YCP10_Users_K.pdf - 第76页
4. 증 상으로 보는 트 러블의 원 인 3- 1 8 4. 1 위치 틀 어짐 3- 18 4.2 소납 3- 18 4.3 충 전부 족 3- 1 8 4.4 번짐 • 브 릿 지 3 -1 9 4.5 스 크레 이핑 불량 3- 1 9 4.6 솔더 끌림 3- 1 9 4 .7 솔 더 결 함 • 마 스 크 의 잔류 솔더 3- 1 9

제 3 장 인쇄의 길잡이
양호한 인쇄를 실행하기 위한 데이터의 설정과 셋업 작업에 대해서 설명합니다 . 또한 , 인쇄 트러블의
증상에서 발생원인이 되는 조건과의 관계를 설명합니다 .
「제 4 장 일상의 작업」을 실행하기 전에 본 장을 읽어 주십시오 .
목차
1. 인쇄조건 추출의 흐름 3-1
2. 각 데이터 및 조건의 설정 3-2
2.1 부자재
•
셋업정보 3-2
2.2 위치맞춤 옵셋 설정 3-4
2.3 롤링 3-5
2.4 인쇄조건
•
생산조건 3-6
3. 각 설정항목의 상세 3-7
3.1 기판고정 3-7
3.1.1 엣지클램프 프레셔 3-7
3.1.2 백업 지그 3-7
3.2 기판반송 3-8
3.2.1 반송위치 확인 3-8
3.2.2 기판단 옵셋 3-9
3.2.3 컨베이어 모터 ( 기판반송 ) 속도 3-11
3.2.4 기판 반송시 X 축 이동 3-12
3.2.5 반송시작 높이 3-13
3.3 기판 & 마스크 마크인식 ( 마크위치 ) 3-14
3.4 위치맞춤 옵셋 3-14
3.5 스퀴징 ( 롤링 ) 3-15
3.5.1 스퀴지 속도 3-15
3.5.2 스퀴지 인압 3-15
3.5.3 어택 앵글 ( 도 ) 3-15
3.6 솔더 공급간격 3-16
3.7 판 분리 3-16
3.7.1 판분리의 속도 3-16
3.7.2 판분리의 거리 3-16
3.8 클리닝 3-17
3.8.1 클리닝 간격 3-17
3.8.2 반복 횟수 3-17
3.8.3 클리닝 스피드 3-17

3-1
3
1. 인쇄조건 추출의 흐름
양호한 인쇄를 실행하기 위한 조건추출 ( 데이터의 설정 ) 및 셋업작업에 관해서 플로우 형식으로 다음과 같이 표
시합니다 .
•
조건 추출을 실행하기 전에 , 기본적인 데이터의 입력 및 셋업작업이 완료되어 있어야 합니다 .
•
조건 추출로 인한 파라미터의 변경 결과는 , 솔더 / 마스크 상태에 따라서 다소 차이가 있습니다 .
•
제일 처음에는 디폴트값으로 인쇄를 하고 , 그 결과에서 서서히 조건을 추출하는 방법을 권장합니다 .
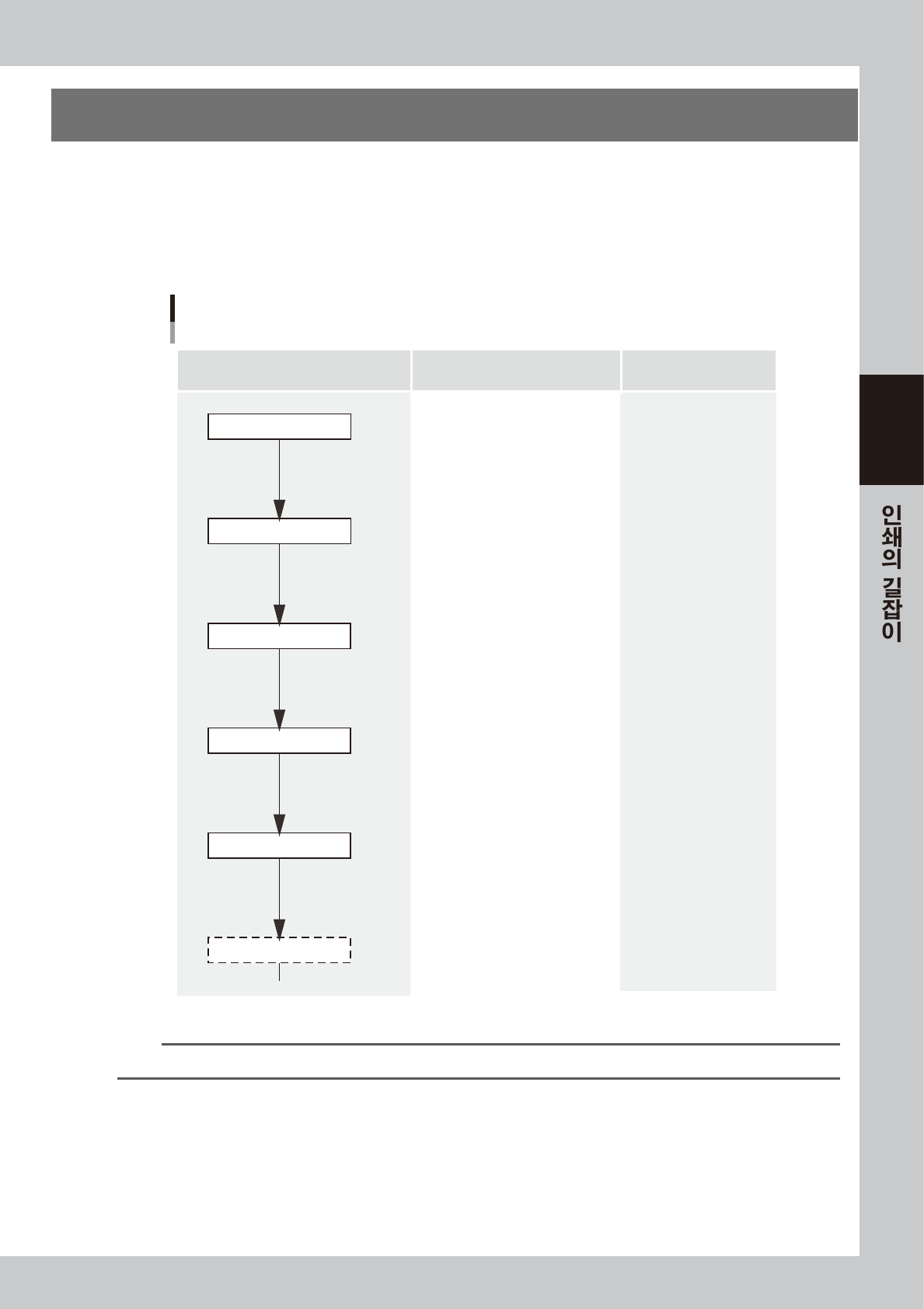
인쇄조건 추출의 흐름
작업내용 설정항목 관련 트러블
셋업작업
기판데이터의 입력
・위치맞춤 옵셋 X, Y, R
・기판 사이즈
・마스크 정보
・스퀴지 종류
・엣지클램프 프레셔
・피듀셜 위치좌표
・백업지그 (푸쉬업 핀 /면 받침지그) 세팅
・기판 고정상태 확인
・마크정보의 확인
인쇄 틀어짐
과납
브릿지
인쇄 틀어짐
솔더 늘어짐 (꼬리)
솔더결함・마스크에 잔류솔더
과납・브릿지
소납
스크레이핑 불량
충전부족
・인쇄압력
・스퀴지 속도
・어택각도
・판분리 속도
・판분리 거리
・위치맞춤 옵셋 Z
・솔더공급 간격
솔더결함・마스크에 잔류솔더
과납・브릿지
・클리닝 간격
・반복 횟수
・클리닝 속도
위치맞춤 옵셋
클리닝 조건
인쇄상태 확인
그래픽 위치맞춤
테스트 인쇄
롤링
67300-N1-00
n
요점
작업 순서의 상세한 내용이나 파라미터의 내용에 관해서는 , 본 장의 각 항목을 참조해 주십시오 .