YCP10_Users_K.pdf - 第252页
2-7 • • 2 2.3 컨베이 어반 송벨 트 의텐션조 정 컨 베 이 어 는 , 벨 트 의 회 전 에 의 해 기 판 (PCB ) 을 반 송 합 니 다 . 컨 베 이 어 벨 트의 텐 션 ( 장 력 ) 이 너 무 약 하 면 , 풀리 와 의 사 이 에 서 벨 트가 미 끄 러 져 서 안 정 된 반 송을 할 수 없 게 됩 니 다 . 한편 , 텐 션 이 너 무 강하 면 , 벨 트가 마 모되 는 원…
2-6
• •
2
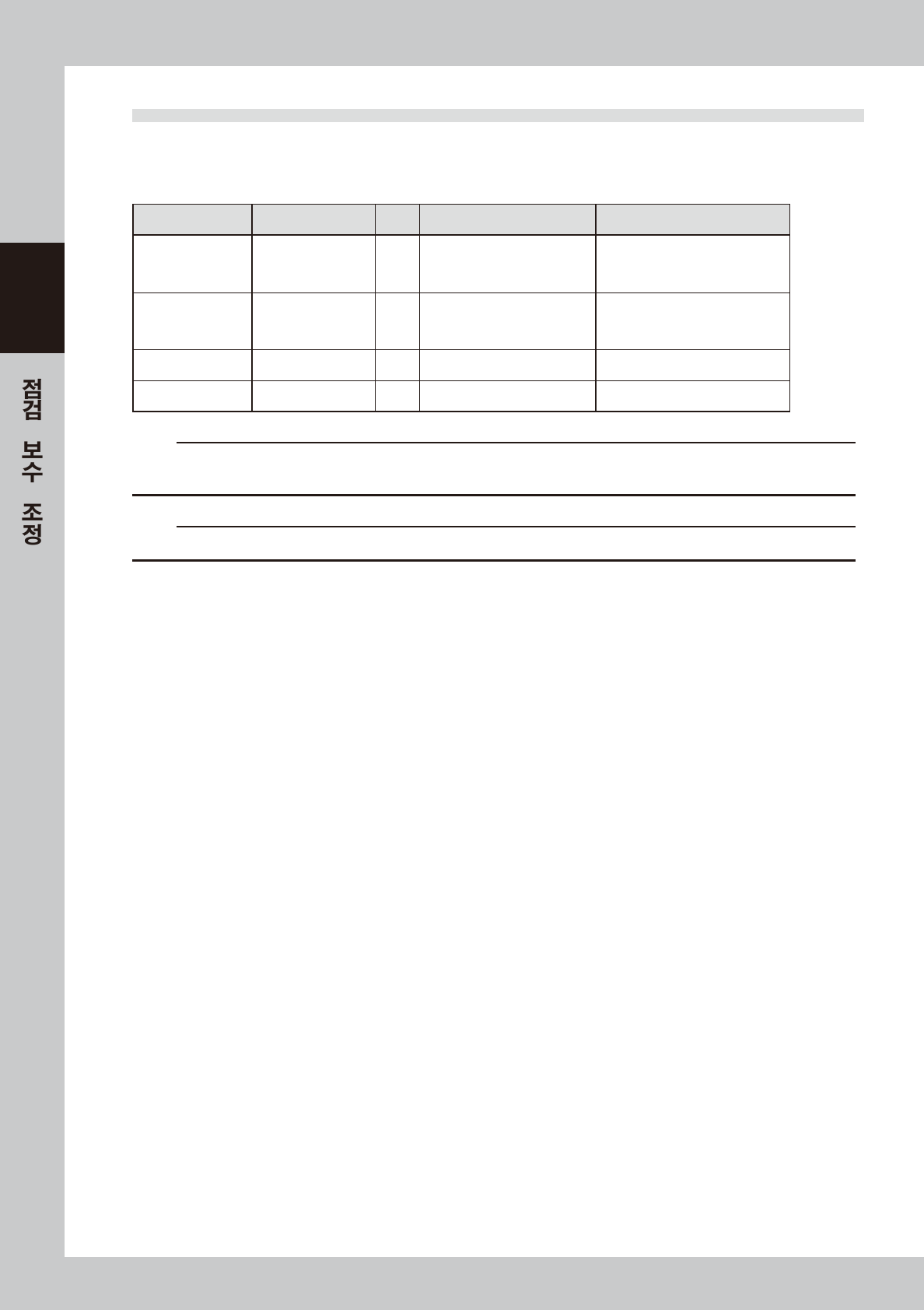
2.2 정기적으로교환이필요한부품
정기 점검시에 육안으로는 이상이 발견되지 않아도 , 수명과 열화의 정도가 예상될 경우가 있습니다.
장비의 성능을 유지하기 위해서 정기적으로 교환할 것을 권장합니다.
█
정기적교환부
부품번호 부품명칭 수량 사용부위 교환빈도
KLV-M37D9-00X TUBE 25 1
클리너 유닛의 측면에서 장비의
배면에 배치된 φ 25 블로워 호스
총 생산 수량이 각 레인 300 만장때
정기적으로 교환 .
KHU-M3756-01X PUMP 1 용제 펌프
블로워 동작횟수가 144 만회때 교환
「이력 2」 의 「클리너」 화면에서 확인
KLW-M91V-00X VALVE 1 밸브 2000 만번 구동때마다 교환
KHT-M362E-20X FILTER SUB ASSY 1 용제 펌프용 필터 용제 펌프를 교환할 때 같이 교환
c
주의
본매뉴얼에기재되어있는부품 ( 부품번호 ) 은발행시의것입니다 .
발주시에는 ,최신내용인지확인하여주십시오 .
c
주의
부품번호는예고없이변경될경우가있습니다 .발주시에는대리점에반드시확인해주십시오 .
2-7
• •
2
2.3 컨베이어반송벨트의텐션조정
컨베이어는 , 벨트의 회전에 의해 기판 (PCB) 을 반송합니다. 컨베이어 벨트의 텐션 ( 장력 )이 너무 약하면 , 풀리
와의 사이에서 벨트가 미끄러져서 안정된 반송을 할 수 없게 됩니다. 한편, 텐션이 너무 강하면 , 벨트가 마모되
는 원인이 됩니다.
컨베이어 벨트의 텐션 조정이 필요할 경우는, 다음과 같이 실시합니다. 가동측과 고정측 레일의 컨베이어
벨트를 동일하게 조정해 주십시오 .
█
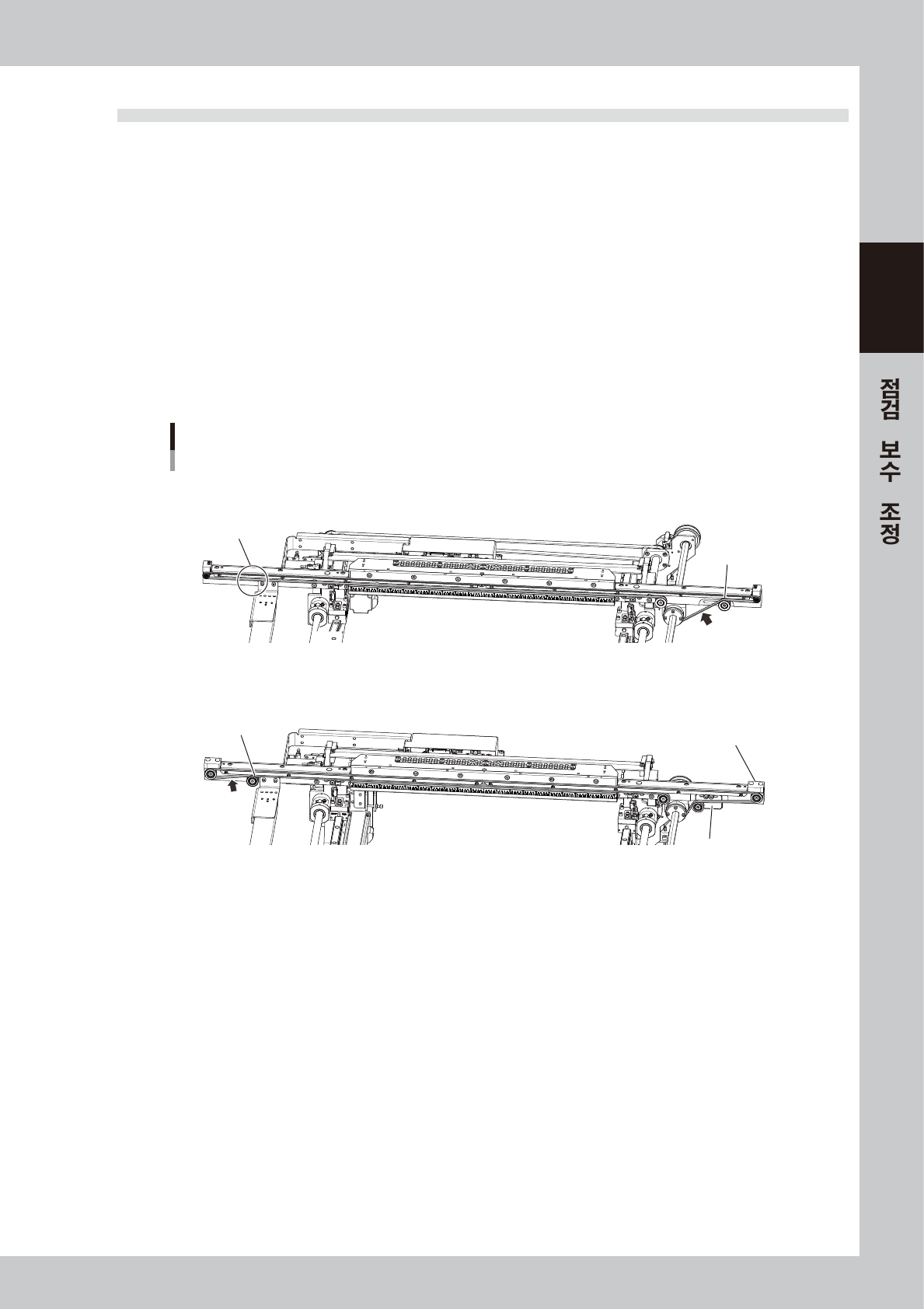
사용하고있는벨트를구분하는포인트
Type A (KLV-M9127-00X)
•
컨베이어의하류측 ( 출구앞쪽 ) 에아이들러가없다
•
텐션조정은텐셔너 ( 풀리 ) 를움직여서조정하는타입
Type B (KLV-M9127-01X)
•
컨베이어의하류측 ( 출구앞쪽 ) 에아이들러가있다
•
텐션조정은텐셔너를직접움지이지않고 , 텐션조정플레이트를움직여서조정하는타입
벨트의 타입별 구분
벨트Type A
벨트Type B
앤드 블록의 형상이 다르다
텐션 조정 플레이트
텐셔너(풀리)
아이들러 추가
아이들러 없음
텐션 측정위치
텐션 측정위치
57230 -N1- 00
█
준비물
•
육각렌치 (2.5mm,3mm,4mm,5mm)
•
텐션조절기
•
유성마커펜 ( 텐션의위치마킹 )
•
스케일 ( 측정SPAN계측 )
2-8
• •
2
2.3.1 벨트 TypeA
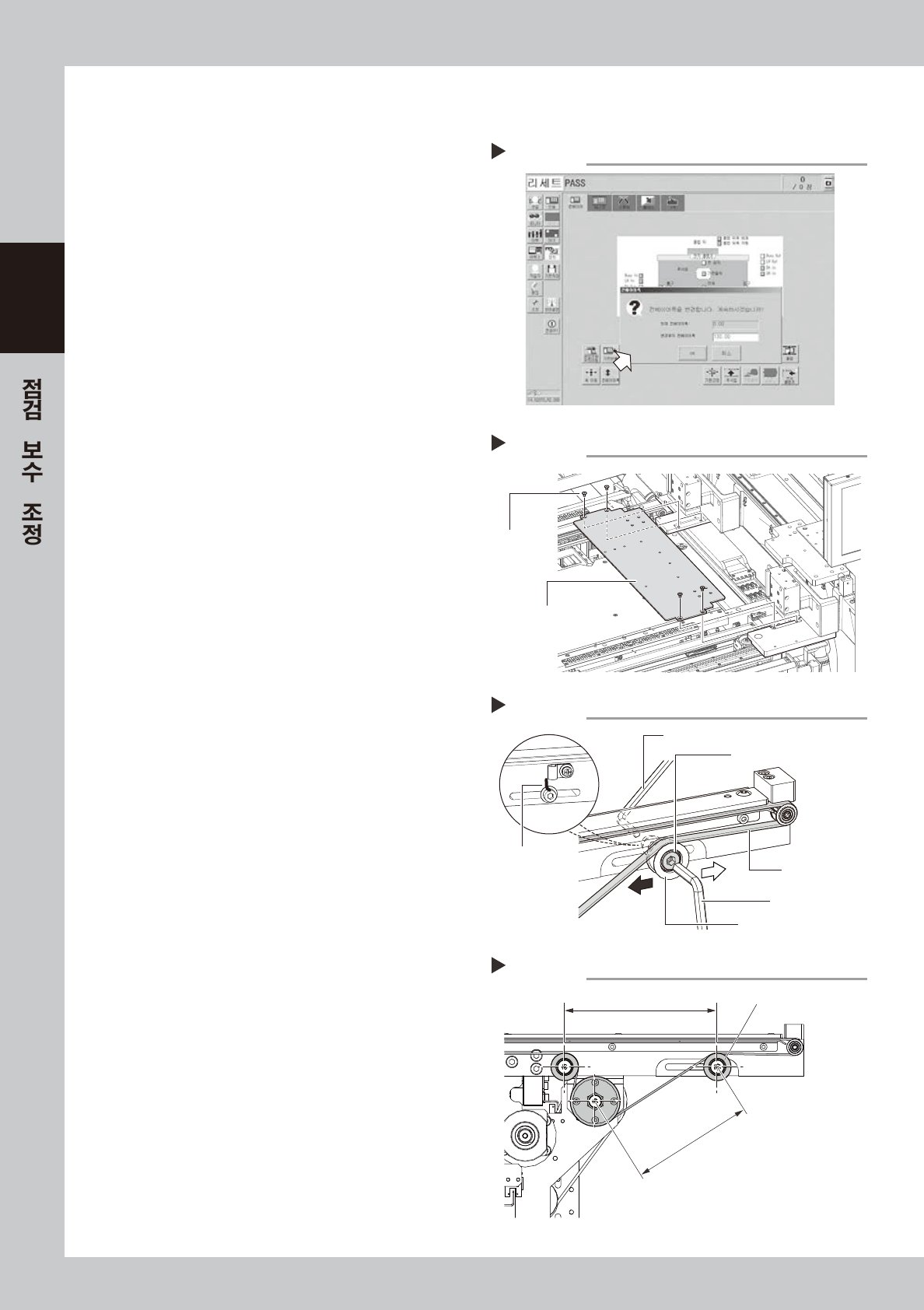
1
컨베이어폭을작업하기수월한폭으로
변경합니다 .
1. [ 컨베이어폭 ] 버튼을눌러서컨베이어폭
변경대화창을표시합니다 .
2.「변경후의컨베이어폭」란에육각렌치가들어
갈정도의수치를입력하고[OK] 버튼을누릅
니다 . 컨베이어가지정된폭으로변경됩니다 .
58202-N1- 0 0
e
2
비상정지버튼을누르고 ,상부도어를
오픈합니다 .
작업을안전하게실행하기위해서 ,반드시장비를
비상정지상태로해주십시오 .
3
마스크가이드플레이트를탈착합니다 .
육각렌치 (3mm) 로마스크가이드플레이트를고
정하고있는볼트 (4 개 ) 를분리하고 ,좌우에있
는마스크가이드플레이트를탈착합니다 .
57216 -N1-10
4
벨트의텐션을느슨하게합니다 .
1.벨트를느슨하게하기전에 ,텐셔너의현재위
치를마커펜으로마킹해둡니다 .
2.빠지지않을정도로육각렌치 (4mm,5mm) 로
텐션고정볼트를풀어주십시오 .
5
텐셔너를임시로고정합니다 .
텐션을강하게할경우는 ,텐셔너고정볼트의체
결위치를우측그림의검은색화살표방향으로 ,
텐션을약하게할경우는 ,흰색화살표방향으로
슬라이드시켜서임시로고정해둡니다 .
57221-N1-10
6
측정SPAN 을계측합니다 .
스케일로우측그림과같이SPAN( 풀리간의거
리 ) 을계측해주십시오 .
57226-N 1- 00
컨베이어 폭의 변경
Step 1
Step 3
마스크 가이드 플레이트의 탈착
볼트
마스크 가이드 플레이트
Step 4, 5
육각렌치(4mm)
육각렌치(5mm)
컨베이어 벨트
텐셔너(풀리)
텐셔너 고정볼트
마킹
컨베이어 반송벨트의 텐션조정
측정 SPAN의 계측
측정 SPAN
텐셔너
설정 SPAN
Step 6