SI-G200MK7_操作说明.pdf - 第415页
条 形 码 读 取 器 篇 3 . 零 件 交 换 作 业 3-2 电子零件装着机 3 . 2 零 件 交 换 概 略 流 向 和 用 条 形 码 器 读 取 号 码 格 式 3 . 2 . 1 零 件 交 换 关 于 零 件 交 换 的 步 骤 , 请 参 照 “ 操 作 篇 2 . 5 . 2 零 件 交 换 作 业 ” 。 3 . 2 . 2 用 条 形 码 器 读 取 号 码 的 格 式 条 形 码 器 规 格 请 参 照 [5…

条 形 码 读 取 器 篇
3. 零 件 交换作 业
电子零件装着机
3-1
3. 零 件 交 换 作 业
3.1 零 件 交 换 作 业 的 方 法
自动生 产过程 中,发 生零件 缺料时 的零件 供料器 交换, 有 以 下方法 。
·供 料 器的交 换
仅 交换零 件缺料 供料器 方法。使用选 配的台 车时,不用将 台车从 SI-G 2 0 0MK3/MK5/M K 7
上 卸下,在
停 止时交 换供料 器 。
详 细 内容如 下表所 示 。
装 置交换 台车至 装置或 从装置 上卸下 交换台 车 时 ,请不 要把手 放在供 料台的 任何一 侧 。
台 座上升 或下降 时手可 能被卡 住,这 可能导 致 受 伤 。
· 确 认 条形码
为 防 止零件 的错误 ,可以 用条形 码进行 确认。
确 认 方法有
4 种 。
Ty p e A : 仅确认 交换后 的零件 码
Ty p e B : 确 认 交换前 、交换 后的零 件码和 任意码
1 个 条 形码上 ,零件 码和任 意码都 与输入 的东西 相对应
Ty p e C : 确 认 交换前 、交换 后的零 件码和 序列码
零 件 码和序 列码都 跟其它 条形码 上 的 东西相 对 应
Ty p e S : 确认交 换前、 交换后 的零件 码和序 列 码
被 设 定的接 料带条 形码形 式上的 东 西 相对应 。
零 件 交换方 法 说 明 安全门 自 动运转
残数管 理
补 正 自动吸 着位置
供料器 交 换 单 个 供料器 的交换 ,有台
车 情 况下, 也是在 台车原
封 不 动地装 载机体 的状态
下 仅 交换供 料器。
开 启
交 换
仅能在 停
止状态 下
重 设 供料器 单 体
警 告 :
!
SI-G200Mk3/MK5/MK7 (CS)
SI-G 2 0 0MK3/MK5/M K 7
条 形 码 读 取 器 篇
3. 零 件 交 换 作 业
3-2
电子零件装着机
3.2 零 件 交 换 概 略 流 向 和 用 条 形 码 器 读 取 号 码 格 式
3.2.1 零 件 交 换
关 于 零 件 交 换 的 步 骤 , 请 参 照 “ 操 作 篇 2 . 5 . 2 零 件 交 换 作 业 ”。
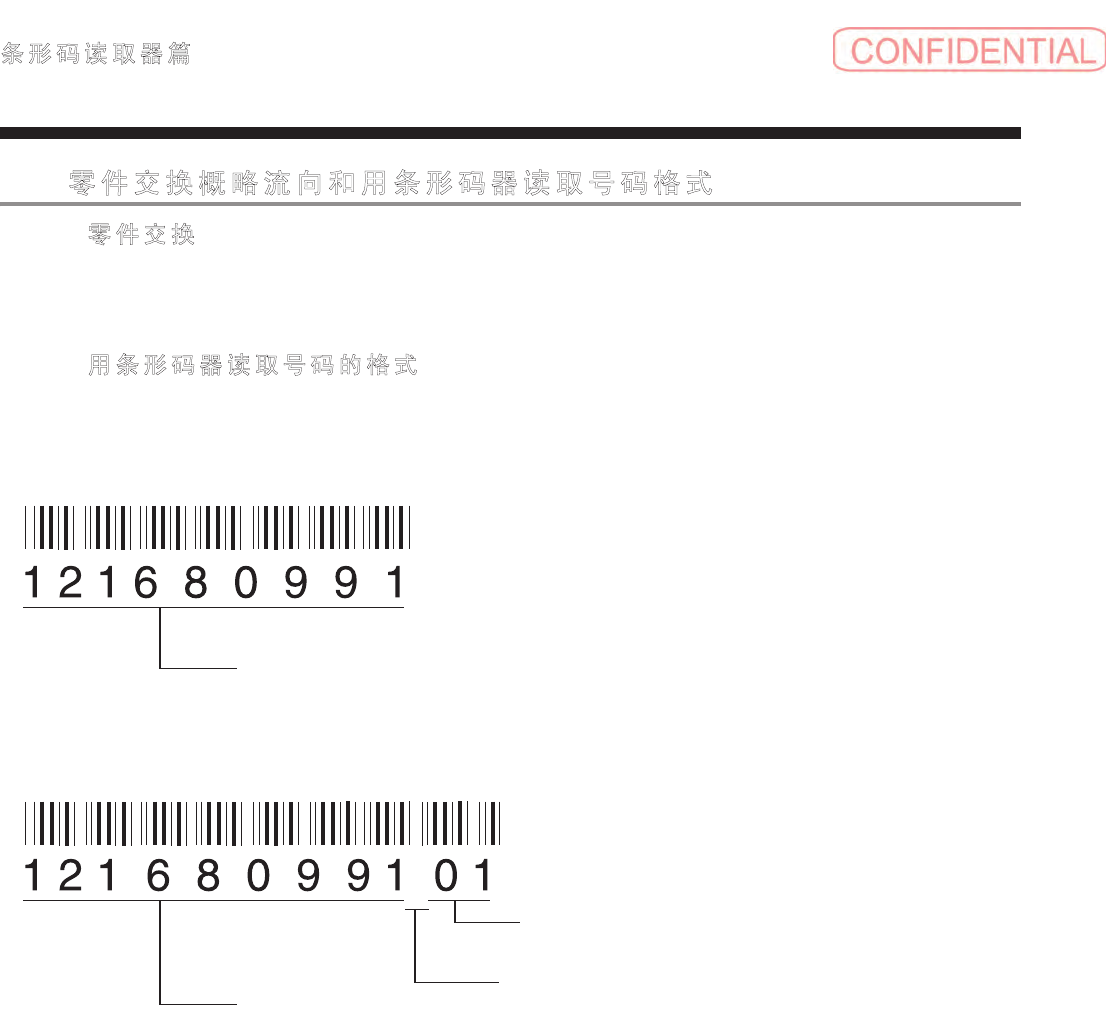
3.2.2 用 条 形 码 器 读 取 号 码 的 格 式
条 形 码 器 规 格 请 参 照 [5. 3 条 形 码 读 取 器 规 格 ] 。
·
Ty p e A 的 情 况
图
3 - 1
· Ty p e B 的 情 况
图
3 - 2
零 件 码 ( 最 大 1 2 8 位 )
任 意 码
( 每 个 料 卷 带 特 有 英 文 数 字 )
空 格
零 件 码
( 最 大 1 2 8 位 )
SI-G200Mk3/MK5/MK7 (CS)
条 形 码 读 取 器 篇
3. 零 件 交 换 作 业
电子零件装着机
3-3
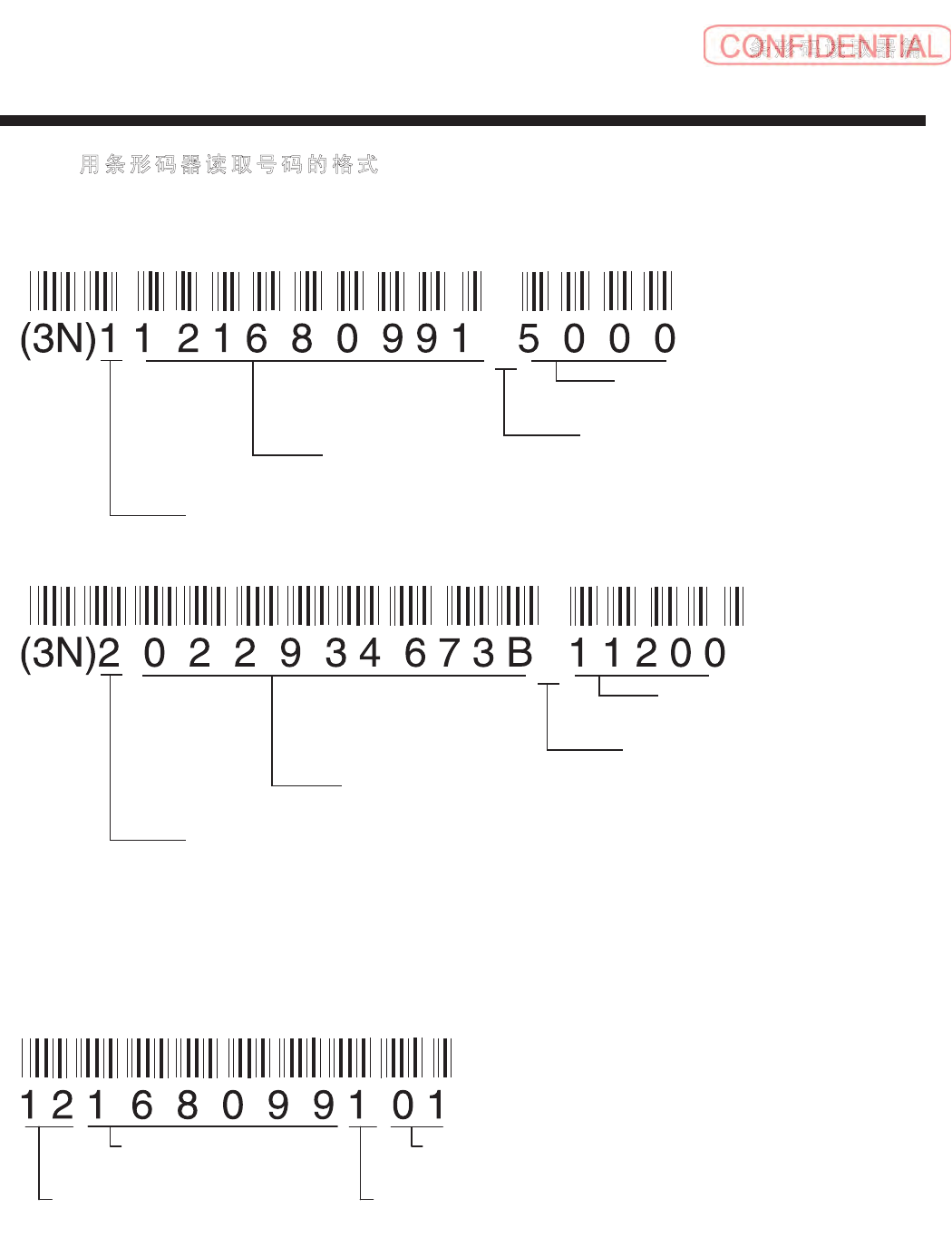
3.2.2 用 条 形 码 器 读 取 号 码 的 格 式
· Ty p e C 的 情 况
图
3 - 3
· Ty p e S 的 情 况
如 果 设 定 变 成 “
* * A A A A A A * C C ” 的 情 况
图
3 - 4
※ 接 受 订 货 者 号 码 是 登 录 ( 社 ) 电 子 信 息 技 术 产 业 协 会 ( J E I TA) 企 业 类 别 的 号 码
零 件 个 数( 不 确 认 )
空 格
零 件 码
显 示 零 件 码 信 息 的 识 别 号 码“
1”( 固 定 )
( 最 大 1 2 8 位 )
显 示 零 件 码 信 息 的 识 别 号 码“ 2”( 固 定 )
空 格
序 列 码
( 最 大 1 2 8 位 。全 部 确 认 )
接 受 订 货 者 号 码
( 最 大 6 位 。不 确 认 )
零 件 码
( A 部 分 )
任 意 码
不 确 认
( * 部 分 )
( C
部 分 )
不 确 认
( * 部 分 )
SI-G200Mk3/MK5/MK7 (CS)