CX-1_动作说明书.pdf - 第88页
R e v 2 . 0 0 动作说明书 4- 1 4 机器部的说明 装置的控制部中的人机部 (MM) 是操作机器的部分, 进行生产程序的编制、 生产状态的管理、 与 HLC 进行通信等。 4-1 人机部的构成 人机部安装在控制装置, 被 CPU 基板控制, 由液晶监视器、 键盘、 鼠标器、 FDD、HDD、 打印机 I/F、 RS-232C、Ethernet 构成。 C P U 基板的规格 CPU Mobile Celeron/400 …
Rev 2.00
动作说明书
3-
75
3-15 简易载荷控制
从 CX-1 开始,新增加了测力传感器,从而能进行载荷检查。
3-15-1 吸嘴载荷检验
机器安装时进行吸嘴分配,随后完成吸嘴识别动作后,进行吸嘴滑动不良等的故障解析。
吸嘴载荷检验按以下步骤进行。
① 吸嘴识别动作完成后,移动到测力传感器上方,将吸嘴下降到测力传感器上。
② 将吸嘴压入测力传感器,每次压 0.1mm,测定载荷。
③ 检查所测定的载荷是否在界限值内。
④ 如果所测定的载荷不在界限值内,则显示错误信息,中止测定。
⑤ 反复第②~④步的操作,直至达到吸嘴 INI 文件中指定的压入量。
接着,把吸嘴 INI 文件中「载荷控制的有/无」被设定为有效的吸嘴,作为简易载荷控制对象吸嘴进行模
拟,以确定压入完成后载荷输入范围内的载荷是否全部可以修正。
3-15-2
载荷检查
利用元件数据设定的压入量,在测力传感器上进行模拟性的吸附·贴装动作,以测定吸附·贴装动作时
元件所受到的载荷。载荷检查与吸嘴 INI 文件、元件数据的设定状态无关,全部都能实行。
所谓模拟性的吸附·贴装动作,就是在没有元件吸附的状态下,其他 Z 轴速度、真空同步状态全部与正
式生产的顺序相同。
3-15-3
载荷控制
只有在生产程序的元件数据中使用了载荷控制对象吸嘴的情况下,才能进行载荷输入。
输入了载荷的元件,其吸附·贴装动作根据被输入的载荷(g)自动地对每个吸嘴算出修正好的压入量
(mm),并进行控制。
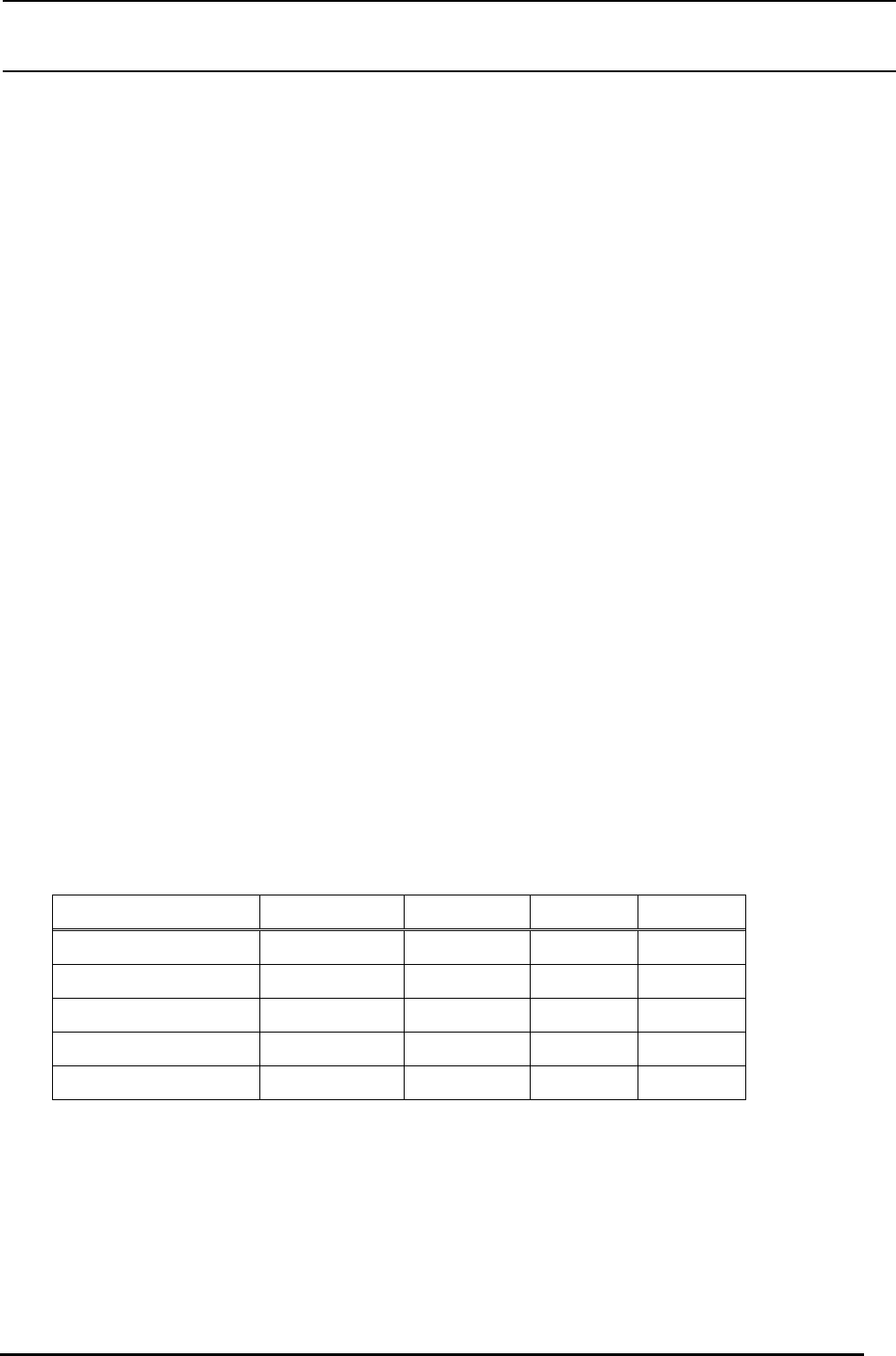
3-15-4 吸嘴INI文件数据
吸嘴 INI 文件数据 500 ~505,509 506,507,508 601 602
吸嘴弹簧常数 0.00057 0.00333 0.00275 0.00499
吸嘴弹簧最小载荷长度 103500 60000 21500 25000
检验压入量 15000 15000 33000 33000
载荷检验值 20 40 40 40
载荷控制的有/无 0 0 1 1
Rev 2.00
动作说明书
4-
1
4 机器部的说明
装置的控制部中的人机部(MM)是操作机器的部分,进行生产程序的编制、生产状态的管理、与HLC
进行通信等。
4-1 人机部的构成
人机部安装在控制装置,被CPU基板控制,由液晶监视器、键盘、鼠标器、FDD、HDD、打印机 I/F、
RS-232C、Ethernet 构成。
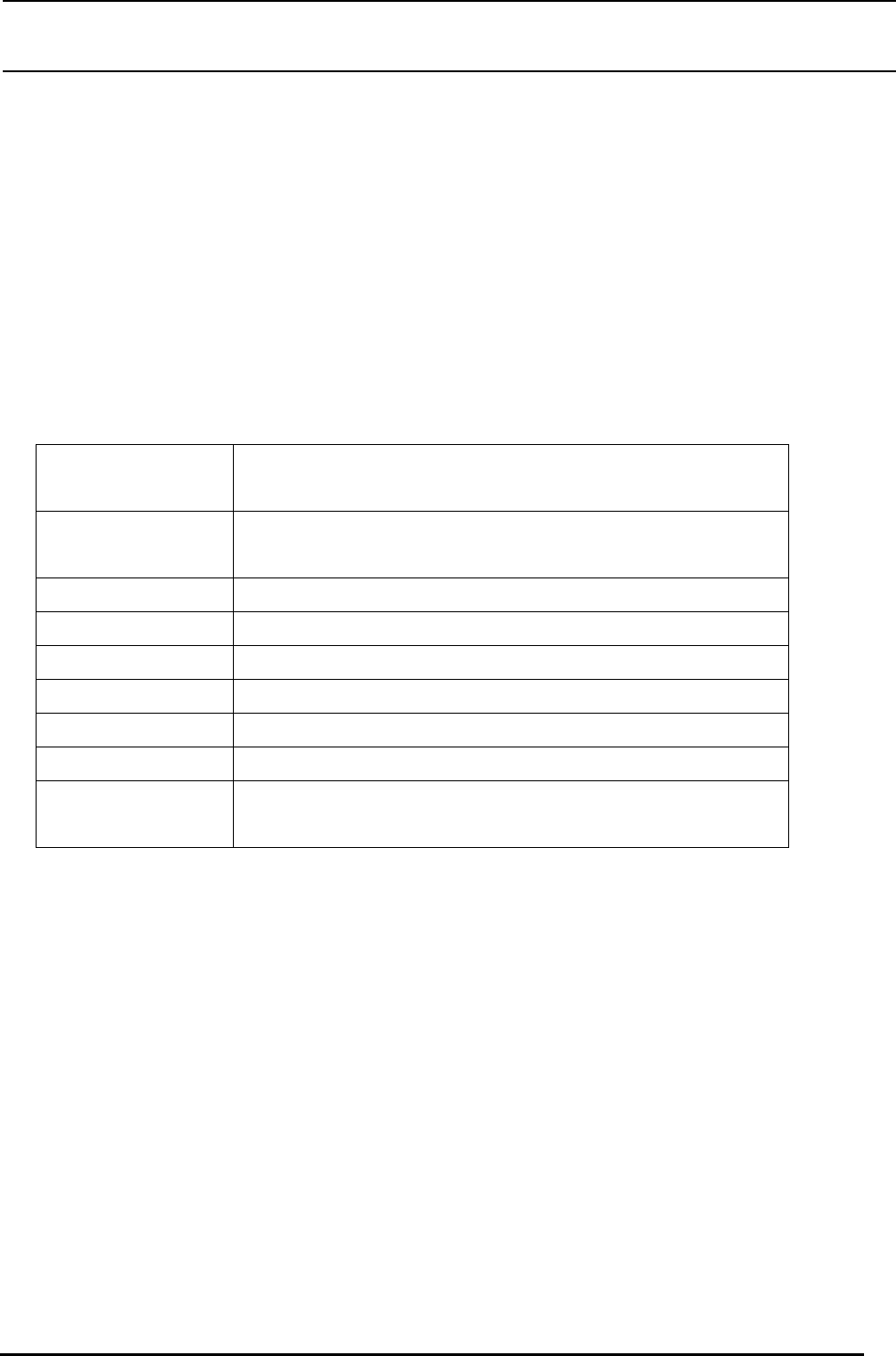
CPU基板的规格
CPU Mobile Celeron/400 MHz(ACP-125J)
Celeron M/1.3GHz(ACP-128J)
Main Memory 256MB DIMM (SDRAM)[ACP-125J 用]
256MB DDR DIMM (SDRAM)[ACP-128J 用]
2HDFDD I/F 1 ch
HDD I/F Enhanced IDE 1 ch
键盘、鼠标器 PS/2
打印机 I/F IEEE1284 1 ch
RS-232C 2ch
Ethernet
10Base-T/100Base-TX
电源 +3.3、+5 V[ACP-125J]
+5V[ACP-128J]
4-2 人机部的功能
人机部的功能如下。
① 操作人员编制、修正生产程序的操作功能(键盘、鼠标器、FDD)
注:START/STOP/ONLINE/CYCLE/SERVO FREE/ORIGIN 键和HOD由人机控制部控制。
② 生产状态和演示时的显示功能(液晶监视器)
③ 生产程序、MS参数等的数据保存(HDD)
④ 与HLC的通信功能(Ethernet)

Rev 2.00
动作说明书
5-
1
5 机器控制部的说明
装置控制部中的机器控制部(MC)也和人机部(MM)同样由安装在控制装置的CPU基板来控制。机器控
制部按照生产程序的内容,控制控制器基板控制 XY 装置、贴装头装置、传送装置等各种装置。
贴装头装置、操作装置和共料器装置(FP I :选购品)里安装接口功能的 I/O基板。此基板接收控制装
置的指令(串行数据),驱动电磁法,LED亮灯,传感器,并通知检查状态。
XY 轴、YC 轴以及 Zθ 轴的伺服马达由控制装置项各伺服驱动器发出指令、进行定位控制。
传送装置、机座装置、供料装置、贴装头装置的激光传感器(MNLA,FMLA [选购品])以及OCC、VC
S照明,通过控制装置直接控制进行马达、电磁阀的驱动、传感器的状态检测、LED照明度的调整。
贴装头装置的偏差选择摄像机、VCS元件识别摄像机的图像处理也由控制器控制。
另外,控制装置安装选购品(验证、共面、R 贴装头)时也要安装控制基板。