D1_D2_用户手册.pdf - 第244页
5 操作人员的任务 SIPLACE D1/D2 用户手册 5.5 进行全面检查 源自软件版本 SR.605.xx 07/2008 英文版 244 5.5 进行全面检查 5.5.1 检查 S 供料器组件 → 确保料带正 确放置在 S 供料器组件的弹簧上。 5 图 5.5 - 1 将料带放在 S 供料器组件的弹簧上 →检 查 S 供料器组件的料带封带清除 器是否已满。 如果已满,拉出封带,并用剪刀将 其剪断。 请注意 撕下封带而不是将其剪断…
用户手册 SIPLACE D1/D2 5 操作人员的任务
源自软件版本 SR.605.xx 07/2008 英文版 5.4 换班
243
5.4 换班
请注意: 5
下列手册或数据介质可以为您提供更多信息:
– 贴片机软件 605.xx 入门指南
– SIPLACE D1/D2 预防性维护手册
–产品 CD 上的部件目录
5.4.1 换班时的操作
→ 尽早接合料带。以免在新的一班开始时,供料器组件重新续料。这样能够尽可能减少延长停
车时间。
→ 换班时,通知下一班操作员所有重要信息,如,更改贴片机程序。请详细阅读第 5.7
节,
251
页中规定的应采取的步骤清单。
→ 进行设置检查。
确保供料器组件装有正确的元件,在料车上处于正确的位置,而且传送导轨增量设置正确。
→ 交班时,生产线应处于和接班时相同的状态,也就是:
– 弃料容器是清空的。
– 废料容器是清空的。
– 供料器区域已用吸尘器仔细清扫。
5 操作人员的任务 SIPLACE D1/D2 用户手册
5.5 进行全面检查 源自软件版本 SR.605.xx 07/2008 英文版
244
5.5 进行全面检查
5.5.1 检查 S 供料器组件
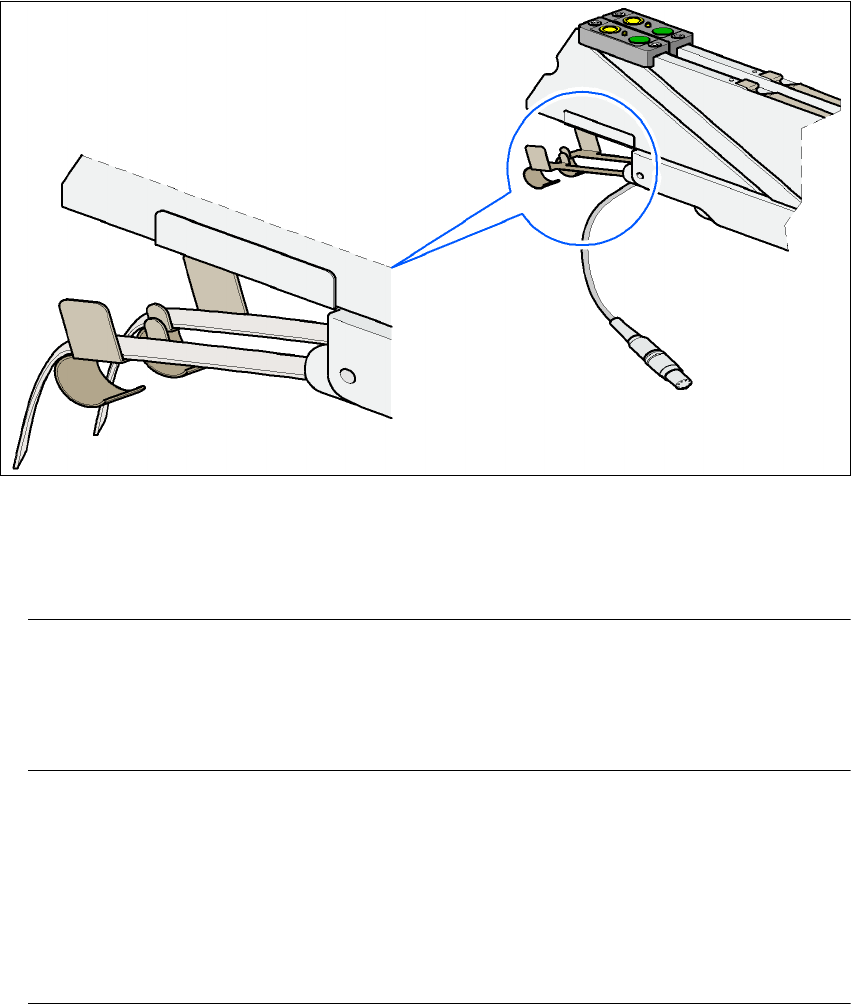
→ 确保料带正确放置在 S 供料器组件的弹簧上。
5
图
5.5 - 1
将料带放在
S
供料器组件的弹簧上
→检查 S 供料器组件的料带封带清除器是否已满。
如果已满,拉出封带,并用剪刀将其剪断。
请注意
撕下封带而不是将其剪断可能导致料带清除装置出现问题。
为此,3 x 8 mm 的供料器组件用集成的切割器安装。该切割器在盖板下部供料器组件末端的
料带封带清除器中。 5
→ 检查确保供料器组件 (24/32 mm) 上的拾取窗口刚好与元件尺寸相符。
→检查 料带导槽是否插入组合供料器组件 (24 mm / 32 mm)。
5.5.2 在适宜的时间接合料带
请注意:
尽早接合料带不要使供料器组件中的元件用完。否则停车时间将会延长。
用户手册 SIPLACE D1/D2 5 操作人员的任务
源自软件版本 SR.605.xx 07/2008 英文版 5.5 进行全面检查
245
但是,不要过早地接合料带。这是因为如果接合后将旧料带末端与新料盘缠在一起,则容纳
新料带的料盘缠得过多,料带就会从料盘上滑落,缠结在一起,这又会导致拾取错误并延长
停机时间。 5
5.5.3 检查 PCB 顶针
→ 检查升降台上的磁性 PCB 顶针的位置。
–确保 PCB 顶针不与 PCB 底部元件发生碰撞。
– 此外,确保 PCB 顶针不与 PCB 传送导轨面板发生碰撞。
– 仅使用符合 PCB 条件的,如 6.9
中所述,第 299 页。
5.5.4 插入料带容器中的分隔板
→ 分隔板有不同的边,可以用两种方式插入料带容器内。如果使用芯轴,则分隔板内芯轴的凹
槽朝上 (见图 5.5 - 2
中的 6,第 246 页)。如果不使用芯轴,则分隔板的圆边朝上 (图 5.5
- 2 中的 5,第 246 页)。
→如第246
页的图 5.5 - 2 所示,插入分隔板。记住,料带容器的最小分区数为 2 个分区。这将
有助于避免贴片错误。
→ 检查分隔板是否啮合在三个导轨的同一位置上。否则,分隔板会偏移或弯曲。