YCP10_Users_K.pdf - 第140页
5-9 5 o. 컨베 이어모터 속 도 ( %) 컨베 이어 모터 ( 기 판반 송 ) 속도 를 설정 합니 다 . 장비설 정에 설정되 어 있 는 데 이 터 를 표 준 으로 하 여 + 측으로 50 %, - 측으 로 9 0% 까지 1 0% 단위로 설정 할 수 있 습니 다 . p. 반 송위치 확 인 반송 위 치 확인 여부를 설정 합니 다 . 보 통 「한다」로 설 정 합니 다 . 「한다」로 설정되 어 있…
5-8
5
Q. 기판 프레스 (옵션)
기판 전체가 휘어오르는 것을 교정하기 위한 기판 프레스의 「사용」「미사용」을 설정합니다 .(옵션의 기판프레스 유니트
를 장착한 장비만 사용 가능합니다 .)
R. 프레스 타이머 (msec)
옵션인 기판 프레스 유니트를 사용할 경우 그 작동시간을 설정합니다 .
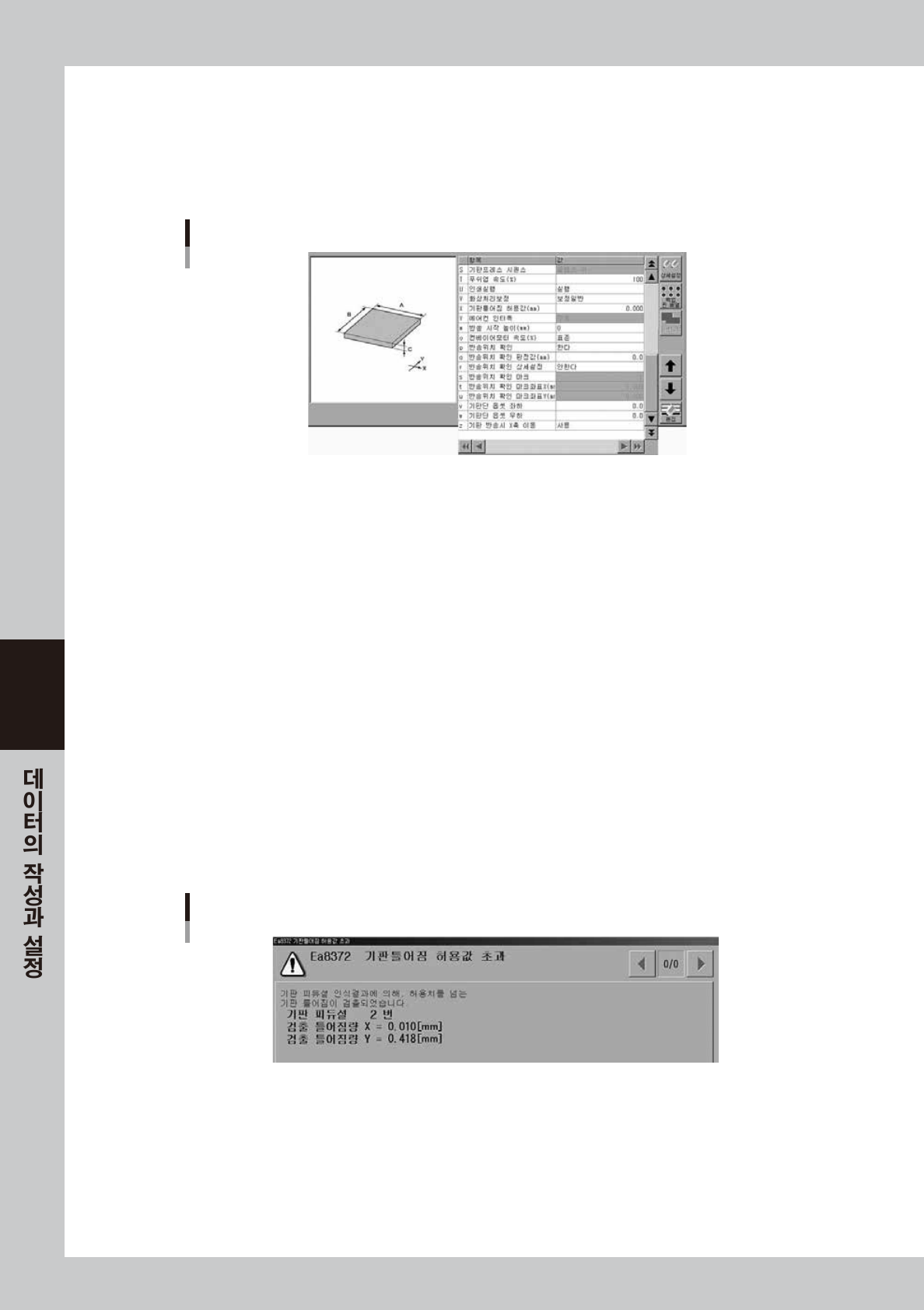
기판 파라미터 (2)
68510-N1-0 0
S. 기판프레스 시퀀스
옵션인 기판 프레스 유니트를 사용할 경우 그 작동시작을 엣지 클램프의 「클램프 앞」으로 할지「클램프 뒤」로 할지를 설
정합니다 .
T. 푸쉬업 속도 (%)
푸쉬업 플레이트의 상승
•
하강속도를 퍼센트로 지정합니다 . 보통은 100 으로 적당합니다만 , 면 받침 지그나 백업핀이 기
판에 닿을 때의 충격을 완화시킬 때는 수치를 내려 주십시오 .
U. 인쇄실행
「실행」을 선택하면 일반적인 인쇄운전을 합니다 .「스킵」을 선택하면 스퀴지 헤드에 인쇄압력을 가하지 않고 운전을 합
니다 .
V. 화상처리 보정
기판 피듀셜마크 인식시의 처리방법을 지정합니다 . 보통은「보정일반」으로 합니다 . 이 경우 마크인식 에러가 발생하게 되
면 장비는 에러정지됩니다 . 「에러무시」를 선택하면 마크인식 에러가 발생하여도 에러정지되지 않고 운전은 계속됩니다 .
X. 기판틀어짐 허용값
기판피듀셜 마크인식 위치 , 로컬피듀셜 마크인식 위치에서 체크할 기판의 변형 ( 틀어짐 ) 성분의 허용치를 설정합니다 .
허용치에 「0.00」이 입력된 경우는 틀어짐 체크는 실행되지 않습니다 . 자동 운전중에 기판피듀셜 마크 또는 로컬피듀셜
마크를 인식해서 얻은 변형 성분 계산치가 여기에서 설정한 허용치를 넘으면 에러 메시지가 표시되고 장비가 정지됩니다 .
에러메시지 화면을 닫은 후 , 그대로 기판을 인쇄할지 , 혹은 인쇄하지 않고 기판을 반출할지를 표시되는 대화창에 따라 선
택할 수 있습니다 .
기판틀어짐 허용값 초과
68511-N1- 00
Y. 에어컨 인터록 ( 옵션 )
옵션의 온도조정 유니트를 사용한 경우 이상온도 검출시 인터락 기능을「유효」로 할지 「무효」로 할지를 설정합니다 .
m. 반송시작 높이 (mm)
실장 종료후 , 컨베이어 출구로의 기판반송은 푸쉬업 유니트 하강후에 시작됩니다 . 이미 기판뒷면에 부품이 탑재되어 있는
경우는 , 푸쉬업 유니트가 충분히 하강하지 않으면 부품과 유니트가 간섭할 우려가 있습니다 . 이 파라미터에 의해 기판종
류별로 푸쉬업 유니트의 하강 높이를 지정할 수 있습니다 . 이면 실장완료 부품의 높이나 기판의 휘어짐 등에 의해 몇 mm
하강시킬 것인지 5~50mm 의 수치로 입력하여 주십시오 .
0mm 로 설정한 경우는 , 최대 하강높이까지 하강합니다 .
5-9
5
o. 컨베이어모터 속도 (%)
컨베이어 모터 ( 기판반송 ) 속도를 설정합니다 . 장비설정에 설정되어 있는 데이터를 표준으로 하여 + 측으로 50%, - 측으
로 90% 까지 10% 단위로 설정할 수 있습니다 .
p. 반송위치 확인
반송위치 확인 여부를 설정합니다 . 보통「한다」로 설정합니다 .
「한다」로 설정되어 있을 경우 , 반송된 기판이 고정되기 전에 피듀셜 카메라로 첫번재 피듀셜 마크를 인식하고 기판의
위치를 확인하는 동작을 실행합니다 .
q. 반송위치 확인 판정값 (mm)
반송위치 확인을 실행할 때 , 기판 위치의 수정 여부를 판정하는 값을 입력합니다 . 0.0~5.0mm 까지 입력할 수 있습니다 .
마크의 위치가 여기에서 설정한 범위에서 벗어나면 마크가 틀어진 만큼 기판을 이동시킵니다 .
( 이 파라미터는 ,「p: 반송위치 확인」을「한다」로 설정한 경우에 유효합니다 .)
r. 반송위치 확인 상세설정
피듀셜 마크 , 또는 첫번째 마크와는 다른 마크를 반송위치 확인에 사용할 경우에 설정합니다 . 보통「안한다」로 설정합니
다 . ( 이 파라미터는 ,「p: 반송위치 확인」을「한다」로 설정한 경우에 유효합니다 .)
s. 반송위치 확인 마크
반송위치 확인 상세설정에서 사용하는 마크의 번호를 입력합니다 . 입력 가능한 수치는 0~128 입니다 .
반송위치 확인에서 사용하는 마크는 , 마크조정을 실행해서 인식상태를 확인하고 , 마크 정보에 등록해 둘 필요가 있습니
다 .( 이 파라미터는 ,「r: 반송위치 확인 상세설정」을「한다」로 설정한 경우에 유효합니다 .)
t. 반송위치 확인 마크좌표 X(mm)
반송위치 확인 마크의 X 좌표를 입력합니다 .
( 이 파라미터는 ,「r: 반송위치 확인 상세설정」을「한다」로 설정한 경우에 유효합니다 .)
u. 반송위치 확인 마크좌표 Y(mm)
반송위치 확인 마크의 Y 좌표를 입력합니다 .
( 이 파라미터는 ,「r: 반송위치 확인 상세설정」을「한다」로 설정한 경우에 유효합니다 .)
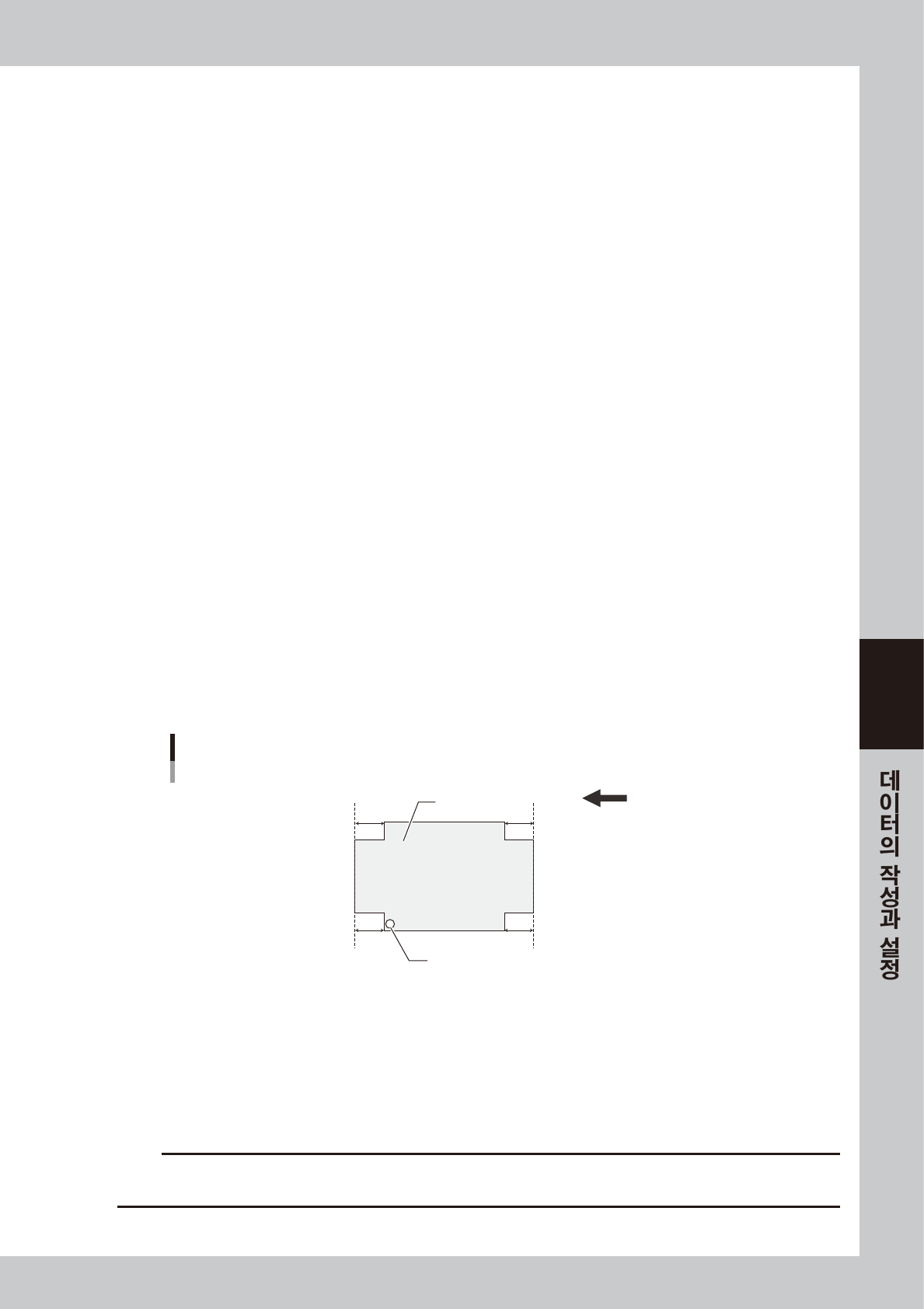
v. 기판단 옵셋 좌하 , w. 기판단 옵셋 우하
기판의 형상에 따라 기판단을 기판검출 센서가 검지할 수 없을 경우 , 기판단에서 센서 검지 위치까지의 거리를 [ 티칭 ]
버튼으로 티칭입력합니다 .
초기값은 0.0 입니다 . 사용하지 않을 경우는 초기값대로 해 둡니다 .
기판단 옵셋의 설정에 관해서는 , 제 3 장「3.2.2 기판단 옵셋」을 참조해 주십시오 .
기판단 옵셋
반송방향(우→좌)
기판단
기판
센서 검지 위치
기판단
v w
6752 8-N1-0 0
z. 기판 반송시 X 축 이동
상하류측 장비가 기판을 주고 받을 때에 인쇄 테이블 (X 축 ) 을 이동시킴으로써 , 이동에 따르는 타임로스를 최소화는 기능
입니다 .
사용 : 상하류측 장비가 기판을 주고 받을때에 X 축 ( 인쇄 테이블 ) 을 이동시켜서 기판을 반송합니다 .
미사용 : 상하류측 장비가 기판을 주고 받을때에 X 축 ( 인쇄 테이블 ) 은 이동하지 않습니다 . 택타임을
경감시키기 위해서는 ,「미사용」을 선택해 주십시오 .
c
주의
기판 반송시 X 축 이동은 , 기판 사이즈 X 가 100.0mm 이상의 경우에만 유효합니다 .
기판 사이즈 X 가 100.0mm 미만의 경우는 , 설정에 관계없이「사용」동작을 실행합니다 .
5-10
5
3.2 기판 데이터의 상세설정
[인쇄 ]-「기판」탭 화면의 [상세설정 ] 버튼을 누르면「육안 기판검사」「기판 틀어짐보정」「로컬 피듀셜」기능을
설정하기 위한 화면이 표시됩니다. 이들의 기능과 설정방법에 대해 설명합니다.
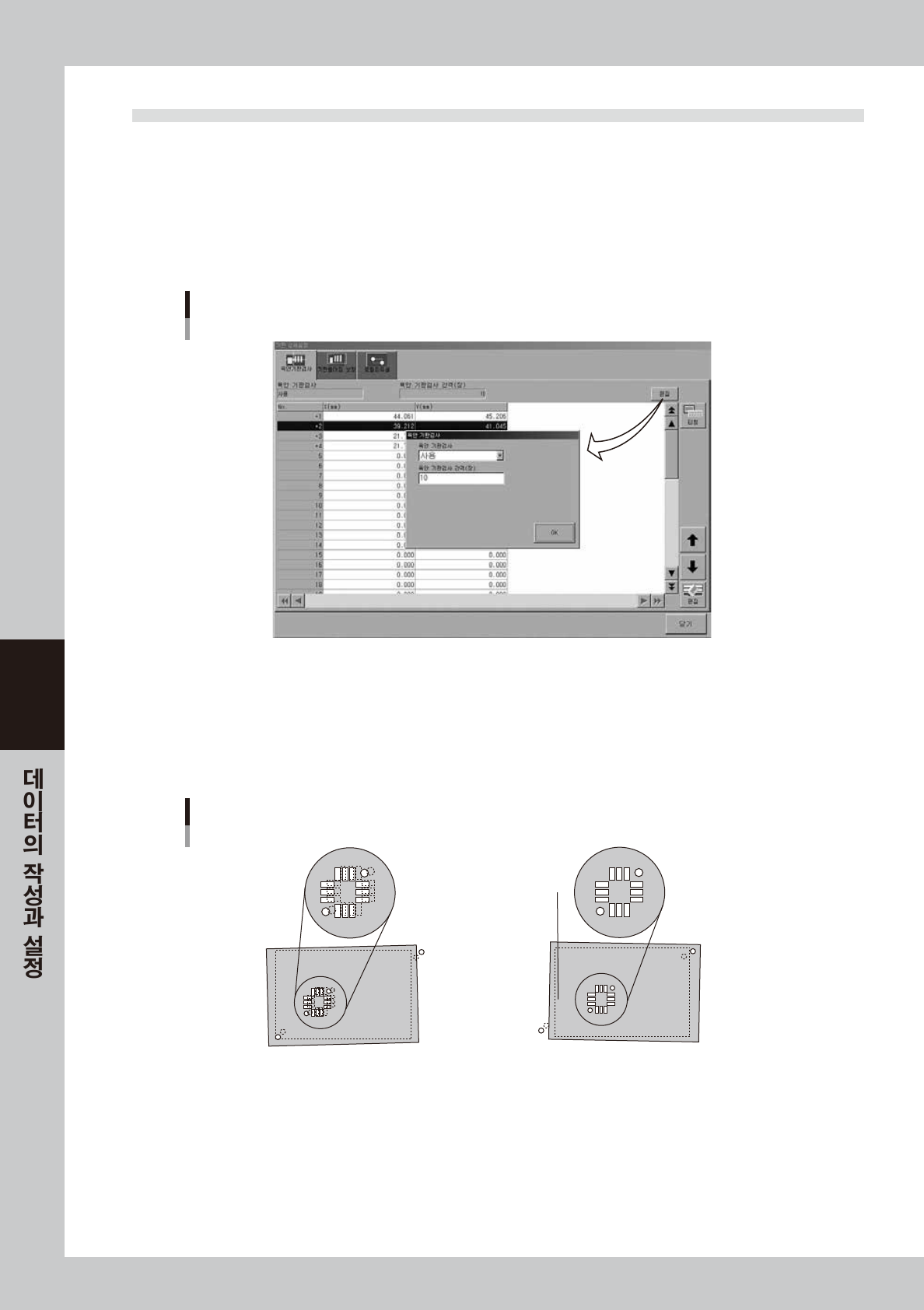
● 육안 기판검사
「육안 기판검사」탭 화면에서는 솔더인쇄 후 육안검사를 할 기판상의 좌표를 미리 입력할 수 있습니다 .( 본 장「9. 테스트
인쇄를 한다」를 참조해 주십시오 .) 이 화면의 [ 편집 ] 버튼을 누르면 「육안 기판검사」대화창이 표시되므로 이 기능의
「사용」「미사용」그리고 사용할 경우의 기판장수 간격을 설정합니다 .
「육안 기판검사」탭 화면
68512-N1-0 0
● 기판 틀어짐 보정
동일 로트의 기판 전체에 같은 경향의 늘어남과 틀어짐이 있거나 기판피듀셜 위치에만 같은 경향의 늘어남이나 틀어짐이
있으면 위치맞춤 옵셋의 조정으로 인쇄의 정밀도는 확보되어 있음에도 불구하고 인쇄검사 결과에 인쇄위치의 전체 틀어짐
이 발생할 수 있습니다 . 이런 경우 「기판 틀어짐 보정」 기능을 사용하면 기준이 되는 인쇄기판의 인쇄 검사결과 ( 솔더위
치 ) 에 따라 검사좌표 전체에 옵셋을 하고 올바른 인쇄위치를 판정할 수 있습니다 .
기판 틀어짐 보정 기능
1. 기판 피듀셜에 늘어남이나 틀어짐이 있으면
기판고정 틀어짐을 정확하게 보정할 수
없어서, 인쇄검사의 위치 틀어짐 결과에
전체적으로 틀어짐이 발생한다.
2. 패턴상에 정밀도 높게 인쇄된 솔더를
인쇄검사 카메라로 인식하고 틀어진 양을
인쇄검사 위치로 피드백한다.(전체 shift)
인쇄검사 기능(옵션)
67504-N1-0 0