SI-G200MK7_操作说明.pdf - 第435页
附录 附3 -2 电子零件装着机 SI-G200MK 7 (CS)
附录
电子零件装着机 SI-G200MK7 (CS)
附3-1
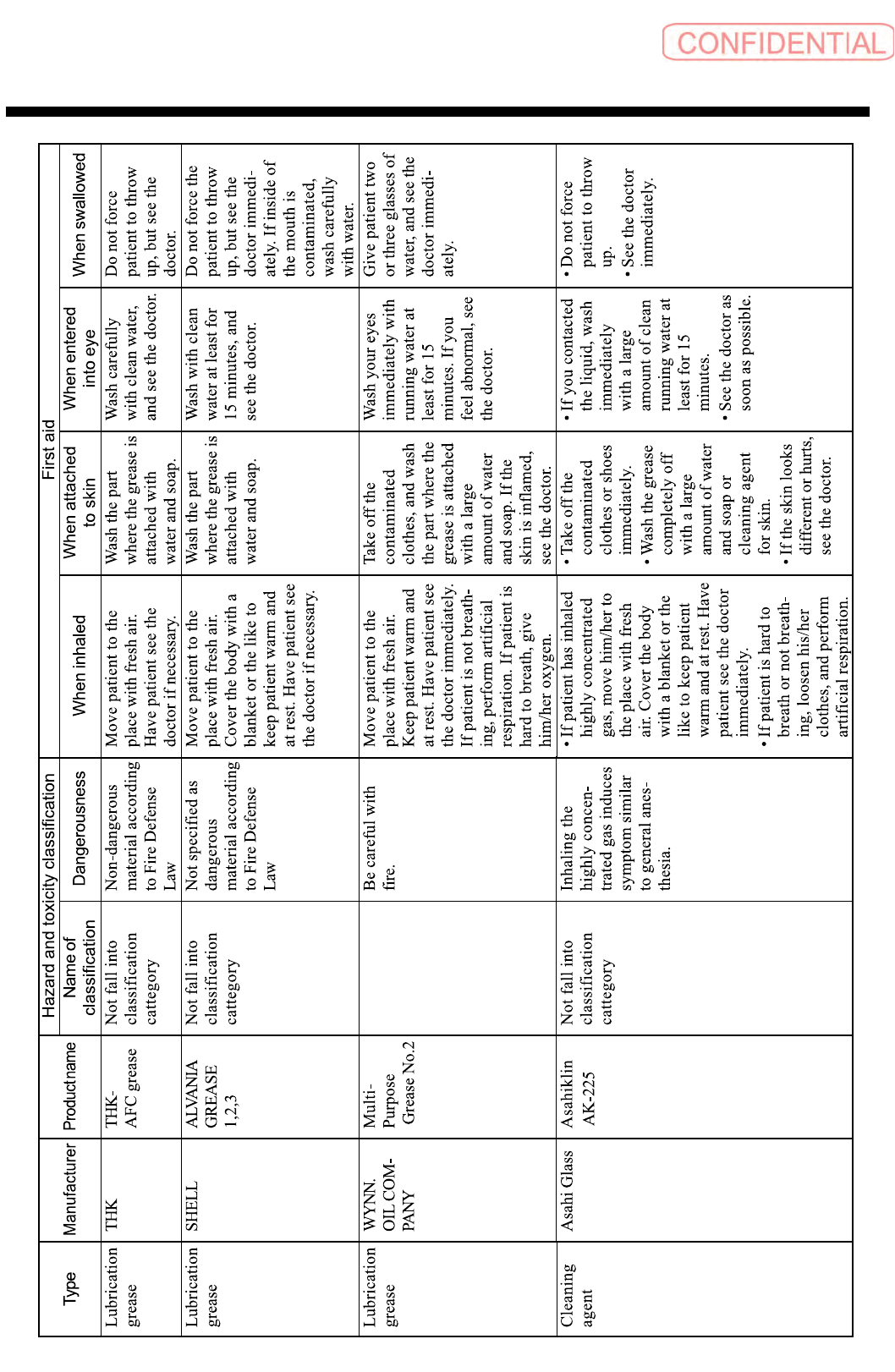
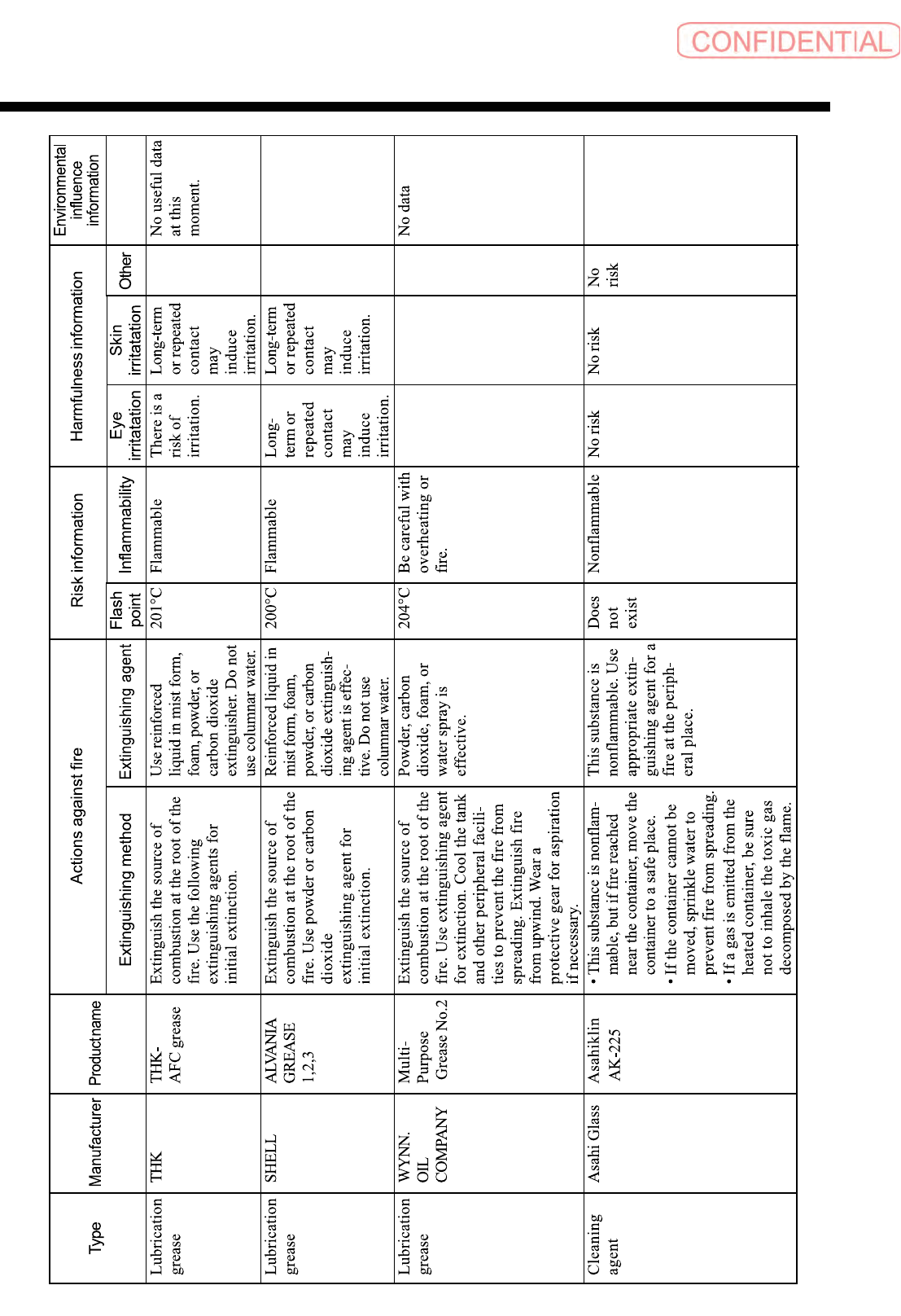
附录 3 SI-G200MK7 材料安全须知资料表清单 ( 摘录 )
附录
附3-2 电子零件装着机 SI-G200MK7 (CS)
附录
电子零件装着机 SI-G200MK7 (CS)
1
附 4-
附录 4 用语集
DAS 资料
所谓 DAS 是由 Data Arrangement Software 的第一个字母缩写而成。根据仿真和节奏计算,决
定零件的装着顺序和供料器配置、吸嘴配置,能够从
SI-G200MK7 得出最适合的性能软件。 DAS
资料就是用这个软件制作的资料。
NG 吸嘴判定次数
同一个吸嘴连续未吸着或者发生吸着错误的情况,就将该吸嘴判定为不良 (NG) 的连续的次数。
XY 轴
让搭载了 12 个零件装着吸嘴的旋转式吸嘴头前·后左右移动,决定吸嘴吸着位置·装着位置的驱动
机构。
补料次数
未吸着或站立吸著称之吸着失败,连续发生情形时,指定至发生错误为止的次 数。未吸着零件为缺
料错误发生、站立吸着为供料器不良错误发生。设定范围:
0~9。
若设定为
0,每次发生错误时就会废弃该零件。
不良标记
不良标记为在取得连片基板后,实装前的基板检查工程 , 在无法使用的部分 ( 区域 ) 印上不良的标
记。此标记在以相机认识其印有标记的区域时
, 在自动运转中不执行装着作业。由此登录有关此标记
的信息。认识方法为用基板相机认识指定区域时,以白色不良标记比指定值亮或暗的不良标记做为
判断。
步骤
指将 1 个零件装着到基板上的位置和为装着该零件的动作组合。
步骤号码
指将 1 个零件装着到基板上的位置和装着动作的组合。