AIM 系统手册 QD049-04.pdf - 第35页
QD049-04 2. 各部分的名称和功能 AIM 系统手册 21 ■错误显示画面 发生错误时,画面显示如下。 ( 上例是夹紧异常时的画面 。) 各区域的说明 F:发生错误处 表示错误发生处。 G:作业显示区域 显示对操作者的各种操作指示。 H:Seek Num ber/Sub Num ber 发生错误时,方便对其错误编码和 补充错误编码信息的检索。 I:错误信息 显示出有关错误的补充信息。
2. 各部分的名称和功能 QD049-04
20 AIM 系统手册
B:向导显示区域 (生产中)
显示机器的状态、操作要求、换线、维修保养时的作业向导。
C:电路板有无显示区域
显示搬运轨道上是否有电路板。
备注 ) 并不是实际检测电路板,而是表示是否存在由软件识别的电路板。因此,操作者通过手动指令
执行电路板取出时,尽管实际上并没有取出电路板在搬运轨道上仍留有电路板,画面也会显示
没有电路板。
D:Job 名显示区域
显示现生产 Job 名。
E:显示电路板生产块数
显示机器所生产的电路板的块数。
显示色 内容
白色 没有电路板
黄绿色 生产中
绿色 生产完成
QD049-04 2. 各部分的名称和功能
AIM 系统手册 21
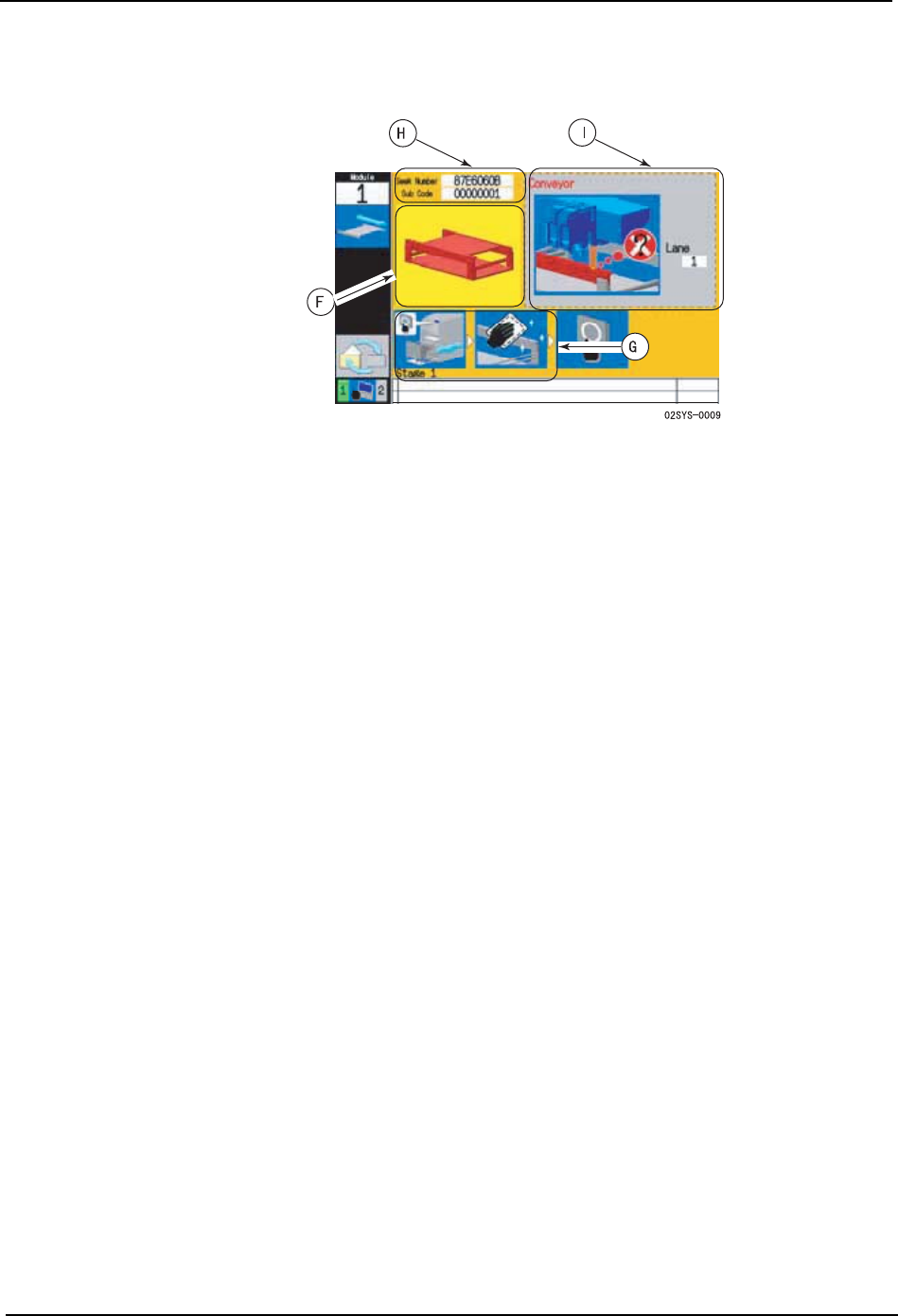
■错误显示画面
发生错误时,画面显示如下。
( 上例是夹紧异常时的画面。)
各区域的说明
F:发生错误处
表示错误发生处。
G:作业显示区域
显示对操作者的各种操作指示。
H:Seek Number/Sub Number
发生错误时,方便对其错误编码和补充错误编码信息的检索。
I:错误信息
显示出有关错误的补充信息。

2. 各部分的名称和功能 QD049-04
22 AIM 系统手册
■手动指令模式的画面
按下操作面板的 MANUAL 按钮后,就会显示手动指令模式画面。手动指令是在进行维修保养
等生产以外的操作情况下使用。以下表示选择该模式后变成有效的指令。
在此画面显示的状态下按下 MANUAL 按钮后,画面就会从手动模式返回到自动指示模式。
可以执行的手动指令
在此画面上显示出可以执行的手动指令。使用光标键选择指令。选择指令后,示意图的背景
色就会变为绿色。
示意图 含义 示意图 含义
表示清扫指令。(未对
应)
表示工作头退避指令。
执行该指令后,工作头
就会退避到容易进行加
油等操作的位置。
表示 Job 测试指令。在
确认元件的吸取位置或
者清除生产电路板的块
数显示时选择该指令。
表示自我诊断指令。在
更新控制软件时,请选
择这个指令。
表示除去电路板的指
令。执行这个指令后,
降下电路板升降台。
表示单元更换指令。更
换工作头或者料站托
架、排出吸嘴时请选
择。
表示工作头调整指令。
(未对应)
表示信息指令。显示有
关模组或者基座的信
息。