1.011.1_VPC使用手册.pdf - 第42页
41/144 To find out which component body type caus ed the rather high defect rate of 55.14% in inspection plan 2147483647_TOP, this is to be marked (see above). A double left mouse click br ings the following image. Here,…
40/144
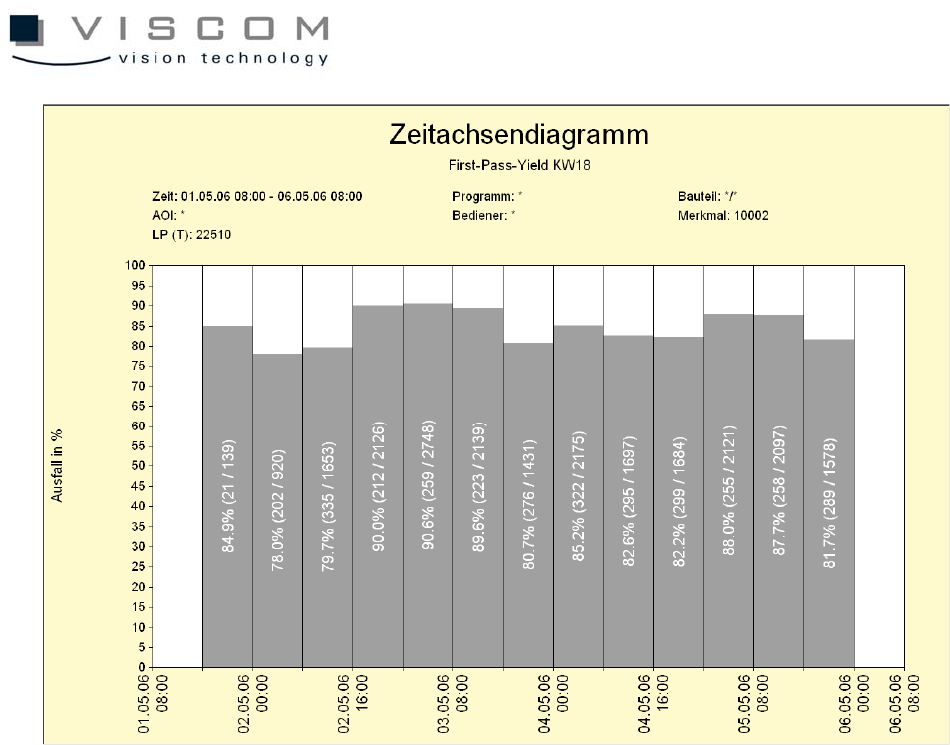
The display shows 13 bars with the same width, each of which represents eight
hours.
A percentage number which displays the percentage of good PCBs (First Pass
Yield) is seen in each bar. The numbers in the brackets give the ratio between
the defect rate and the entire run within a time period.
But because each bar contains all the inspection plans that are run during this
period on "X" machines, it might be important for the programmer to know which
inspection plan has the least number of good boards, so it can be better
optimized.
A click with the left mouse button on the second bar brings up the following
image.
Every inspection plan in the header in the particular time period is inspected in
this scroll list. The list is constructed exactly like the bar labeling.
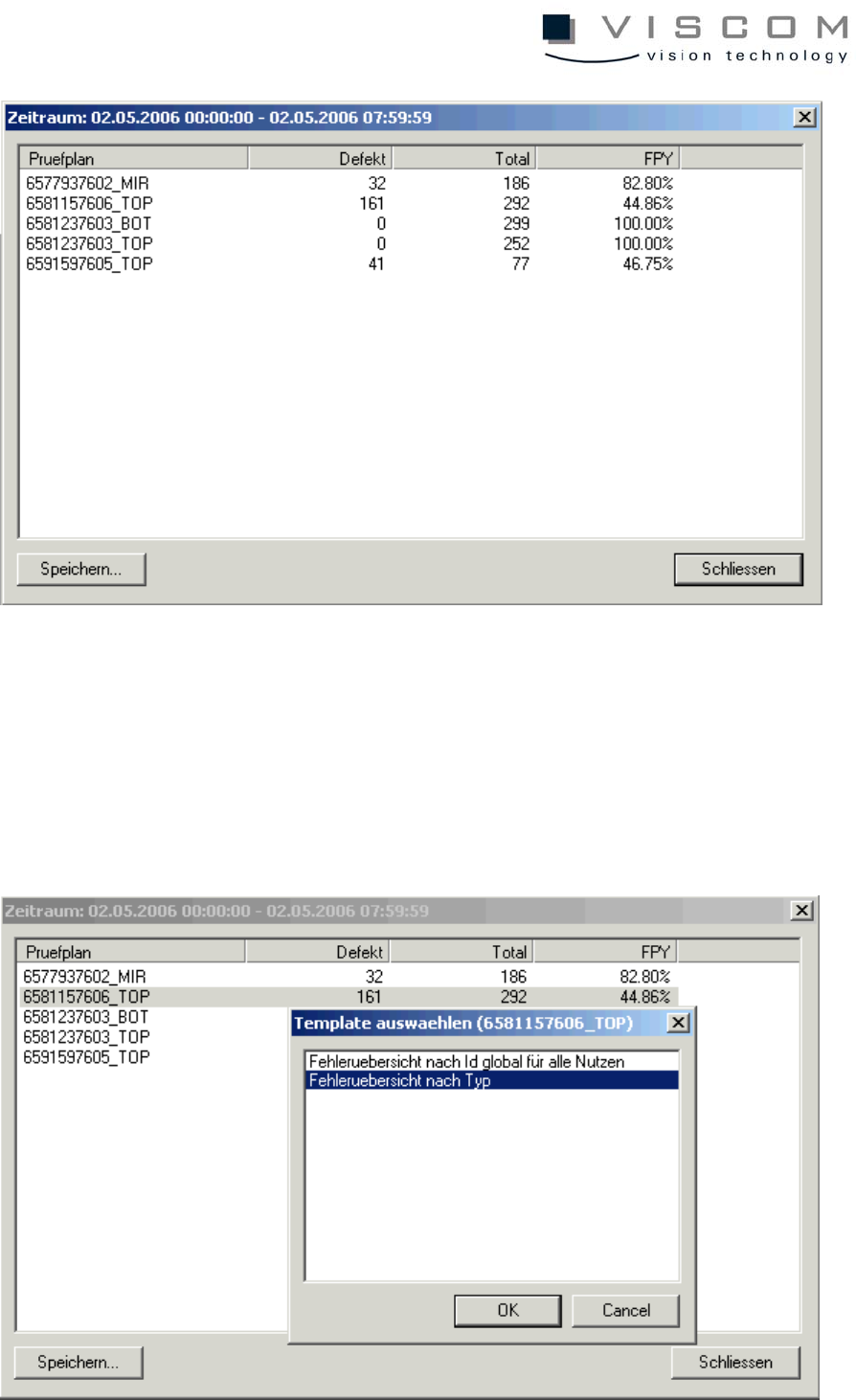
41/144
To find out which component body type caused the rather high defect rate of
55.14% in inspection plan 2147483647_TOP, this is to be marked (see above).
A double left mouse click brings the following image.
Here, the point "Error overview by type" is chosen and confirmed with the "OK"
button.
42/144
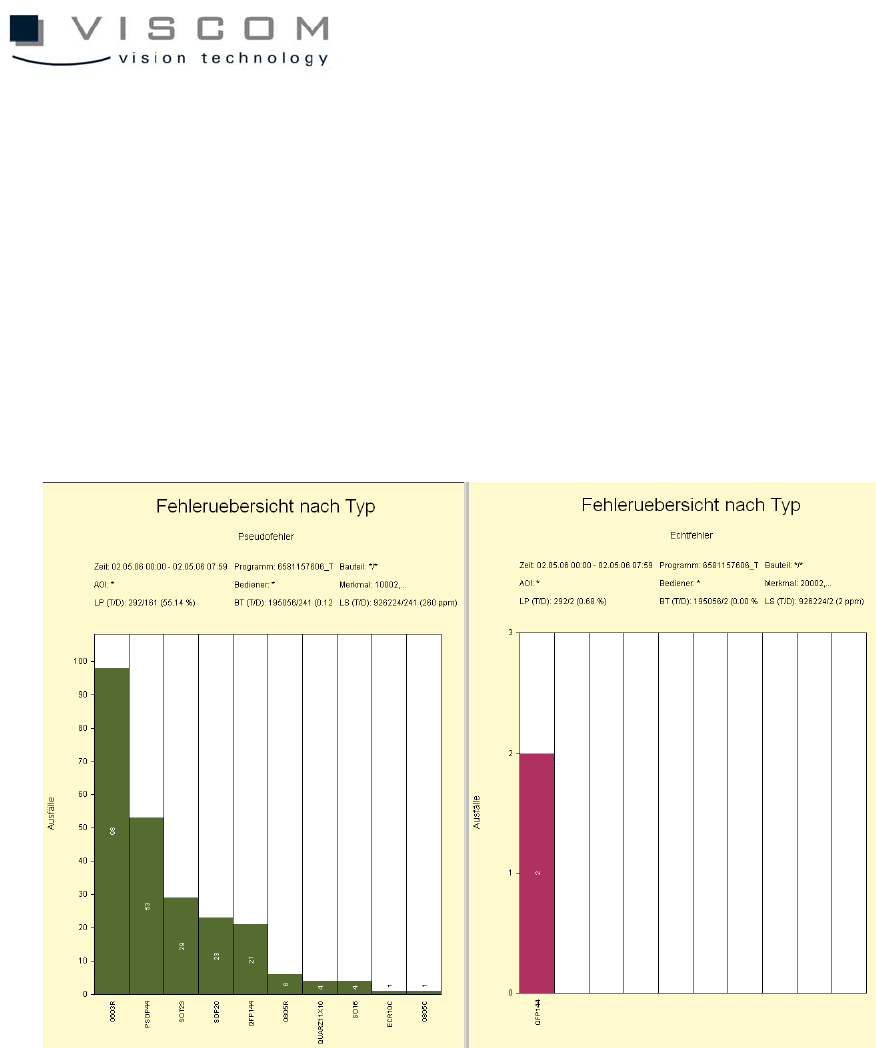
After a short evaluation time, a new configuration set with two Pareto diagrams
opens automatically. These templates are pre-configured diagrams that can be
called up from other diagrams. The vpc.template file underlies them, the
possible branchings can be configured here (see appendix for a more detailed
description).
These files should only be edited by experienced users, otherwise faulty results
or a loss of functions in the cascaded evaluations may result.
In these diagrams, it can be seen that the time filter as well as the inspection
plan filter are automatically taken over from the time axis diagram.
Both templates are preconfigured so that the pseudo defects are seen on the
left side and the real defects, on the right.
This display always makes sense during optimization, to observe not only the
inspection patterns with regard to the pseudo defects they produce, but also
their effectiveness in relation to real defect recognition.
In our example the component type 0603R is to be optimized as TOP 1.