YCP10_Users_K.pdf - 第138页
5-7 5 F . 기판 기준위치 기 판 상의 설정 좌 표 를 기판의 어 느 위 치 에서 의 좌표로서 설정 할지 선 택 합니 다 . 「기판중앙 」, 「기판 앞쪽중앙」, 「기판 안 쪽 중앙 」, 「기판 앞쪽좌측」, 「기판 앞쪽우측」, 「기판 안 쪽좌 측 」, 「기 판 안 쪽우측」중에서 선택 해 주십 시 오 . 초기 값은 「기판 앞쪽좌측」이 기 판의 기 준위치 로 되 어 있 습니 다 . 또 , 기…
5-6
5
3. 피듀셜 위치
피듀셜 마크의 위치를 기판과 마스크에서 공통으로 설정 할 것인지 , 개별적으로 설정할 것인지 지정할 수 있습니다 .
[ 편집 ] 버튼을 누르면 전 페이지와 같은 설정 대화창이 표시되므로 선택해 주십시오 .
「기판 & 마스크 개별지정」으로 설정한 경우는 피듀셜 마크위치 , 피듀셜 타입 및 기준위치를 기판과 마스크 각각 개별로
지정할 수 있습니다 .
「기판 & 마스크 공통지정」으로 설정한 경우는 피듀셜 마크위치 , 피듀셜 타입 및 기준위치가 기판과 마스크에서 공통으로
설정됩니다 . 이 설정으로 변경하면 확인 메시지가 표시됩니다 . [OK] 버튼을 누르면 기판 피듀셜에서 마스크 피듀셜로
피듀셜 마크위치 , 피듀셜 타입 , 기준위치의 파라미터가 복사됩니다 .
n
요점
피듀셜 위치 , 피듀셜 타입 및 기준위치를「기판」또는「마스크」탭 화면중 어느 한쪽에서 편집하거나 , 티칭으로 변경한 경우는 그
변경이 다른 한쪽에도 자동적으로 반영됩니다.
4. X, Y (mm)
기판 피듀셜 마크의 기판원점에서의 XY 좌표(mm)를 입력합니다 . [ 티칭 ] 버튼으로 티칭 입력할 수도 있습니다 .
원형 , 사각형 , 삼각형 등의 마크는 중심좌표를 입력해 주십시오 .
참고
티칭의 자세한 내용에 대해서는 제 7 장「1. 티칭과 트레이스」를 참조해 주십시오 .
5. 마크 No.
피듀셜에 사용할 마크번호(미리 마크화면에서 등록)를 입력합니다 .
6. 명칭
「마크 No.」를 입력하면 그 마크의 명칭(미리 마크화면에서 등록)이 자동적으로 표시됩니다 .
7. 기판 파라미터
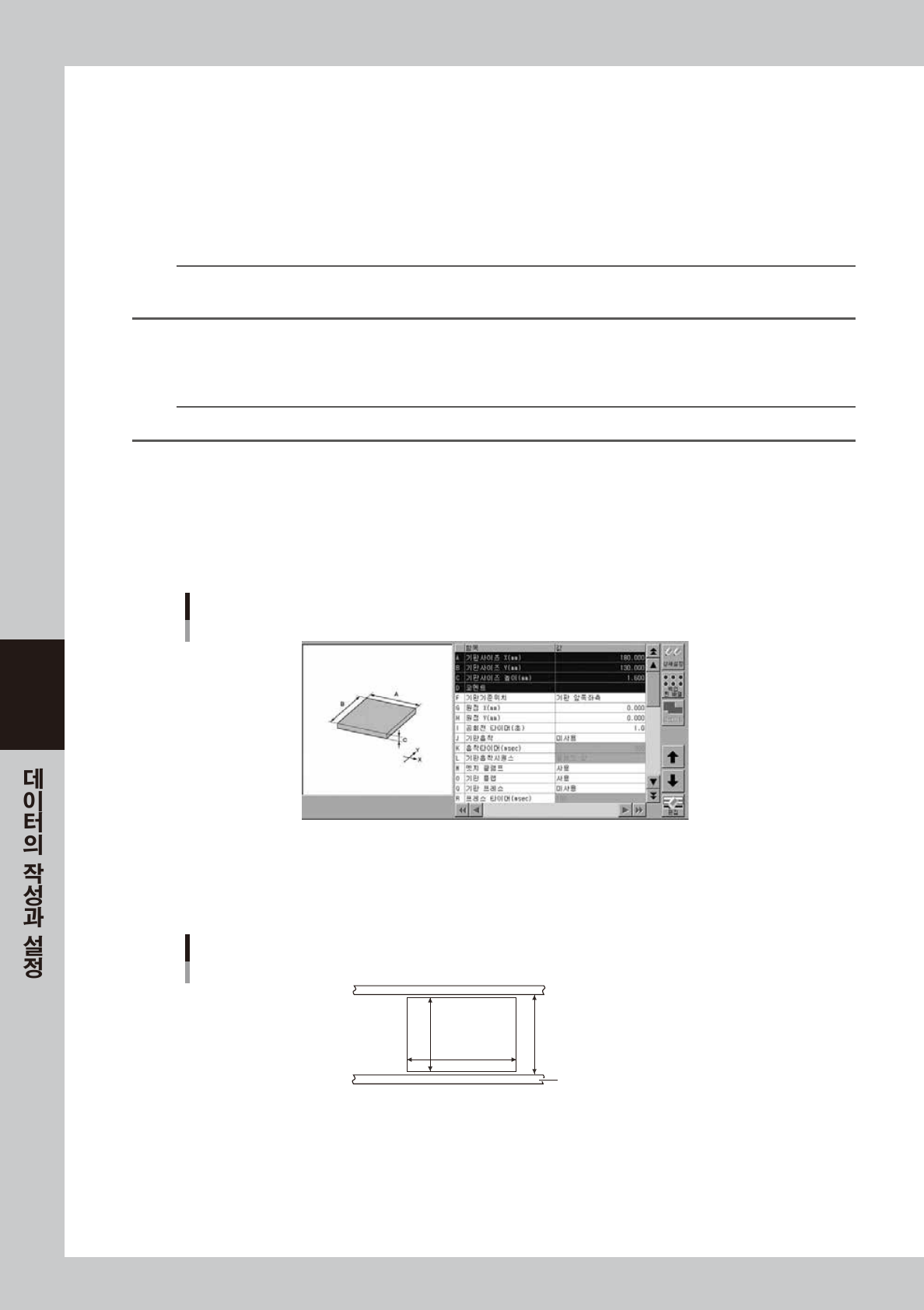
기판 파라미터 (1)
68509-N1- 00
A,B. 기판사이즈 X,Y (mm)
기판의 X 방향 ( 기판반송 방향 ) 과 Y 방향의 사이즈 (mm) 를 입력합니다. 자동운전에서의 기판고정시에 컨베이어폭 (W 축)
이 Y+0.5mm 치수가 되도록 제어됩니다 .
기판사이즈 X, Y
기판
컨베이어 레일
X [mm]
W=(Y+0.5 mm)
Y [mm]
67501-N1-00
C. 기판사이즈 높이 (mm)
기판의 두께 (mm) 를 입력합니다 .
D. 코멘트
기판에 관한 메모를 남기는 란입니다 . 공백이어도 상관없습니다 .
5-7
5
F. 기판 기준위치
기판상의 설정좌표를 기판의 어느 위치에서의 좌표로서 설정할지 선택합니다 .「기판중앙」,「기판 앞쪽중앙」,「기판 안쪽
중앙」,「기판 앞쪽좌측」,「기판 앞쪽우측」,「기판 안쪽좌측」,「기판 안쪽우측」중에서 선택해 주십시오 .
초기값은「기판 앞쪽좌측」이 기판의 기준위치로 되어 있습니다 . 또 , 기판상의 모든 좌표는 하기의「기판 기준위치」에서
의 좌표로 됩니다 .
기판 기준위치
기판 기준위치
기판
67502-N1- 00
참고
기판상의 설정좌표에는 「원점 XY」, 「기판 피듀셜」, 「검사좌표」가 있습니다 .
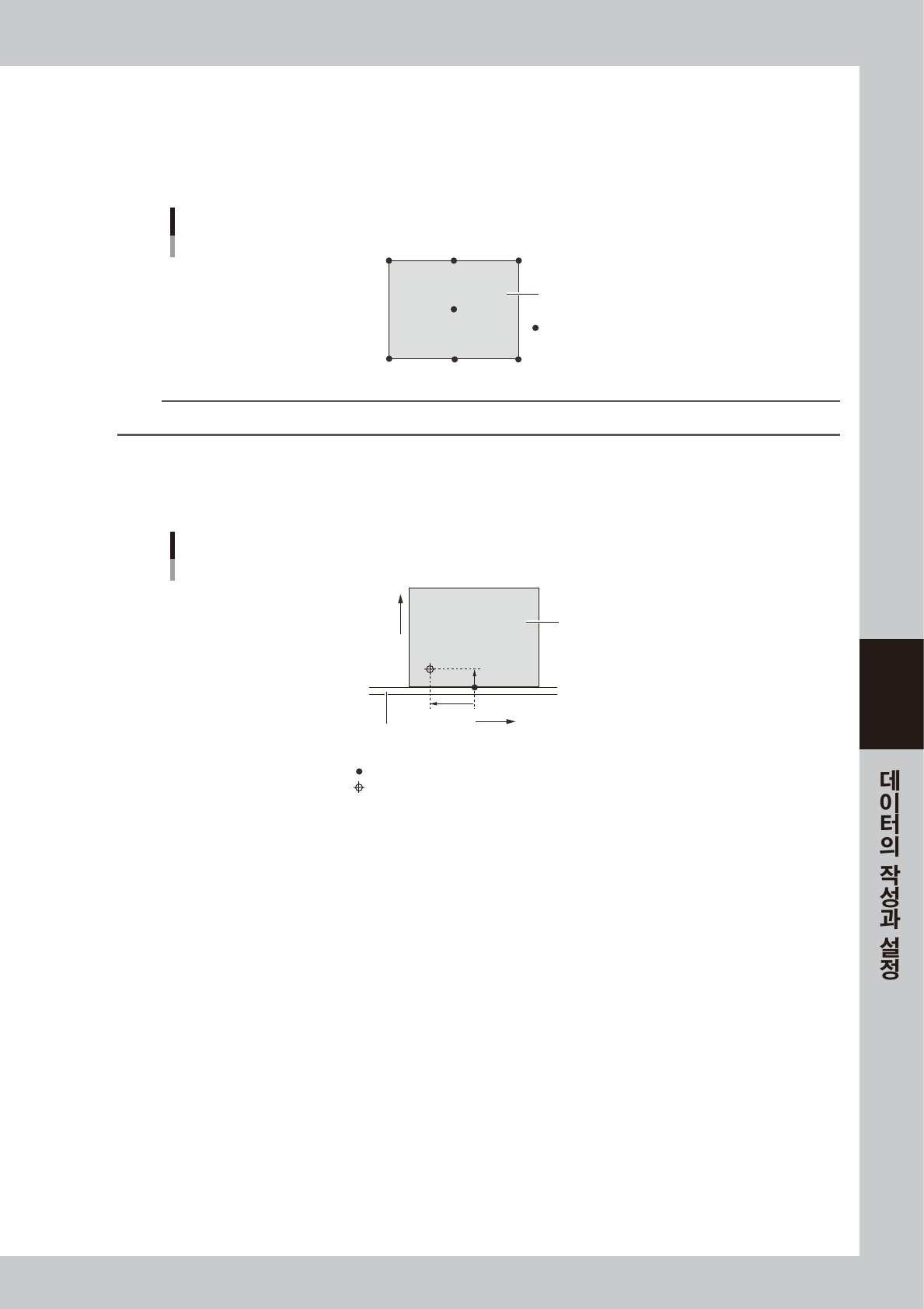
G,H. 원점 X, Y (mm)
기판 피듀셜 좌표의 원점이 「기판 기준위치」와 다를 경우「기판 기준위치」에 대한 기판원점의 XY 위치(mm)를 입력합
니다 .
기판 기준위치의 기판원점
-X
+X
+Y
+Y
고정측 (앞쪽)
컨베이어 레일
기판
기판좌표 기준위치(기판 전면중앙)
기판원점
67503-N1- 00
I. 공회전 타이머 (초)
일반적인 형상의 기판이면「1(초)」로 설정합니다 . 특수한 형상(홈 ( 노치 ), 중간 홀 등)의 기판은 컨베이어 출구센서가
기판반출을 잘못 인식할 수 있습니다 . 이 경우 공회전 타이머를 설정하면 기판검출 센서가 꺼진 후에도 설정된 타이머만
큼 컨베이어를 회전시켜서 기판반출을 완료할 수 있습니다 . 0~9 초의 수치를 입력해 주십시오 .
J. 기판흡착
옵션의 기판흡착 유니트를 장착한 장비에 한해서만 사용가능합니다 . 보통은 「미사용」으로 설정합니다 . 휘어진 기판 ,
얇은 기판 등을 인쇄할 때 「사용」으로 설정하면 기판의 아랫면을 흡착해서 고정할 수 있습니다 . 이 파라미터를 「사용」
으로 설정한 경우는 「흡착 타이머」와「기판흡착 시퀀스」도 설정해 주십시오 .
K. 흡착 타이머 (msec)
「기판흡착」파라미터를「사용」으로 했을 경우의 흡착시간(msec)을 설정합니다 . 푸쉬업의 상승이 완료되고 다음 동작
을 시작할 때까지의 정지시간입니다 . 옵션의 기판흡착 유니트를 장착한 장비만 유효합니다 .
L. 기판흡착 시퀀스
「기판흡착」 파라미터를 「사용」으로 설정했을 경우에만 유효합니다 . 기판의 흡착동작을 기판의「클램프 앞」「클램프 뒤」
에서 선택합니다 .
M. 엣지클램프
기판을 측면에서 고정하는 엣지 클램프의「사용」「미사용」을 선택합니다 .
O. 기판 플랩
기판의 틀을 위에서 누르는 기판플랩의「사용」「미사용」을 설정합니다 . 보통은「사용」으로 설정합니다 . 기판플랩을
사용하면 기판 고정시에 기판의 틀이 휘어오르는 것을 교정할 수 있습니다 .
5-8
5
Q. 기판 프레스 (옵션)
기판 전체가 휘어오르는 것을 교정하기 위한 기판 프레스의 「사용」「미사용」을 설정합니다 .(옵션의 기판프레스 유니트
를 장착한 장비만 사용 가능합니다 .)
R. 프레스 타이머 (msec)
옵션인 기판 프레스 유니트를 사용할 경우 그 작동시간을 설정합니다 .
기판 파라미터 (2)
68510-N1-0 0
S. 기판프레스 시퀀스
옵션인 기판 프레스 유니트를 사용할 경우 그 작동시작을 엣지 클램프의 「클램프 앞」으로 할지「클램프 뒤」로 할지를 설
정합니다 .
T. 푸쉬업 속도 (%)
푸쉬업 플레이트의 상승
•
하강속도를 퍼센트로 지정합니다 . 보통은 100 으로 적당합니다만 , 면 받침 지그나 백업핀이 기
판에 닿을 때의 충격을 완화시킬 때는 수치를 내려 주십시오 .
U. 인쇄실행
「실행」을 선택하면 일반적인 인쇄운전을 합니다 .「스킵」을 선택하면 스퀴지 헤드에 인쇄압력을 가하지 않고 운전을 합
니다 .
V. 화상처리 보정
기판 피듀셜마크 인식시의 처리방법을 지정합니다 . 보통은「보정일반」으로 합니다 . 이 경우 마크인식 에러가 발생하게 되
면 장비는 에러정지됩니다 . 「에러무시」를 선택하면 마크인식 에러가 발생하여도 에러정지되지 않고 운전은 계속됩니다 .
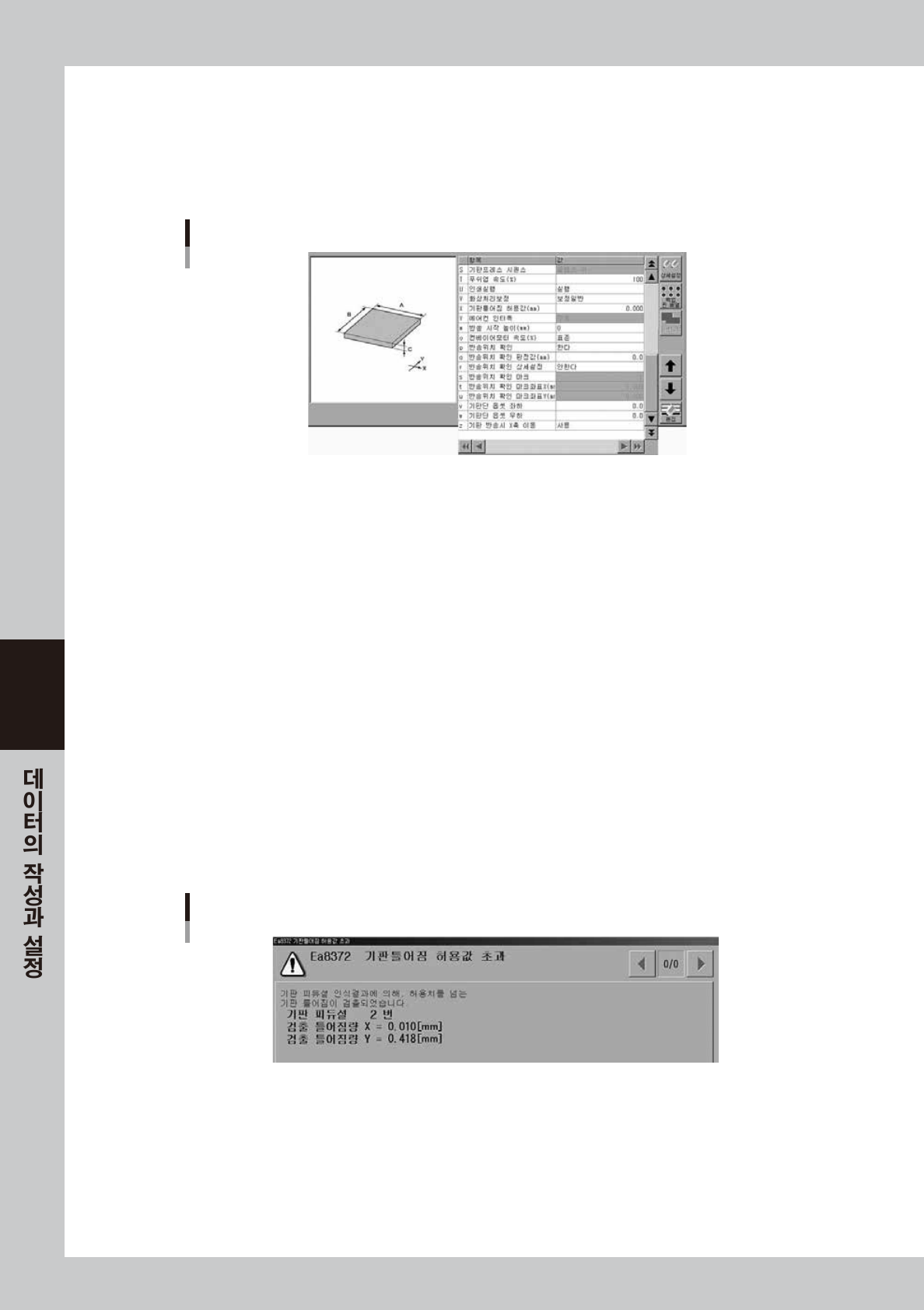
X. 기판틀어짐 허용값
기판피듀셜 마크인식 위치 , 로컬피듀셜 마크인식 위치에서 체크할 기판의 변형 ( 틀어짐 ) 성분의 허용치를 설정합니다 .
허용치에 「0.00」이 입력된 경우는 틀어짐 체크는 실행되지 않습니다 . 자동 운전중에 기판피듀셜 마크 또는 로컬피듀셜
마크를 인식해서 얻은 변형 성분 계산치가 여기에서 설정한 허용치를 넘으면 에러 메시지가 표시되고 장비가 정지됩니다 .
에러메시지 화면을 닫은 후 , 그대로 기판을 인쇄할지 , 혹은 인쇄하지 않고 기판을 반출할지를 표시되는 대화창에 따라 선
택할 수 있습니다 .
기판틀어짐 허용값 초과
68511-N1- 00
Y. 에어컨 인터록 ( 옵션 )
옵션의 온도조정 유니트를 사용한 경우 이상온도 검출시 인터락 기능을「유효」로 할지 「무효」로 할지를 설정합니다 .
m. 반송시작 높이 (mm)
실장 종료후 , 컨베이어 출구로의 기판반송은 푸쉬업 유니트 하강후에 시작됩니다 . 이미 기판뒷면에 부품이 탑재되어 있는
경우는 , 푸쉬업 유니트가 충분히 하강하지 않으면 부품과 유니트가 간섭할 우려가 있습니다 . 이 파라미터에 의해 기판종
류별로 푸쉬업 유니트의 하강 높이를 지정할 수 있습니다 . 이면 실장완료 부품의 높이나 기판의 휘어짐 등에 의해 몇 mm
하강시킬 것인지 5~50mm 의 수치로 입력하여 주십시오 .
0mm 로 설정한 경우는 , 최대 하강높이까지 하강합니다 .