SI-G200MK7_操作说明.pdf - 第200页
操作篇 电 子零件 贴装 机 SI-G200MK7 系列 1-132 贴装头编号 : 表示进行吸着和贴装的贴装头编号。不能编辑。 前侧贴装头:F 后侧贴装头:R 零件代码 : 输入贴装零件的零件代码 上限值:128 文字 可用的文字(CODE39):[ A-Z ][ 0-9 ][ 空格][ 句号][ - ][ $ ][ / ][ + ][ % ] (CODE 39) X/Y[mm] : 输入贴装零件位置的 XY 坐标。 单位:mm 设定…
操作篇
电子零件贴装机 SI-G200MK7 系列
1-131
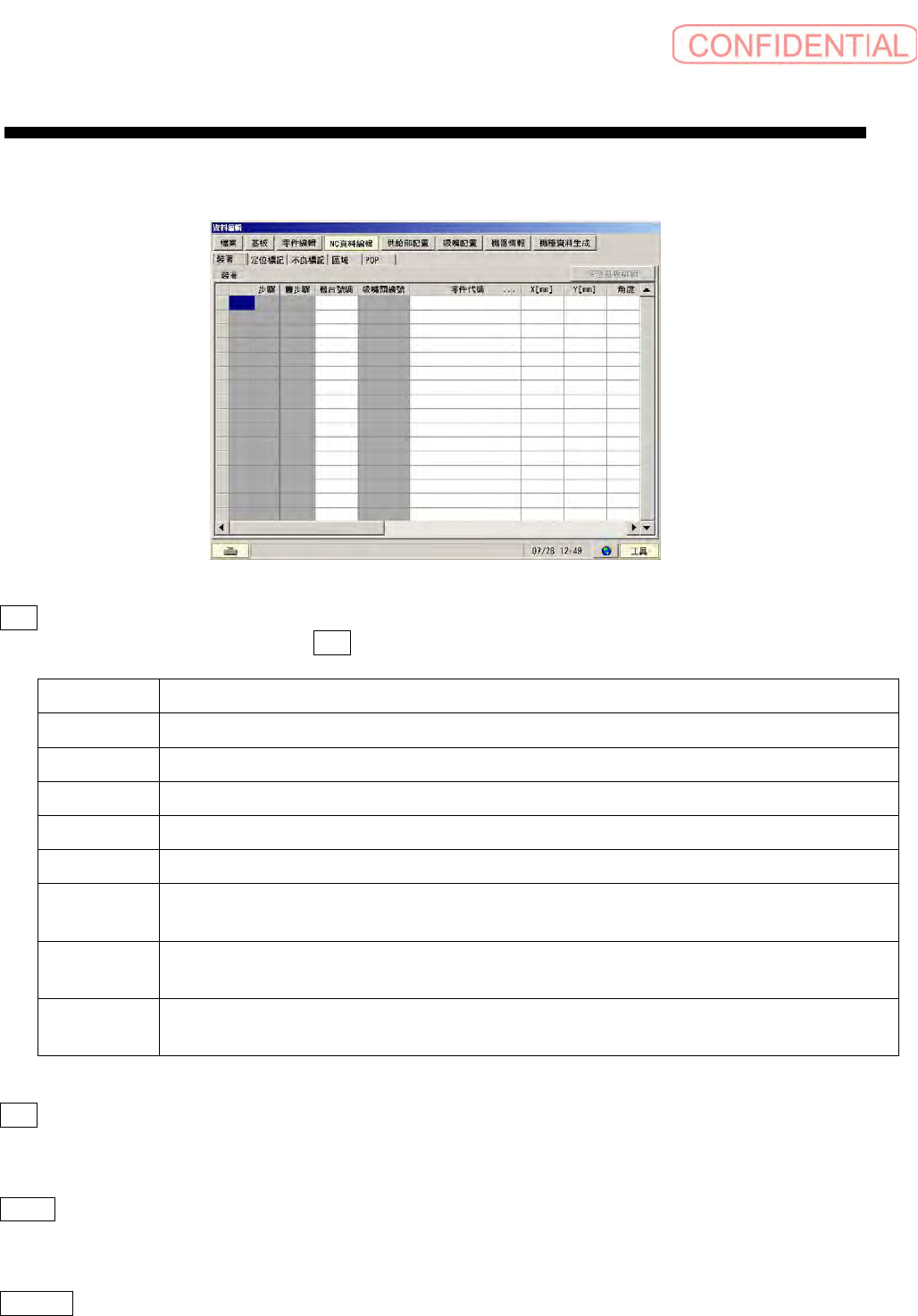
1.1.4 NC 数据编辑(NC 資料編輯)画面
1.1.4.1 贴装
图 1.1.4-1 資料編輯-NC 資料編輯-贴装(数据编辑-NC 数据编辑-贴装) 画面
状态 :
步骤里发生错误时,下表的文字显示在 步驟 (步骤) 的左侧的格子里。不能编辑
。
状态 说明
E 零件码未登录在零件数据库里。
M 零件被配置在不能贴装的格子里。
P 被设定为 POP,被指定成下层零件。
C 被设定为 POP,被指定成第 2 层以上的子零件。
F 贴装面里用锡膏涂布装置涂完锡膏后进行贴装的 1 层的零件。
MP
被设定为 POP,被指定成下层零件。
零件被配置在不能贴装的格子里。
MC
被设定为 POP,被指定成第 2 层以上的子零件。
零件被配置在不能贴装的格子里。
MF
贴装面里用锡膏涂布装置涂完锡膏后进行贴装的 1 层的零件。
零件被配置在不能贴装的格子里。
步骤 :
表示登录数量的序列编号。不能编辑。
设定范围:1~10000
旧步骤 :
表示执行资料排序前的步骤编号,不能编辑。
设定范围:0~10000
机台号码 :
输入用来贴装零件贴装机的机台号码。
设定范围:1~20
操作篇
电子零件贴装机 SI-G200MK7 系列
1-132
贴装头编号 :
表示进行吸着和贴装的贴装头编号。不能编辑。
前侧贴装头:F
后侧贴装头:R
零件代码 :
输入贴装零件的零件代码
上限值:128 文字
可用的文字(CODE39):[ A-Z ][ 0-9 ][ 空格][ 句号][ - ][ $ ][ / ][ + ][ % ] (CODE 39)
X/Y[mm]:
输入贴装零件位置的 XY 坐标。
单位:mm
设定范围:-999.999~999.999
角度 :
输入贴装零件的旋转角度。
单位:deg.
设定范围:0~359.999
供给位置 :
表示贴装零件的供料器• 盘式的位置编号。不能编辑。
设定范围:0~640
dX/dY[mm]:
对零件贴装坐标,输入微调整用的补正距离。
单位:mm
设定范围:-999.999~999.999
d角度 :
对零件贴装角度,输入微调整用的补正旋转角度。
单位:deg.
设定范围:-359.999~359.999
高度补正 :
输入零件贴装时高度的调整用补正值。
单位:mm
设定范围:-999.999~999.999
定位 :
输入用在各步骤里设定定位标记的 ID。不用时输入”0”
设定范围:0~500
区域 :
对于多连基板,在全步骤的区域里输入”1”, 执行定位。完成定位的区域将显示其步骤属于区域的 ID。
返回一片基板时,执行复位后,全步骤的区域里输入"0"。
设定范围:0~500
不良标记:
输入用在各步骤里所对应的不良位置的 ID。不用时输入”0”
设定范围:0~500
操作篇
电子零件贴装机 SI-G200MK7 系列
1-133
跳跃 :
各步骤的零件无条件贴装时输入”0” ,无条件不贴装时输入”7” 。其它的编号根据基板信息的关闭编号(跳
跃编号)的设定执行跳跃(不贴装)处理。
设定范围:0~9
补料完结:
执行那个步骤的前面的步骤必须完成全部零件贴装时,输入”1”。SI-G 系列不能使用补料完结。
设定范围:0~1
路径
#):
零件吸着/贴装的连续动作叫路径,表示零件的贴装顺序,编号由通常的排列设定。
供给顺序:
表示各步骤所属路径内的吸着顺序,编号由通常的排列设定。
设定范围:1~12
贴装顺序:
表示各步骤所属路径内的贴装顺序,编号由通常的排列设定。
设定范围:1~12
吸嘴 :
表示吸着零件的吸嘴旋转座上的索引编号,编号由通常的排列设定。
设定范围:1~18
参照 :
如有必要,从键盘输入参照。
上限值:73 文字
可用的文字(CODE39):[ A-Z ][ 0-9 ][ 空格][ 句号 ][ - ][ $ ][ / ][ + ][ % ] (CODE39)