AIM 系统手册 QD049-04.pdf - 第124页
4. 生产 QD049-04 110 AIM 系统手册 4.11.19 指定搬运轨道夹紧的时间 为了缓和对玻璃电路板和陶瓷电 路板的冲击, 在使用阀门降低夹紧速度时, 请进行以下的设 定。 选择了机器功能设定的 [ 菜单 ] 后, 请选择附加软件的 [ 机器功 能设定 ]、 种类的 [ 电路板 搬运设定 ] 。 能够设 定从完成电路板夹紧到开始读取定位点的 时间 。 设 定范围为 0 - 30000msec。初始值 为 0msec。 备…
QD049-04 4. 生产
AIM 系统手册 109
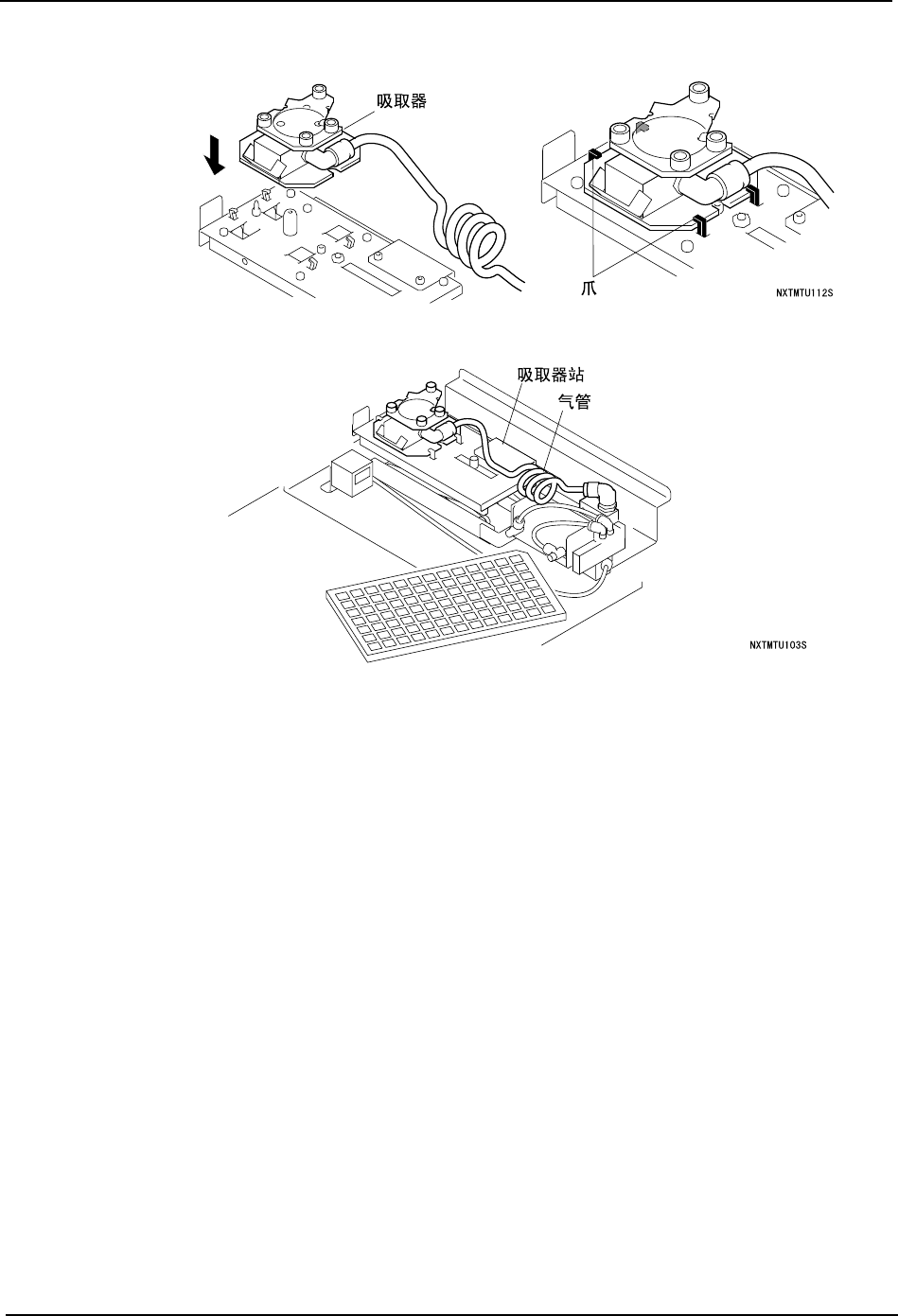
5. 请设置吸取器。此时,通过 4 个爪可靠地锁定吸取器。
6. 运转时,为了不妨碍吸取器的动作,请将气管配置在吸取器站的中央。
7. 如果料盘落下,请用手除去。
8. 请按下操作面板的 READY ON。
9. 显示出料盘单元 -L 的设置向导,请根据向导将料盘单元 -L 设置到机器上。
10.机器回复到 START 等待的状态。
4. 生产 QD049-04
110 AIM 系统手册
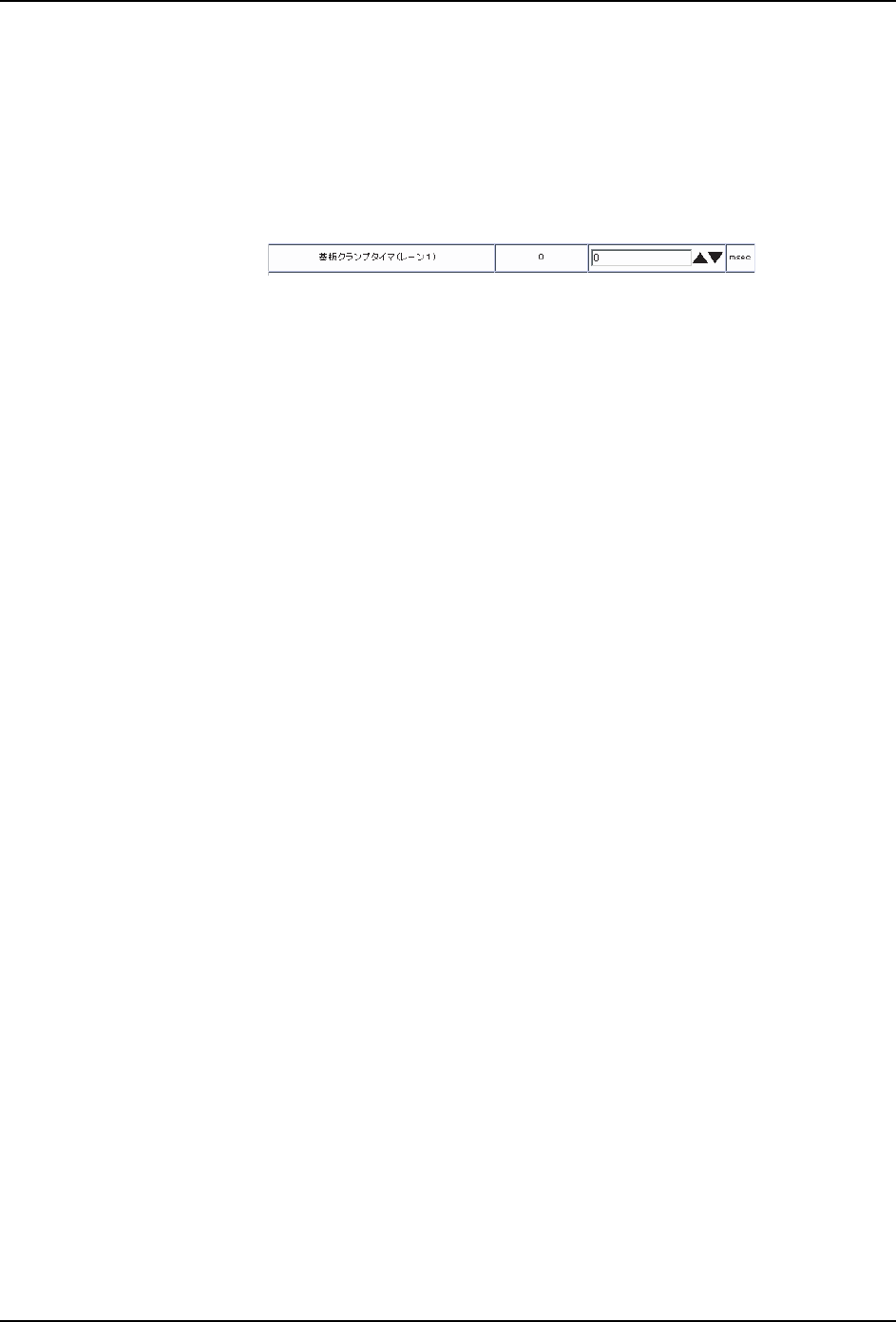
4.11.19 指定搬运轨道夹紧的时间
为了缓和对玻璃电路板和陶瓷电路板的冲击,在使用阀门降低夹紧速度时,请进行以下的设
定。
选择了机器功能设定的 [ 菜单 ] 后,请选择附加软件的 [ 机器功能设定 ]、种类的 [ 电路板
搬运设定 ]。能够设定从完成电路板夹紧到开始读取定位点的时间。设定范围为 0-
30000msec。初始值为 0msec。
备注 ) 当指定了时间后,电路板搬运的生产效率会降低。
02SYS-0161

QD049-04 5. 换线
AIM 系统手册 111
5. 换线
5.1 换线的必要项目
机器自己判断进行生产所需的准备是否齐备。启动机器后,当按下 START 按钮后就会开始校
正,必要时显示换线向导画面。
请根据向导进行更换作业。需要进行多个更换作业时,当 1 个作业完成后,画面就会转换到
其他的更换向导画面。
当所有的更换作业完成后,机器再次返回到 START 等待的状态