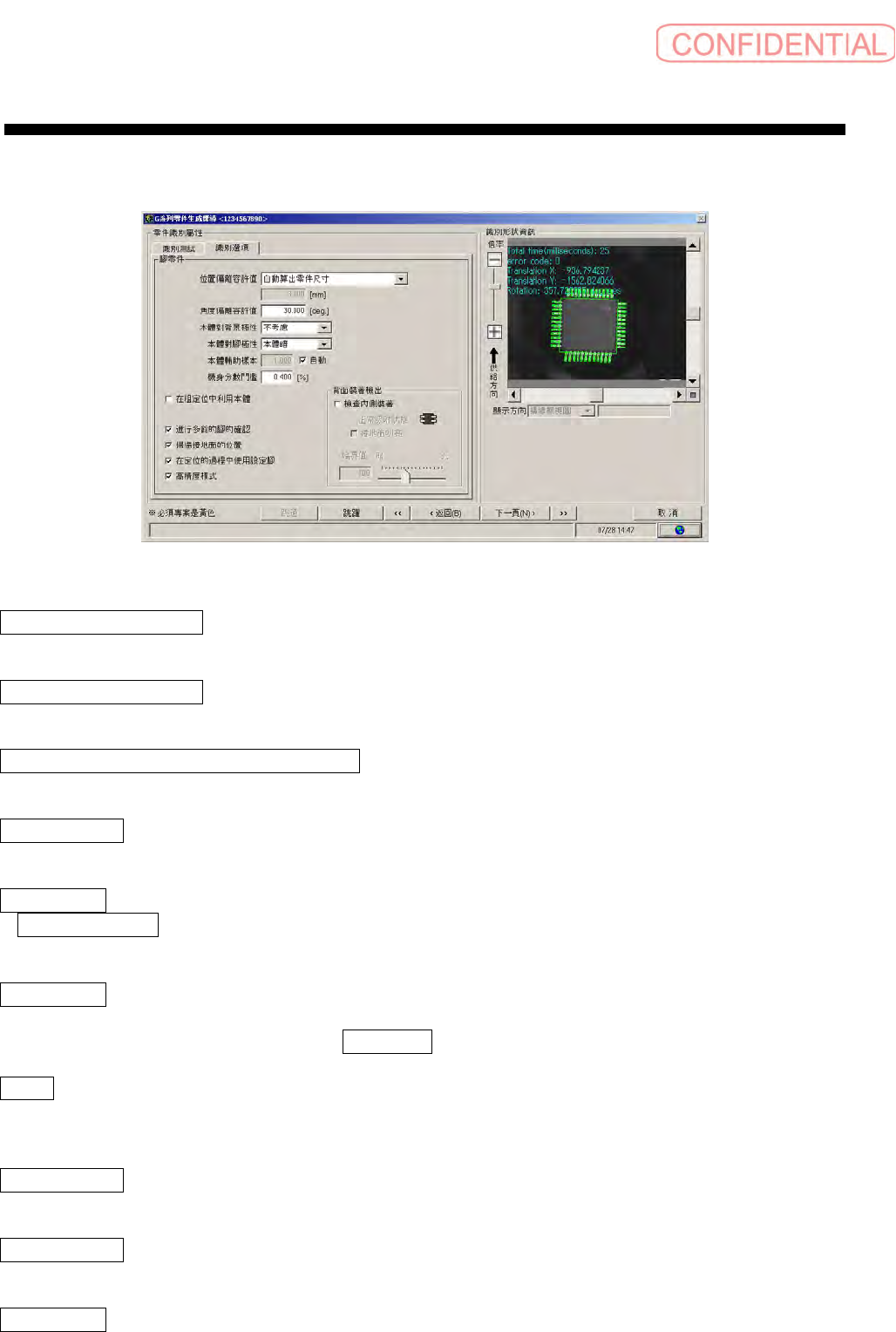
1.2.7.3 识别选配(焊脚零件)
图 1.2.7-3 零件生成向导-识别选配画面(焊脚零件)
位置偏离容许值-全部画面 :
零件识别时对全部画面进行识别。
位置偏离容许值-指定位置 :
零件识别时在指定领域内进行识别。
位置偏离容许值-根据零件尺寸自动地进行计算 :
考虑零件识别时的角度、角度偏离容许值的值,自动设定识别领域进行识别。
角度偏离容许值 :
根据识别得到零件的角度, 设定了与假想零件存在时的角度有偏离时的容许角度偏离量。
背面贴装检出 :
进行背面贴装检出 :
检查出零件被上下相反吸着的不正常状态时,将其选择后功能开始起效。
正常吸着状态 :
零件被正常吸着时,指定零件表面的亮度。
零件的表面明亮地显示在相机时,选择 接触面明亮 。
临界值 :
输入区分零件表面状态的亮度临界值。
设定范围:0~255
本体对背景极性 :
设定零件本体和背景的明暗差。
本体对焊脚极性 :
设定本体和焊脚哪一个看起来更亮一些。通过明暗选择。
本体辅助样本 :
指定本体检出时使用的样本系数。系数设定为1时,使用全画素识别本体;系数设定为2时,在2×2画素中选
操作篇
电子零件贴装机 SI-G200MK7 系列
1-180
择代表点进行本体识别。本体辅助样本取得越大所需识别时间越短。此功能仅在选择本体辅助样本自动确认
时有效。
本体辅助样本自动检查 :
设定是否自动计算适当本体辅助样本。
本体判定临界值
:
使用本体粗定位时,为了判断是否用本体定位而设定的临界值。
在粗定位中利用本体
:
设定计算零件大致位置时,是否使用本体的信息。当明确显现出本体时有效。当本体检出失败时,自动转移到
使用焊脚的定位处理。没有焊脚的异形零件因为无法通过焊脚进行定位,一定要在粗定位时使用本体。
检查焊脚缺损
:
检查焊脚的欠缺,在无法找到数据定义的焊脚时,设定是否将识别判定NG。若将确认定为无效则与识别OK/NG
基准无关,变为所有焊脚检出的条件。
进行多余的焊脚的确认 :
确认时,实际零件的焊脚数比作为零件数据定义的焊脚数多时,根据多余的焊脚的检出进行作为识别NG 的
E x t r aLe a d 检出。
扫描接地面的位置
:
设定是否确认被检出焊脚的所有位置都在零件数据上定义的位置。
若定确认无效,焊脚位置不再成为判断识别
OK/NG 的基准。
在定位的过程中使用设定焊脚 :
设定在探求设定焊脚时,是否进行设定焊脚的整列。在通常情况下,请选中。但是,发生识别错误,设定焊脚
重复时,本体内存在设定焊脚的情况下,请不要选中。
高精度模式
:
设定是否为了得到更正确的识别结果而在高精度模式下测定焊脚前端。