SI-G200MK7_操作说明.pdf - 第269页
操作篇 电 子零件 贴装 机 SI-G200MK7 系列 1-201 (9) 涂布状态检测 无效:不执行涂布状态检出 设定锡膏涂布状态检出功能。 凸缘∶只检测凸缘的状态。 凸缘 和本体: 检测凸缘和 本体 的状态。
操作篇
电子零件贴装机 SI-G200MK7 系列
1-200
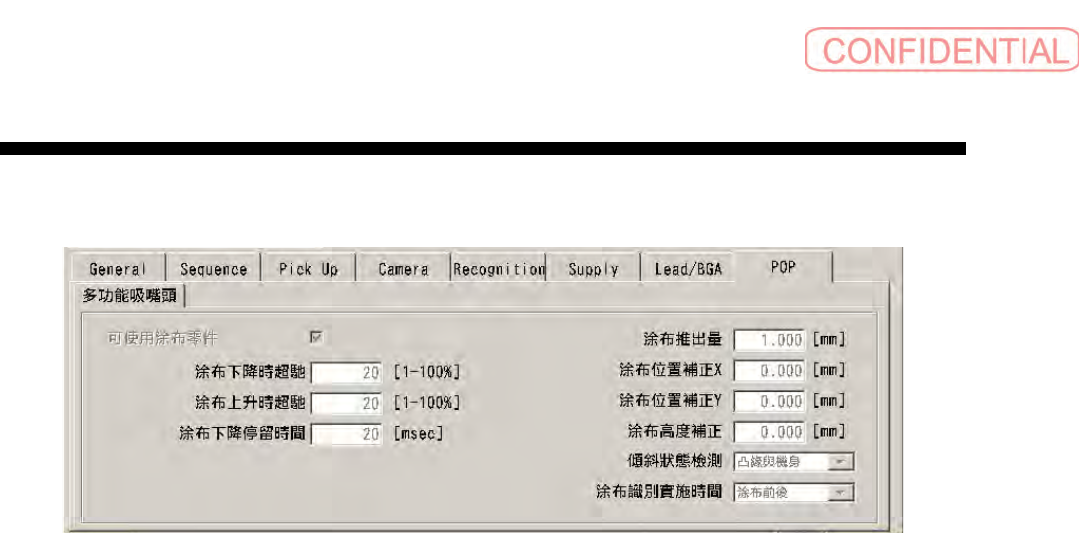
1.3.8 POP
表示与 POP(Package on Package∶模块上模块)相关的数据。仅多功能贴装头才有效的参数。
图 1.3.8-1 POP 画面
(1) 可使用锡膏涂布装置
零件贴装时可使用锡膏涂布装置时指定。不需要锡膏涂布装置时不需指定。
(2) 涂布下降时超驰
输入贴装头下降到焊剂面时的超驰比率。
单位:%
设定范围:1~100
(3) 涂布上升时超驰
输入贴装头上升到焊剂面时的超驰比率。
单位:%
设定范围:1~100
(4) 涂布下降停留时间
输入位于涂布高度的贴装头的停留时间。
单位:msec
设定范围:0~32767
(5) 涂布压入量
输入锡膏涂布装置动作时零件在高度方向从锡膏表面的压入量。
单位:mm
设定范围:0~999.999
(6) 涂布位置补正 XY
输入锡膏涂布时相对吸嘴中心坐标的 XY 方向的锡膏面的微调整量。
单位:mm
设定范围:-999.999~999.999
(7) 涂布位置补正
输入锡膏面高度方向的微调整量。
单位:mm
设定范围:-999.999~999.999
(8) 涂布识别实施恰当时间
使用锡膏涂布装置的情况下,选择通过相机识别零件的时间。
涂布前: 锡膏涂布前识别零件。
涂布后: 锡膏涂布后识别零件。
涂布前后: 锡膏涂布前和锡膏涂布后的2次,识别零件。

操作篇
电子零件贴装机 SI-G200MK7 系列
1-201
(9) 涂布状态检测
无效:不执行涂布状态检出
设定锡膏涂布状态检出功能。
凸缘∶只检测凸缘的状态。
凸缘
和本体: 检测凸缘和本体的状态。
操作編
电子零件贴装机 SI-G200MK7 系列
1-202
2. 操作 (数据编辑)
2.1 零件数据制作
该项目对从得到电子零件开始到制作零件数据输入到零件管理表的作业流程进行说明。根据各章使用识别
数据SI-G 系列实装机的各品种,零件品种的说明顺序,理解关于零件识别数据制作·评价的各作业。其
后,请进行成为数据制作对象的电子零件作业。
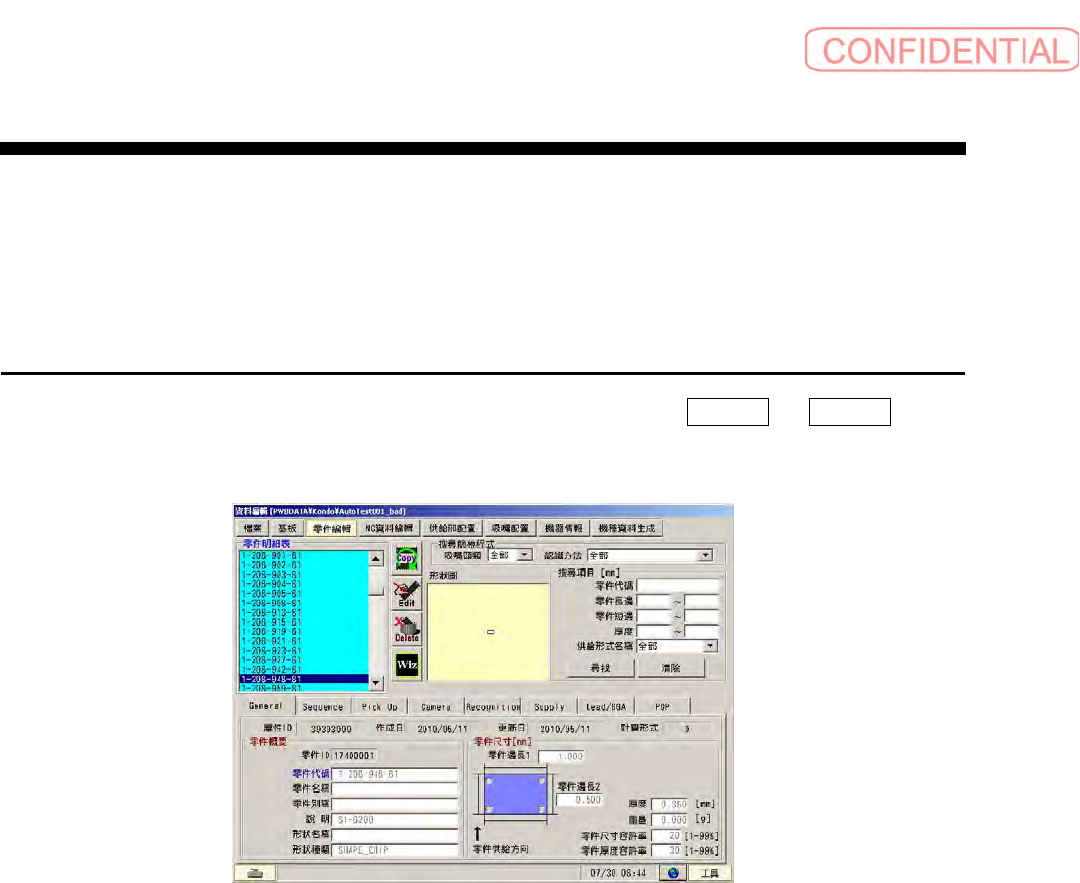
2.1.1 获取零件
获取要登录(制作零件识别数据)到零件管理表里的电子零件,在实机上显示 数据编辑 - 零件管理 画面。
图 2.1.1-1 数据编辑-零件管理 画面