YCP10_Users_K.pdf - 第89页
3-13 3 3.2. 5 반 송시작 높이 █ 기능 이 면실 장 부품이 나 그 외 의 돌출부분 , 기 판의 휘어 짐 등 의 높이를 설정 함으로써 , 기판 고정 해 제시 의 푸쉬업 높 이 를 설 정 할 수가 있습 니다 . █ 설 정방법 [ 인쇄 ] - 「기판 」 탭의 「m. 반송 시작 높이 」 를 설정 합니 다 . 이 면실 장 완 료 부품 의 높이와 기 판의 휘어 짐을 고려 해서 몇 m m 하강…
3-12
3
3.2.4 기판 반송시 X 축 이동
█
기능
상하류측 장비가 기판을 주고 받을 때에 인쇄 테이블 (X 축 ) 을 이동시킴으로써 , 이동에 따르는 타임로스를 최소화는 기능
입니다 .
█
설정방법
[ 인쇄 ]-「기판」탭의「z. 기판 반송시 X 축 이동」을 설정합니다 .
사용 : 상하류측 장비가 기판을 주고 받을때에 X 축 ( 인쇄 테이블 ) 을 이동시켜서 기판을 반송합니다 .
미사용 : 상하류측 장비가 기판을 주고 받을때에 X 축 ( 인쇄 테이블 ) 은 이동하지 않습니다 .
c
주의
이 설정은 , 기판 사이즈 X 가 100.0mm 이상의 경우에만 유효합니다 .
기판 사이즈 X 가 100.0mm 미만의 경우는 , 설정 내용에 관계없이「사용」을 선택한 경우와 같이 X 축 이동을 실행합니다 .
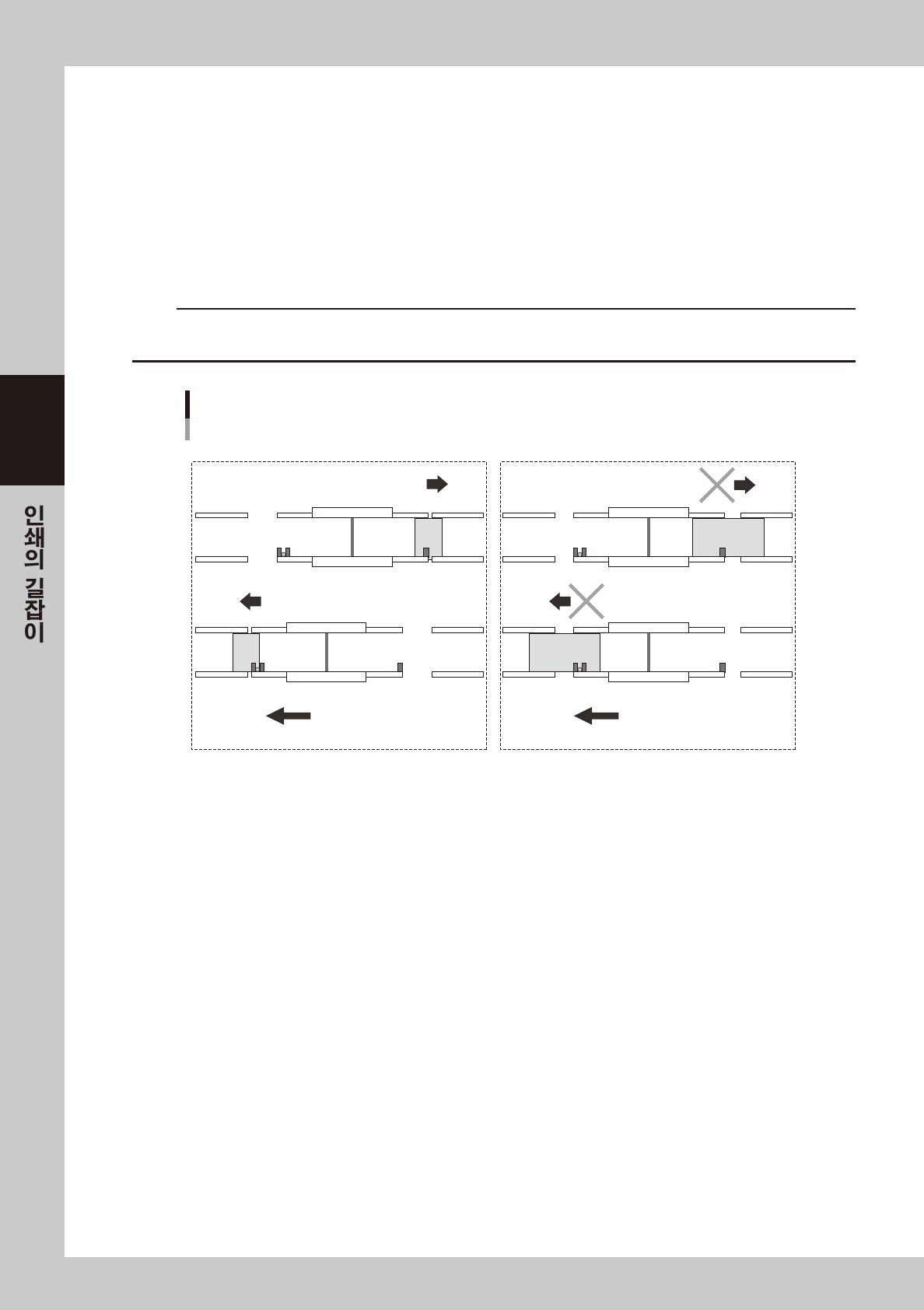
기판 반송시 X축 이동의 동작
■ 「사용」 을 선택한 경우의 동작 ■ 「미사용」 을 선택한 경우의 동작
반송방향(우→좌) 반송방향(우→좌)
X축 이동
기판
상류기하류기 상류기하류기
기판
X축 이동
X축 이동
X축 이동
67303-N1-00
3-13
3
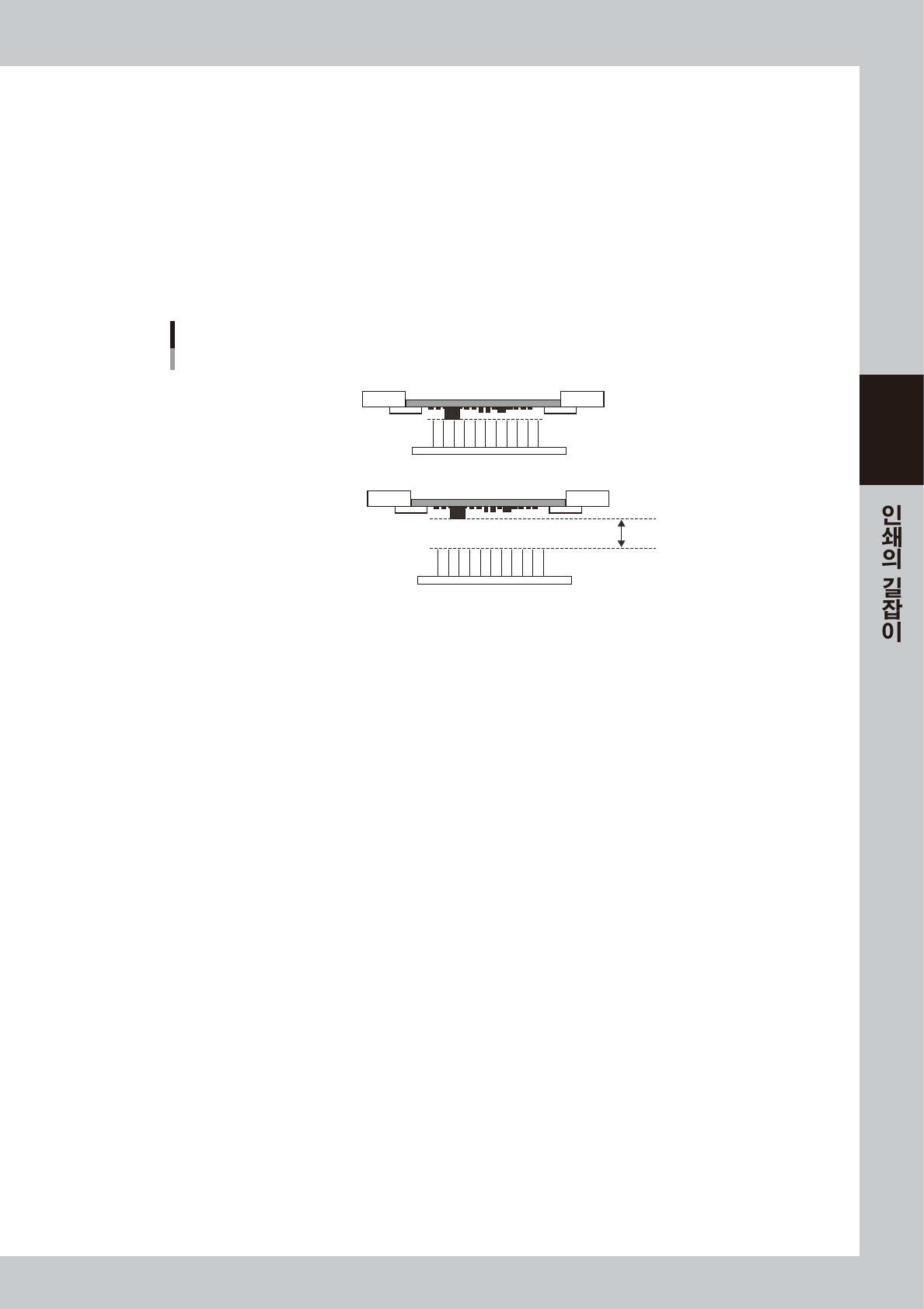
3.2.5 반송시작 높이
█
기능
이면실장 부품이나 그외의 돌출부분 , 기판의 휘어짐 등의 높이를 설정함으로써 , 기판고정 해제시의 푸쉬업 높이를 설정할
수가 있습니다 .
█
설정방법
[ 인쇄 ]-「기판」탭의「m. 반송 시작 높이」를 설정합니다 .
이면실장 완료 부품의 높이와 기판의 휘어짐을 고려해서 몇 mm 하강시킬 것인지를 0~50mm 의 수치를 입력해 주십시오 .
0mm 로 설정한 경우는 , 최대하강 높이까지 하강합니다 .
초기값은 0mm 입니다 .
반송 시작 높이
여기를 설정
기판 고정시
기판고정 해제시
6730 4 -N1- 0 0
3-14
3
3.3 기판 & 마스크 마크인식 ( 마크위치 )
█
기능
기판과 마스크의 피듀셜 마크의 위치좌표입니다 .
이 마크위치에 카메라가 이동해서 , 인식하여 기판과 마스크의 위치를 맞춥니다 .
█
설정방법
기판과 마스크의 CAD 데이터로부터 정확한 좌표를 입력합니다 .
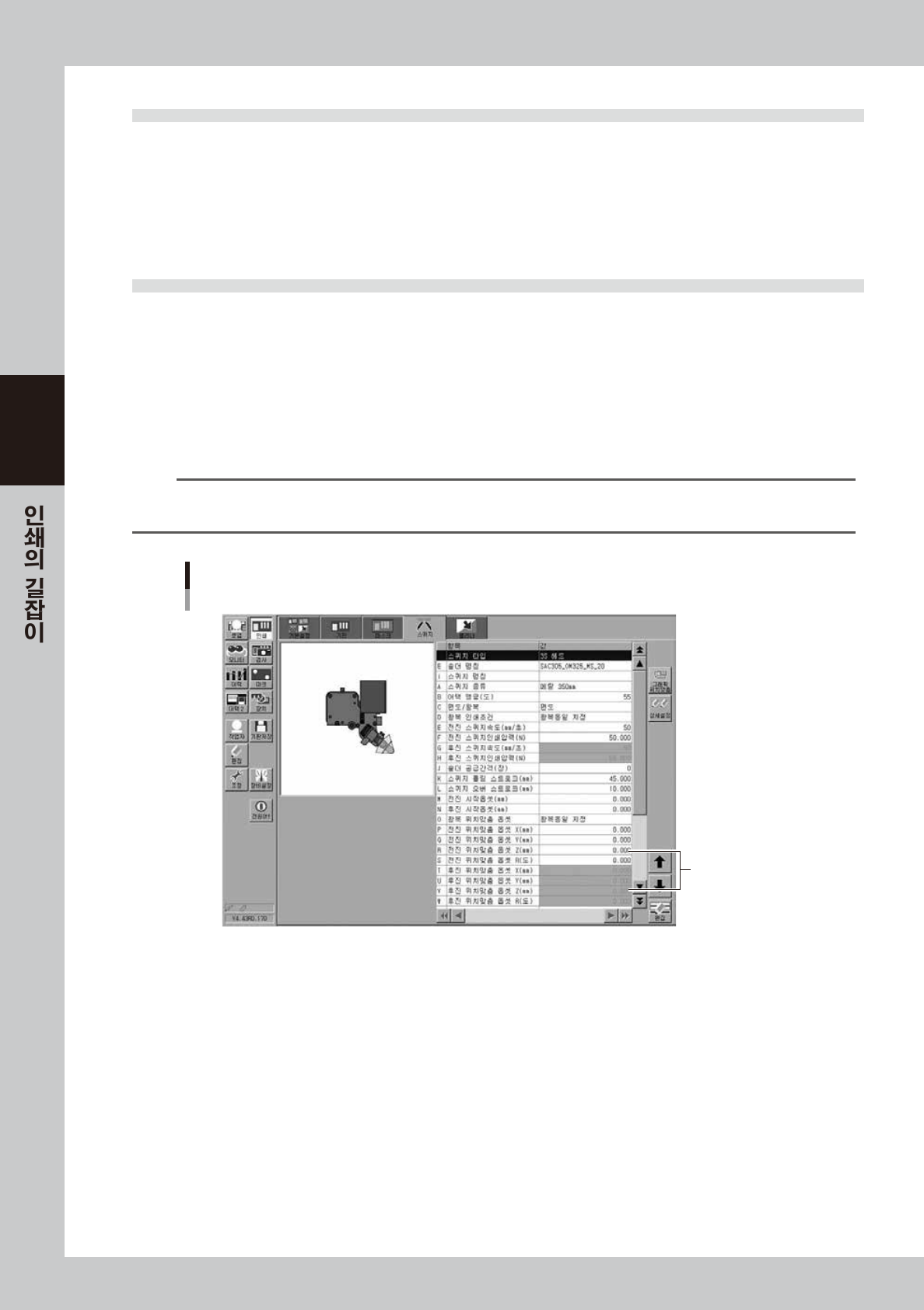
3.4 위치맞춤 옵셋
█
기능
기판 및 마스크는 보통 CAD 데이터로 형성되어 있으므로 , 각각의 마크인식을 실행하면 기판의 패턴과 마스크의 개구부가
일치하도록 되어 있습니다 . 그러나 , 기판이 늘어나거나 어떠한 원인으로 인해 틀어짐이 발생할 경우 , 이 틀어짐을 보정하
기 위한 옵셋값입니다 .
█
설정방법
옵셋값은 X, Y, Z, R 방향을 설정할 수 있습니다 .
X, Y, R 방향의 설정은「기본설정」탭 내의「그래픽 위치맞춤」버튼을 눌러서 실행해 주십시오 .
n
요점
Z 방향에 관해서는 , 그래픽 위치맞춤으로 실행할 수가 없습니다. 롤링 테스트 실행시에 마스크와 기판의 밀착정도를 확인하고「스퀴
지」탭 내에「전진 / 후진 위치맞춤 옵셋 Z」의 항목에 직접 입력하여 주십시오 .
위치맞춤 Z
여기에 입력한다
68310-N1-0 0