1.011.1_VPC使用手册.pdf - 第16页
15/144 1.5 Filter 1.5.1 Why use filters? Filtering is useful when only some s pecific data is required. Also, detailed filtering saves evaluation time. 1.5.2 Types of filters Several separate filters can be defined fo r …
14/144
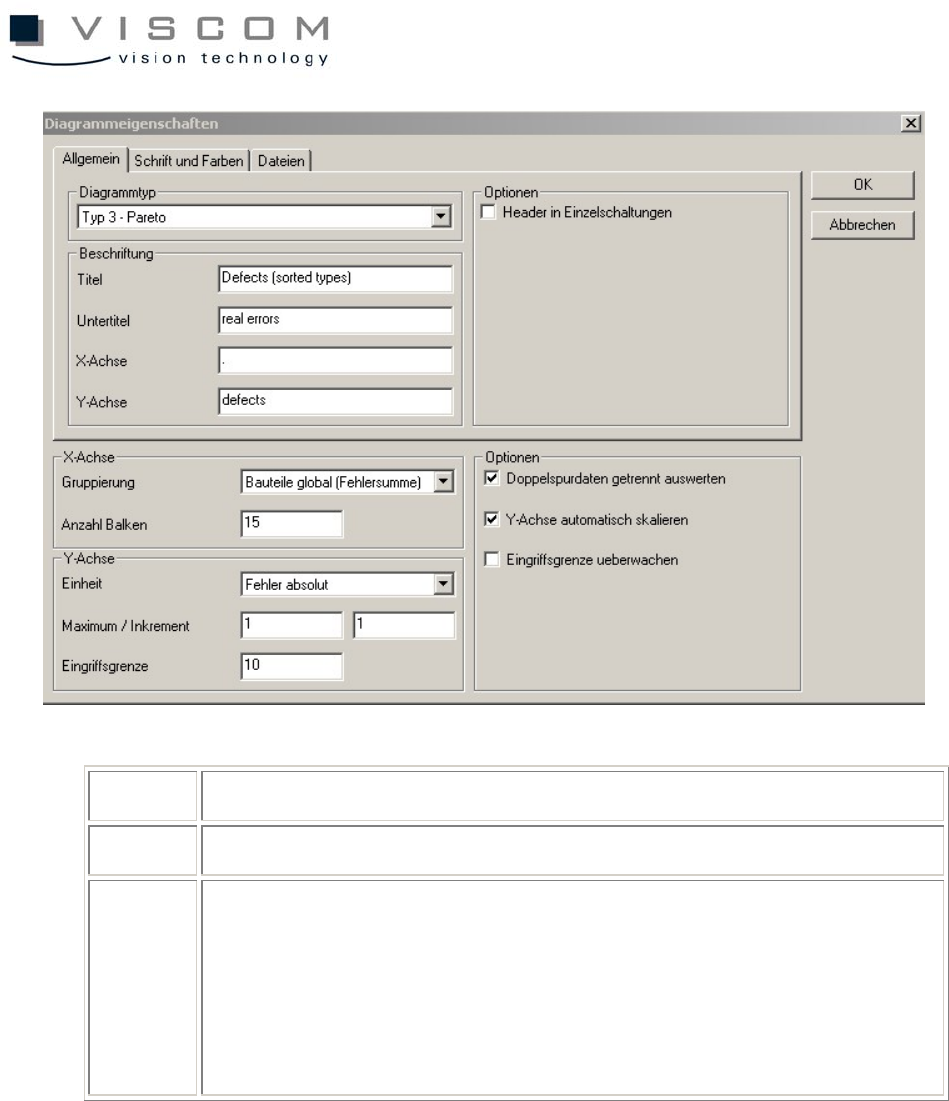
7 grouping of the X-axis
8 unit for the Y-axis
9 options:
- evaluate double track data
- scale Y-axis automatically
- monitor interference limit
Grouping of the X-axis means sorting defects for component body type, IDs,
inspection plans, machines etc.
The unit of the Y-axis indicates the number of defects (absolute, relative in PPM
or relative in %).
Thus, every bar of the diagram gets a name and a defect code.
15/144
1.5 Filter
1.5.1 Why use filters?
Filtering is useful when only some specific data is required. Also, detailed
filtering saves evaluation time.
1.5.2 Types of filters
Several separate filters can be defined for each diagram. Filters can be applied
either locally to one diagram or globally to the entire configuration set. The
following filters are available: time, machine, operator, inspection plan, and
component filters, as well as feature, bond, barcode, inspection pattern and
production filters. In the following, the most important of these are discussed in
detail.
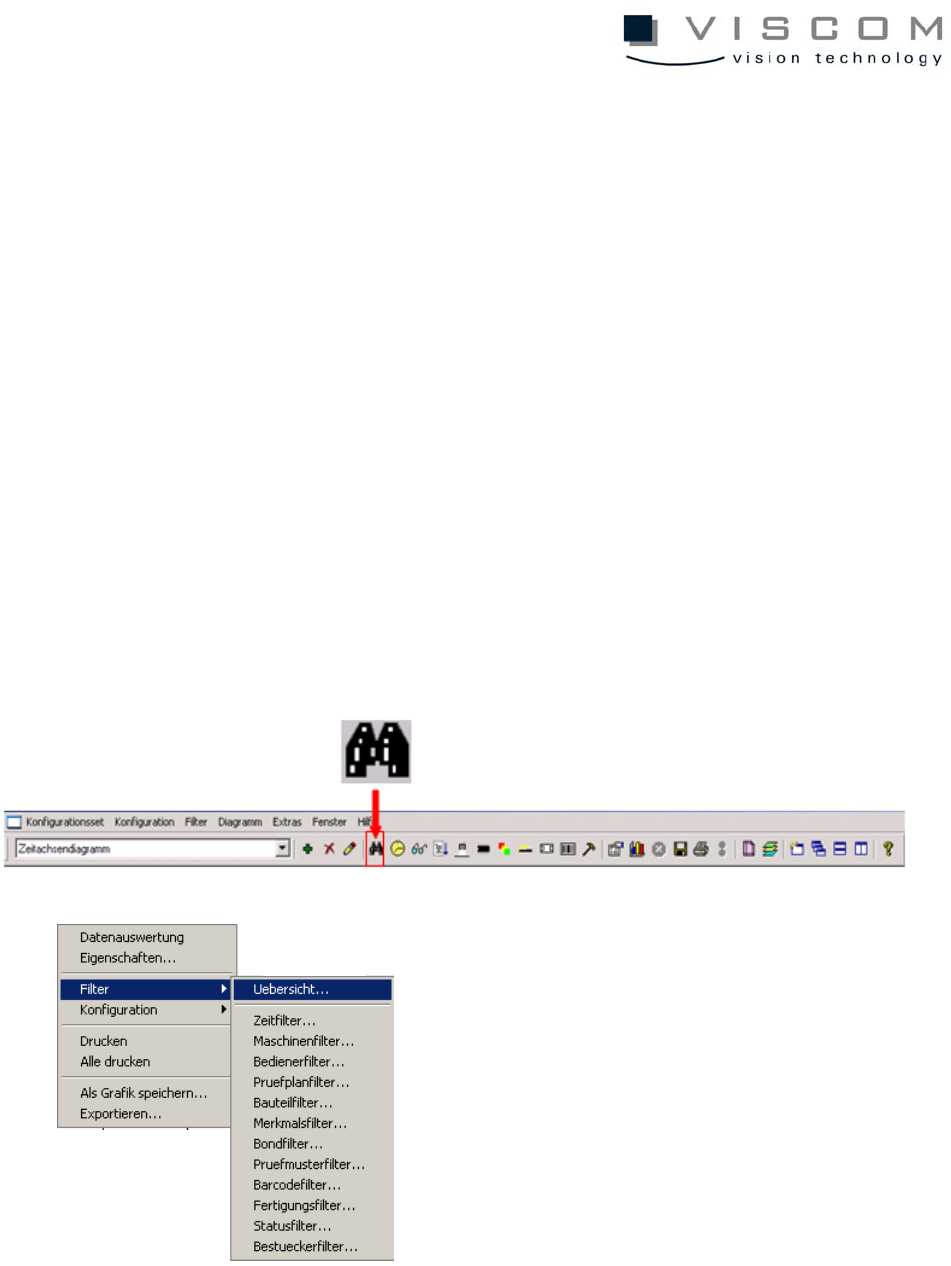
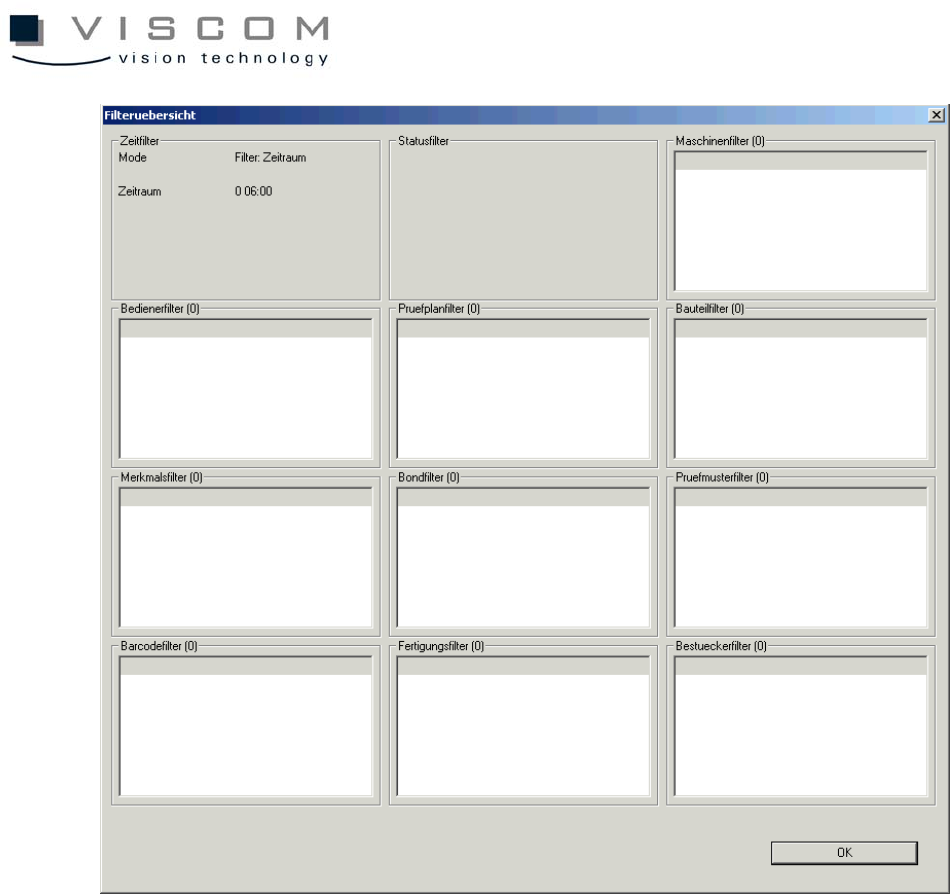
1.5.3 Filter overview
16/144
With the overview, all the filter settings can be checked.
If a filter window is inactive, a filter has to be defined once with the command
"Add filter" in the corresponding mask. Structure and operation of the filter
masks is identical for all masks (exception: time filter).