SG_FSE_SiplaceHF_HF3_00193900-05_de.pdf - 第234页
1 - 40 S tudent Guide SIPLACE HF/HF3 6 Collect&Place-Kopf / DLM2 Ausgabe 09/2005 40 6.3.21 Det aillierter Drehvorgang an der DP-St ation, 1. Einschwenken Abb. 6.3 - 18 Detaillierter Drehvorgang an der DP-Station, 1. …

1 - 39
Student Guide SIPLACE HF/HF3
Ausgabe 09/2005 6 Collect&Place-Kopf / DLM2
39
6.3.19 Segment mit einem "defekten Bauelement“
Wenn die optische Zentrierung eines Bauelementes (Ident.-Fehler) oder der Vakuum-Check vor
der Bestückung (alternativ BE-Erkennung vor Bestücken) fehlschlägt, wird das Bauelement nicht
bestückt und bleibt an der Pipette.
– Die Drehstation dreht diese Pipette trotzdem auf den Abholwinkel des neuen Bauelemen-
tes vor, wenn sich dieses Segment in der Drehposition befindet.
Wenn dieses Segment in Abholposition ist:
– wird die Abwurfprozedur aktiviert und
– die X-/Y-Achsen bewegen sich zur Abwurfposition des Portals,
– das Bauelement wird durch Blasluft nach unten abgeworfen,
– das neue Bauelement wird aufgenommen.
Das abgeworfene Bauelement wird im Rahmen eines Reparaturlaufes nach allen, durch das Pro-
gramm vorgegebenen Bestückzyklen für diesen Bestückkopf bestückt.
Bei Betrieb einer F-Maschine folgen nun die Bestückungen mit dem P&P-Kopf.
6.3.20 Beendigung der LP-Bestückung
– Nach Bestückung des letzten Bauelementes mit dem Pick & Place-Kopf bewegen die Por-
talachsen die Bestückköpfe zur Warteposition.
– Die SIPLACE-Bestückungsstation aktiviert das Transportsystem und bewegt die Leiterplatte
zum Ausgabeband.
– Schließlich meldet die SIPLACE-Bestückungsstation die Anzahl der verbrauchten Bauele-
mente (bestückte und abgeworfene) an den Linienrechner.
– Das OIS (Operator Information System) erstellt die Bestückstatistik mit Bezug auf die pro-
grammierten Einstelldaten der Station, der programmierten Nutzen oder der letzten Reset-
Zeit. Diese aussagefähige Daten tragen zur Optimierung des Prozesses bei.
– Die Maschine ist bereit für die nächste Leiterplatte.
1 - 40
Student Guide SIPLACE HF/HF3
6 Collect&Place-Kopf / DLM2 Ausgabe 09/2005
40
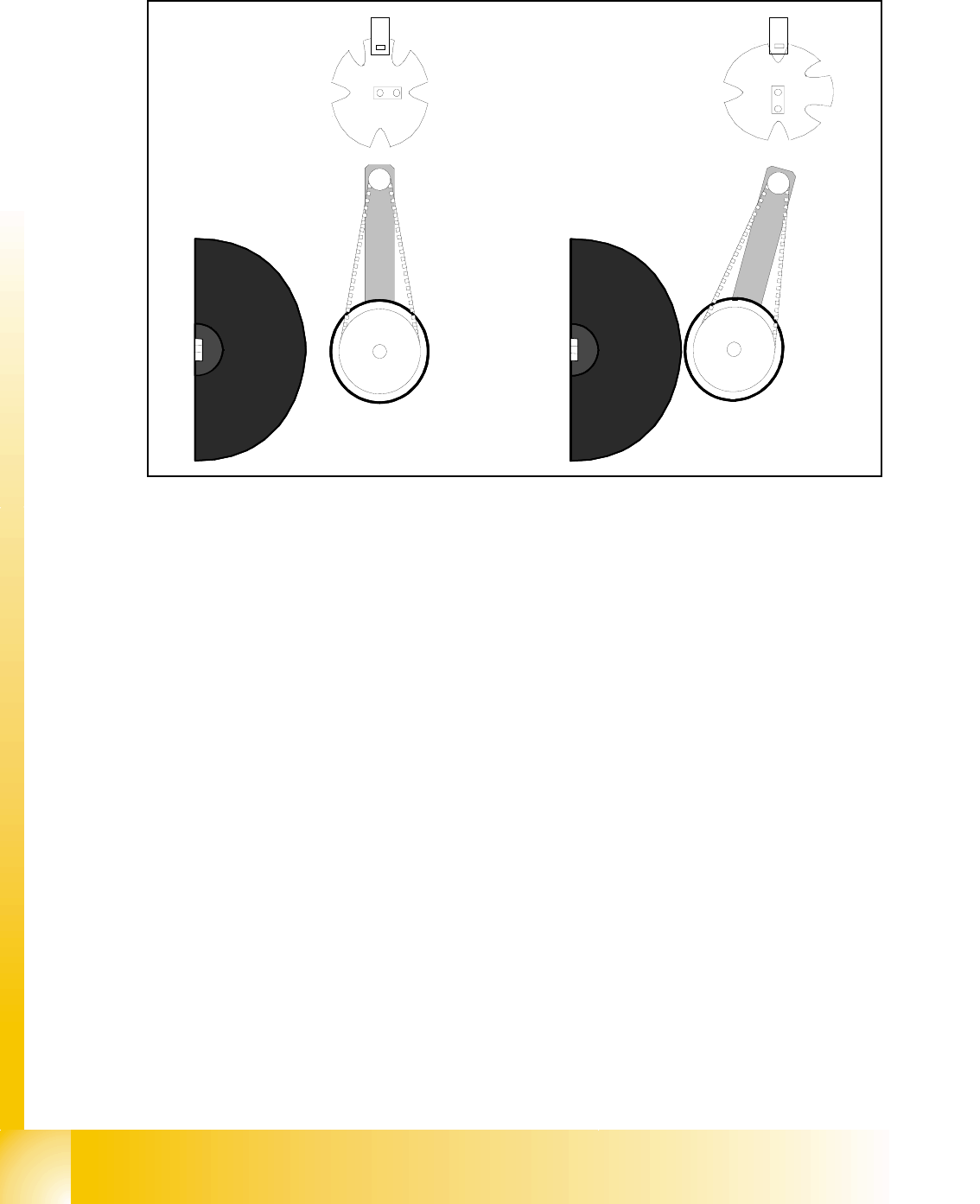
6.3.21 Detaillierter Drehvorgang an der DP-Station, 1. Einschwenken
Abb. 6.3 - 18 Detaillierter Drehvorgang an der DP-Station, 1. Einschwenken
– Bild 1 zeigt die Ausgangsposition. (Zustand nach Referenzlauf)
– Von der Ausgangsposition dreht der Schrittmotor 90 ° zum Einschwenken.
– Die DP-Station schwenkt ein und kontaktiert die Pinole (inkremental Scheibe).
– Der Schrittmotor wird von der Lichtschranke an der Kurvenscheibe überwacht.
– Bild 2 zeigt den Status nach dem Einschwenken.
– Dies ist die Startanforderung für den Antrieb der DP-Achse.
1.
2.
1 - 41
Student Guide SIPLACE HF/HF3
Ausgabe 09/2005 6 Collect&Place-Kopf / DLM2
41
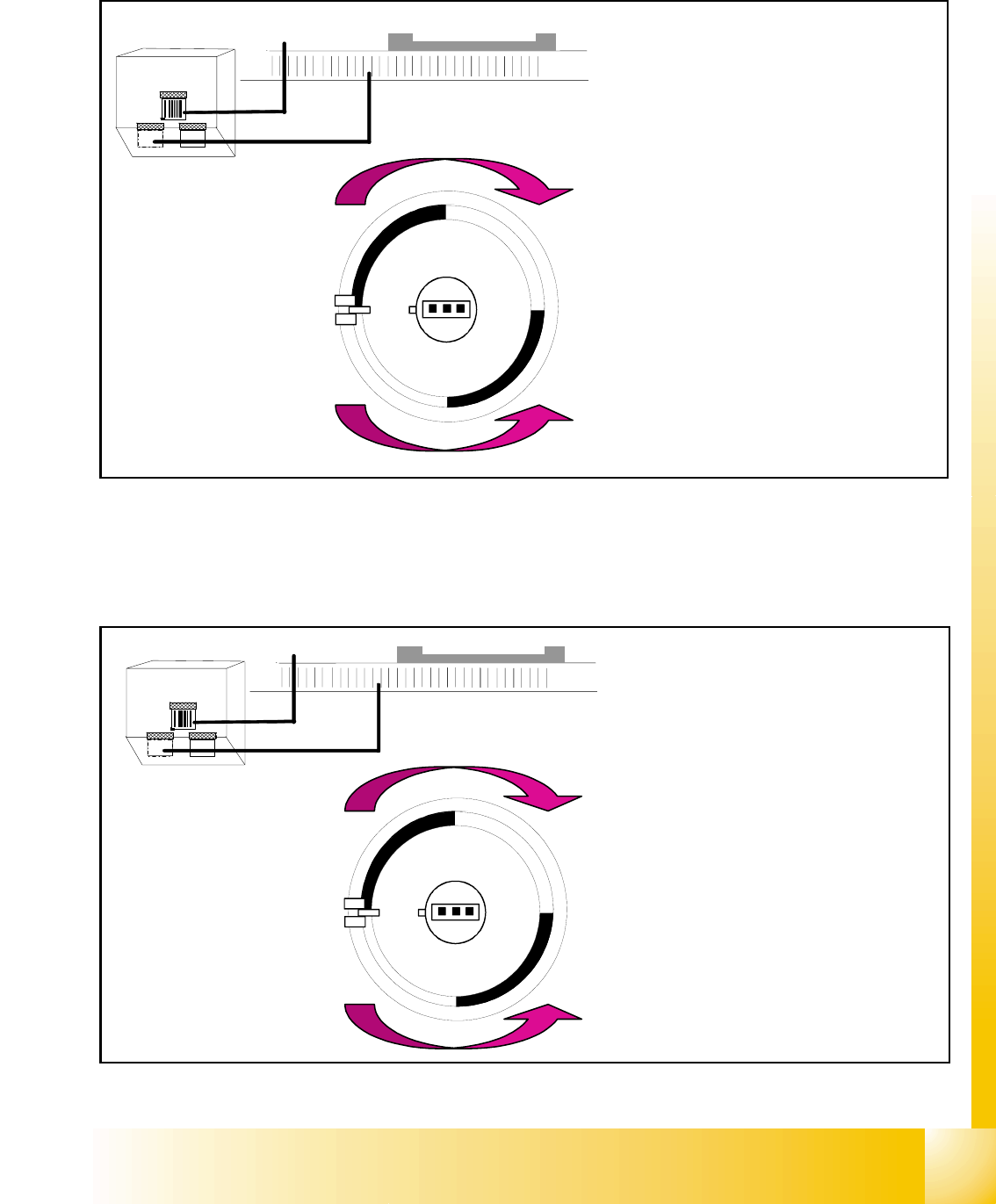
6.3.22 Positionierung zum Abholwinkel
Abb. 6.3 - 19 Detaillierter Drehvorgang an der DP-Station, Positionierung zum Abholwinkel
6.3.23 Positionierung zum Bestückwinkel
Abb. 6.3 - 20 Detaillierter Drehprozeß an der DP-Station, Positionierung zum Bestückwinkel
Null-
impuls-
fenster
Spursignale
Hell-Dunkel-
Übergang
ist Nullimpuls
¼-Drehung
Drehrichtungen
– Die DP-Achse positioniert das Seg-
ment auf den jeweiligen Nullimpuls und
prüft diesen Signalpegel auf einer Dis-
tanz von 3 Digits.
– Die Endemeldung wird ausgegeben,
wenn die tatsächliche Positionsabwei-
chung innerhalb der erlaubten Toleranz
liegt.
– Zwischen dem 0 °- und 180 ° bzw. 90°
und -90°- Abholwinkel besteht kein Un-
terschied.
Null-
impuls-
fenster
Spursignale
Hell-Dunkel-
Übergang
ist Nullimpuls
¼-Drehung
Drehrichtungen
– Bei Positionierbeginn wird die tatsächli-
che Position der Achse auf 0 gesetzt,
indem der Positionszähler der DP-
Achse auf 0 gesetzt wird.
– Der DP-Antrieb wird im relativen Positi-
oniermodus betrieben.
– Die DP-Achse startet zur Zielposition,
die den Kalibrierwerten der Station, den
Programmierwerten des Linienrech-
ners und den Zentrierwerten des Be-
stückvorganges entnommen werden.
– Die Endemeldung wird ausgegeben,
sobald die tatsächliche Positionsab-
weichung innerhalb der erlaubten Tole-
ranz liegt.