AIM 系统手册 QD049-04.pdf - 第182页
6. 手动模式指令 QD049-04 168 AIM 系统手册 设定吸取修正量 从吸取位置确认的结果中进行 Job 的吸取修正量设定。 以下图所示的吸取位置的修正量为冽 进行说明。 另外,设定方法根据以下条件的 不同而不同。 a. Job 的方向 (PD、 料盘)值为 [0] 的情 况。 b. Job 的方向 (PD、 料盘)值为 [0] 以外 的情况。 Job 的方向 (PD、 料盘)值为 0 的情况 1. 使 用 Job 编制器打开…

QD049-04 6. 手动模式指令
AIM 系统手册 167
11.想要确认修正量设定后的吸取位置时,请按下 START 按钮。移动到反映吸取修正量的位
置,并显示吸取位置的影像。
12.如果确认结束,请按下操作面板的 MONITOR 按钮。如果事先进行了料带传送,在画面上
显示料带返回次数。请通过手动使载体料带后退。
备注 ) 不返回载体料带直接开始运转就会废弃已传送的元件。如果事先在吸取位置上有元件的状态下
设置了供料器,请返回载体料带 (比指定次数多 1 次)。
6. 手动模式指令 QD049-04
168 AIM 系统手册
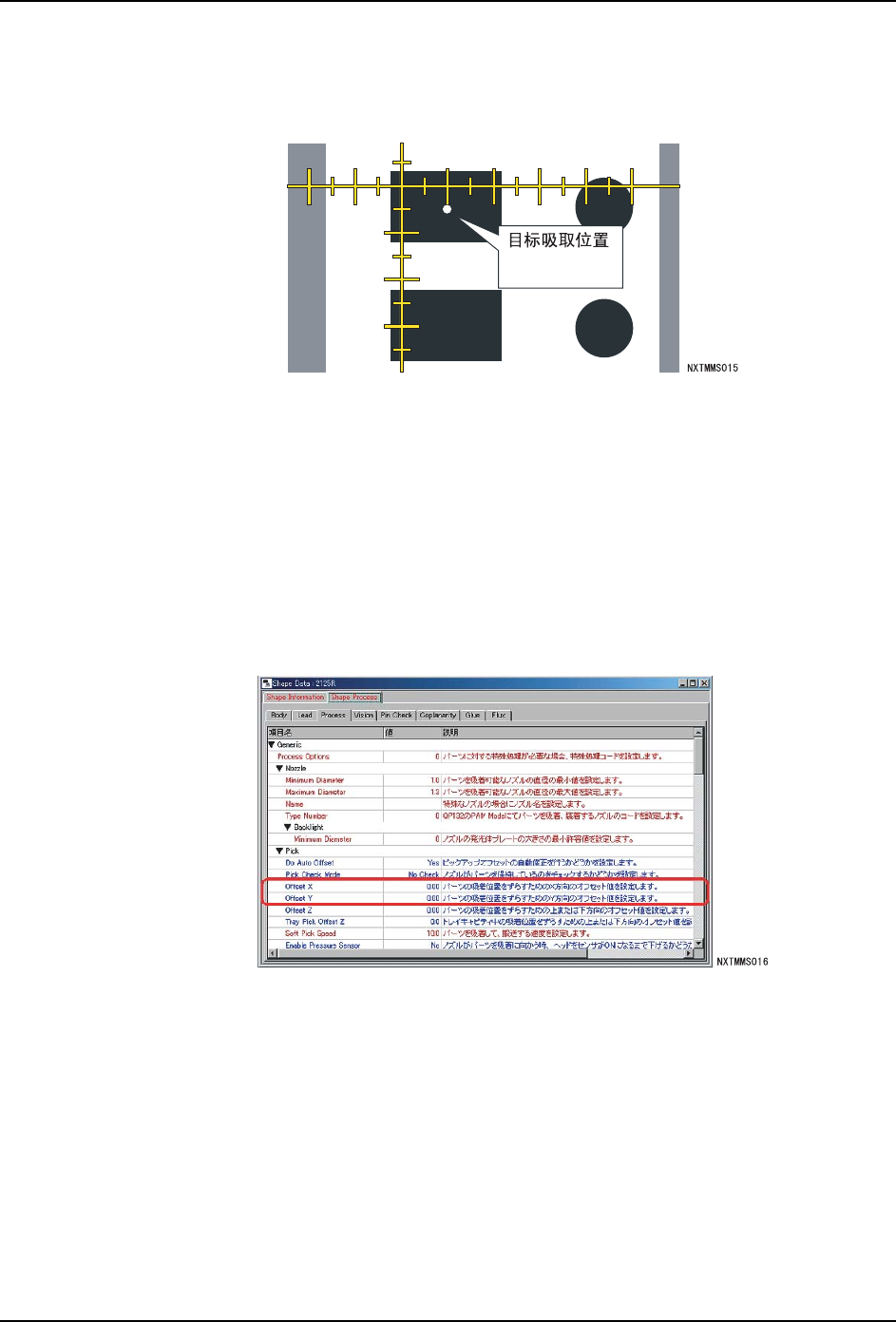
设定吸取修正量
从吸取位置确认的结果中进行 Job 的吸取修正量设定。以下图所示的吸取位置的修正量为冽
进行说明。
另外,设定方法根据以下条件的不同而不同。
a. Job 的方向 (PD、料盘)值为 [0] 的情况。
b. Job 的方向 (PD、料盘)值为 [0] 以外的情况。
Job 的方向 (PD、料盘)值为 0 的情况
1. 使用 Job 编制器打开对象元件的 [Shape Data]。
2. 依次选择 [Shape process]-[Process] 标签页,[Generic]-[Pick] 打开。项目 [Offset
X] 和 [Offset Y] 为修正量的设定处。
3. 从显示在影像监视器上的刻度中读取 x,y 各自的偏差量。(例 x, y = -1, -0.5)
4. 将读取值作为吸取修正值输入。已经输入了修正值时,与读取值相加后重新输入。
x = -1
y = -0.5
-1
-1
-2
-3
12 -2-3-4-5
QD049-04 6. 手动模式指令
AIM 系统手册 169
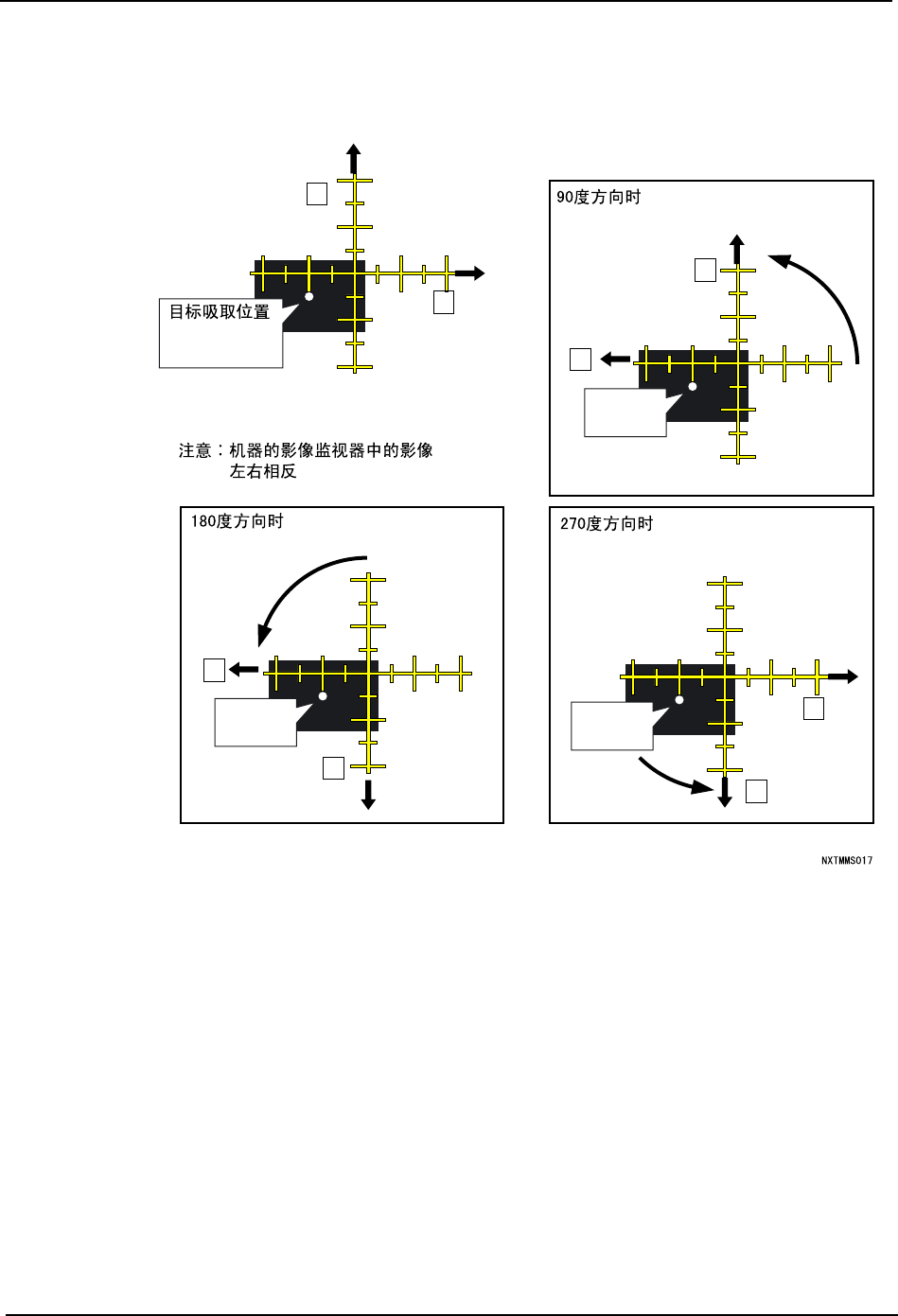
Job 的方向 (PD、料盘)值为 0 以外的情况
1. 考虑 Job 中指定的方向,算出修正值。算出方法如下。PD 和料盘中指定有方向时,请结
合各自的方向算出。
2. 使用 Job 编制器打开对象元件的 [Shape Data]。
3. 依次选择 [Shape process]-[Process] 标签页,[Generic]-[Pick] 打开。项目 [Offset
X] 和 [Offset Y] 为修正量的设定处。
4. 请输入在 1. 项目中算出的修正值。已经输入了修正值时,与读取值相加后重新输入。
y
x
2
-1-2
-2
-1
2
x = -1
y = -0.5
y
x
2
12
-2
-1
-2
x = -0.5
y = 1
y
x
-2
12
2
1
-2
x = 1
y = 0.5
y
x
2
1
2
-2
-1-2
x = 0.5
y = -1