SI-G200MK7_操作说明.pdf - 第253页
操作篇 电 子零件 贴装 机 SI-G200MK7 系列 1-185 1.3.2 Sequence Sequence 表示贴装运行的数据。贴装运行数据收集了吸嘴从零件供料器吸着零件到贴装在 基板时所需要的数据。 图 1.3.2-1 Sequence 画面 (高速贴装头) (1) 贴装头类型标签 复数个类型的贴装头可使用时,选择设定零件信息对象的贴装头信息。 (2) 贴装运行 ID 表示代表贴装运行的 ID 编号 。 (3) 顺序形式 指…

操作篇
电子零件贴装机 SI-G200MK7 系列
1-184
(10) 形状名称
输入形状的一般名称。
上限值:255 文字
不可使用的文字:[ , ][ ; ][ " ][ 全角文字 ]
(11) 形状种类
芯片零件、焊脚零件、BGA/CSP 零件、异形零件分别表示。
SHAPE_CHIP:芯片零件
SHAPE_LEAD:焊脚零件
SHAPE_BGA: BGA 零件
SHAPE_ODD:异形零件
(12) 零件边长
1~2
输入角形零件的尺寸。关于焊脚形零件,输入不包含焊脚部的零件尺寸。本项目不能编辑。
单位:mm
设定范围:0.001~25
(13) 厚度
输入零件的厚度。
单位:mm
设定范围:0.001~8(高速贴装头)、0.001~13(多功能贴装头)
(14) 零件尺寸容许率
输入识别零件尺寸时的容许率。
单位:%
设定范围:1~99
(15) 零件厚度容许率
输入吸着检查识别时零件厚度的容许率。
单位:%
设定范围:1~99
(16) 重量
输入零件的重量。
单位:g
设定范围:0~999.999
(17) 极性
指定零件的左右/上下电极的极性(+/-)的有无。零件有极性时,选择右上/右下/左下/左上其中的一处。零
件没有极性时,不选择。
操作篇
电子零件贴装机 SI-G200MK7 系列
1-185
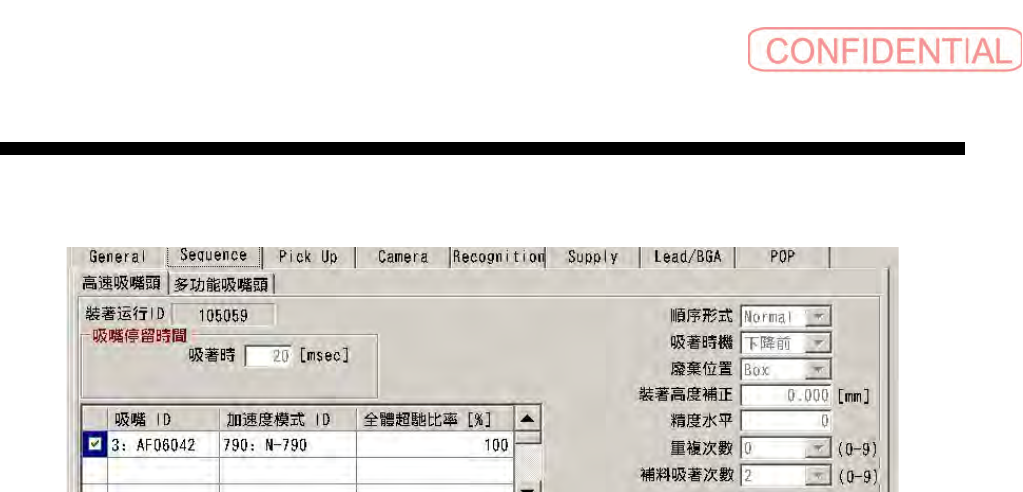
1.3.2 Sequence
Sequence 表示贴装运行的数据。贴装运行数据收集了吸嘴从零件供料器吸着零件到贴装在基板时所需要的数据。
图 1.3.2-1 Sequence 画面 (高速贴装头)
(1) 贴装头类型标签
复数个类型的贴装头可使用时,选择设定零件信息对象的贴装头信息。
(2) 贴装运行 ID
表示代表贴装运行的 ID 编号。
(3) 顺序形式
指定吸着时的动作顺序。
Normal:吸嘴下降的同时打打开供料器的遮蔽器的通常操作(重叠影像动作)
Safety: 对于较高的零件,依打开遮蔽器→ 吸嘴下降→ 吸着→ 吸嘴上升→ 遮蔽器关闭的顺序执行的安
全动作。
(4) 吸着时机
选择吸着时执行真空阀动作的时间。
下降前
: 吸着吸嘴下降前真空阀动作
下降后
: 吸着吸嘴下降后真空阀动作( 顺序形式仅为 Safety 时可设定)
(5) 贴装高度补正
输入贴装位置的高度方向的补正值。
单位:mm
设定范围:-999.999~999.999
(6) 精度水平
适合贴装时需要高定位精度的零件。
0 : 一般精度
1 : 高精度
(7) 废弃位置
指定零件的废弃位置
Box
: 废弃框里废弃。
Conveyor
:废弃输送带里废弃。
(8) 补料吸着次数
未吸着或站立吸着的吸着失败,连续发生时,指定允许发生错误的次数。未吸着零件为缺料错误发生、站立吸
着为供料器不良错误发生
设定范围:0~9
(9) 重复次数

操作篇
电子零件贴装机 SI-G200MK7 系列
1-186
零件识别错误时, 设定再次执行识别的次数。即使反复至指定次数亦为认
识错误时, 将其零件废弃, 再次开始吸着零件动作。
设定范围:0~9
(10) 吸嘴停留时间(吸着时)
为确实吸着动作, 输入在吸着位置
(下降位置) 停止的时间。
单位:msec
设定范围:0~9999
(11) 吸嘴停留时间(贴装时)
为确实吸着动作, 输入在贴装位置
(下降位置) 停止的时间。
单位:msec
设定范围:0~9999
(12) 吸嘴
ID
选择使用吸嘴编号。(最多 16 种)
(13) 加速度模式
ID
选择使用的加速度模式 ID。加速度模式取决于机器数据。
(14) 全体超驰比率
输入全体范围的超驰比率。