YCP10_Users_K.pdf - 第87页
3-1 1 3 5. [ 닫기 ] 버튼 을 눌러서 티 칭화면 을 닫으 면 , 이전 화면 으로 되돌아 가서 「v . 기 판단 옵 셋 좌하 」 또는 「w. 기판단 옵셋 우하 」 에 티 칭한 값 이 설정 됩 니 다 . 티칭 완료 「v 기판단 옵셋 좌하」의 예 값이 입력된다 6 83 0 9 -N1- 00 3.2. 3 컨베이 어 모 터 ( 기 판반 송 ) 속도 █ 기능 컨베 이어 모터 ( 기 판반 송 …
3-10
3
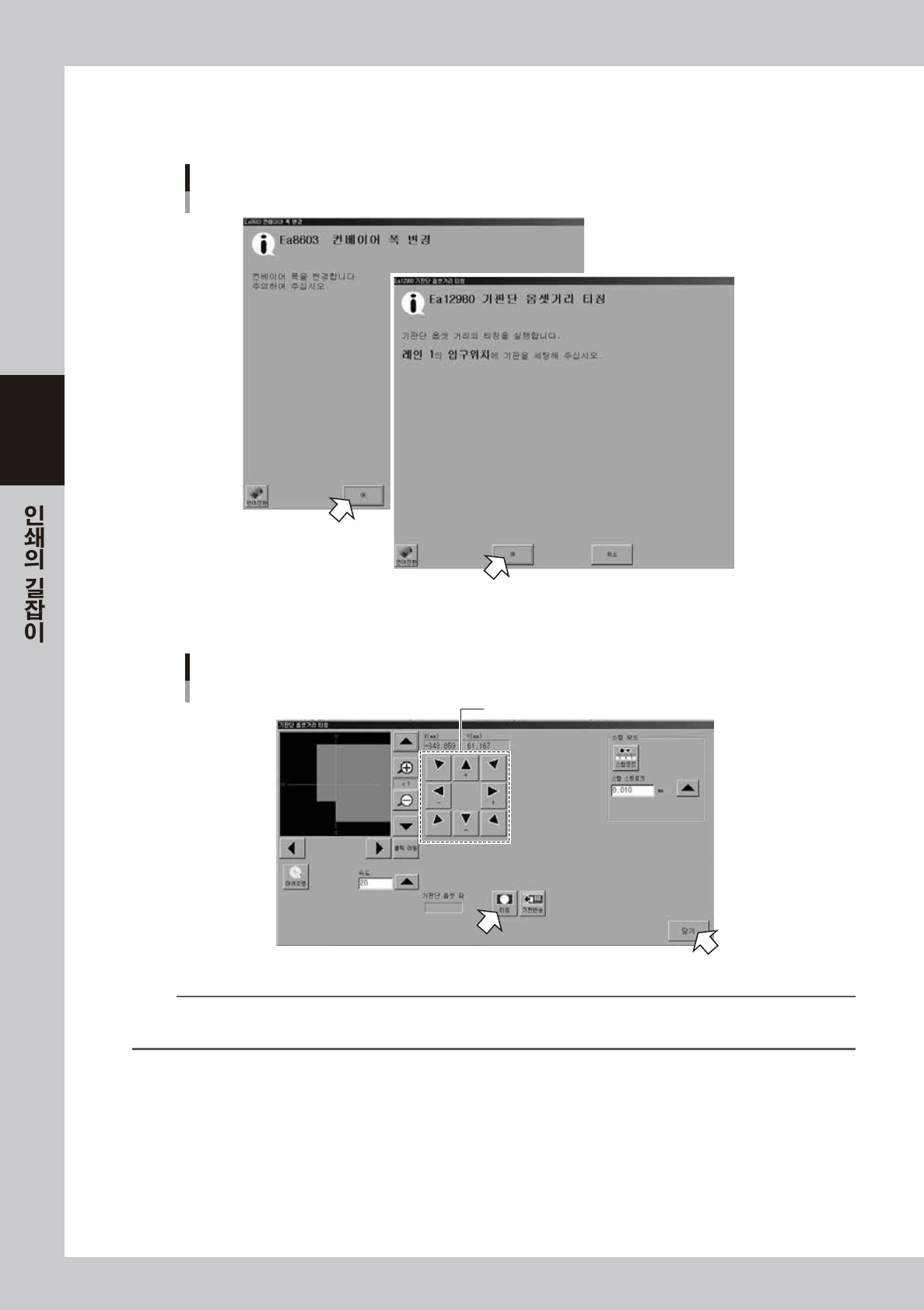
3. 메시지가 표시되므로 , 지시에 따라서 기판을 반입구에 세팅하고 , [OK] 버튼을 누릅니다 .
기판을 기판고정 위치까지 반송한 후 , 카메라가 기판검지 센서가 반응을 시작한 위치로 이동하고 티칭화면이 표시됩니
다.
기판단 옵셋
메시지 화면
68307-N1-0 0
4. 기판단이 화면의 중심에 표시되도록 화살표 버튼을 조작하고 , [ 티칭 ] 버튼을 눌러 주십시오 .
기판단 옵셋
티칭 화면
기판단이 중심에 표시되도록 조작한다
68308-N1- 00
참고
[ 기판반송] 버튼을 누르면 , 기판을 입구 또는 출구로 이동시켜서 재차 검지센서까지 반송합니다.
티칭을 다시 할 경우나, 티칭한 값을 재확인 할 경우는 , 이 버튼을 눌러서 다시 조작해 주십시오 .

3-11
3
5. [ 닫기] 버튼을 눌러서 티칭화면을 닫으면, 이전화면으로 되돌아 가서 「v. 기판단 옵셋 좌하」 또는 「w. 기판단 옵셋 우하」
에 티칭한 값이 설정됩니다 .
티칭 완료
「v 기판단 옵셋 좌하」의 예
값이 입력된다
68309-N1- 00
3.2.3 컨베이어 모터 ( 기판반송 ) 속도
█
기능
컨베이어 모터 ( 기판반송 ) 속도를 변경하는 역할을 합니다 .
█
설정방법
[ 인쇄 ]-「기판」탭의「o. 컨베이어모터 속도」를 설정합니다 .
「장비설정」에 설정되어 있는 데이터를 기준으로 해서 , 속도를 올릴 경우는 +10%~+50% 까지 , 속도를 내릴 경우는 ,
-10%~-90% 까지 10% 단위로 설정할 수 있습니다 .
n
요점
• 택타임을 올릴 경우는 , 속도를 올려 주십시오 .
• 기판의 정지위치를 안정화시킬 경우는 , 속도를 낮춰 주십시오 .
3-12
3
3.2.4 기판 반송시 X 축 이동
█
기능
상하류측 장비가 기판을 주고 받을 때에 인쇄 테이블 (X 축 ) 을 이동시킴으로써 , 이동에 따르는 타임로스를 최소화는 기능
입니다 .
█
설정방법
[ 인쇄 ]-「기판」탭의「z. 기판 반송시 X 축 이동」을 설정합니다 .
사용 : 상하류측 장비가 기판을 주고 받을때에 X 축 ( 인쇄 테이블 ) 을 이동시켜서 기판을 반송합니다 .
미사용 : 상하류측 장비가 기판을 주고 받을때에 X 축 ( 인쇄 테이블 ) 은 이동하지 않습니다 .
c
주의
이 설정은 , 기판 사이즈 X 가 100.0mm 이상의 경우에만 유효합니다 .
기판 사이즈 X 가 100.0mm 미만의 경우는 , 설정 내용에 관계없이「사용」을 선택한 경우와 같이 X 축 이동을 실행합니다 .
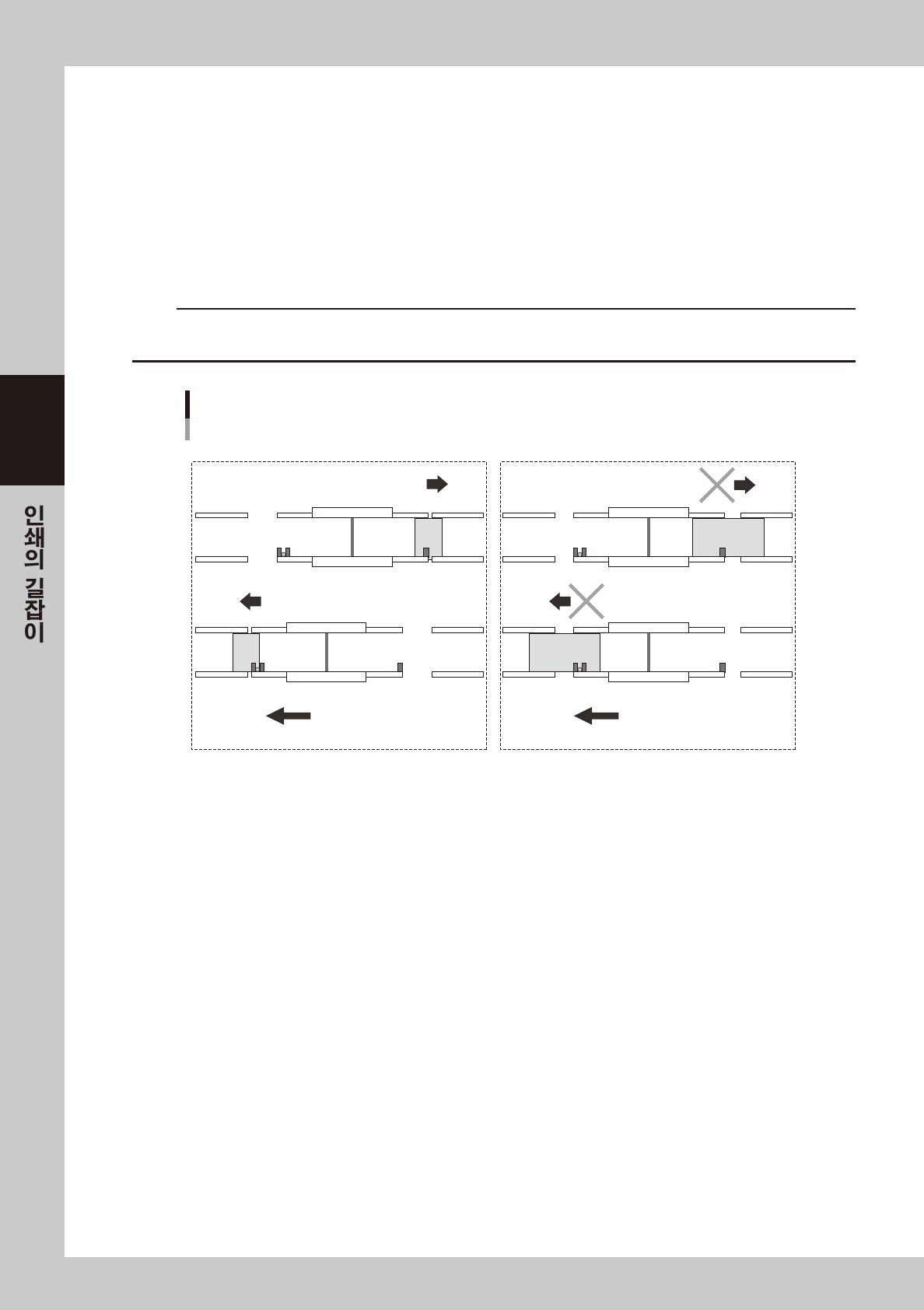
기판 반송시 X축 이동의 동작
■ 「사용」 을 선택한 경우의 동작 ■ 「미사용」 을 선택한 경우의 동작
반송방향(우→좌) 반송방향(우→좌)
X축 이동
기판
상류기하류기 상류기하류기
기판
X축 이동
X축 이동
X축 이동
67303-N1-00