JUKI_KE-2050-2060_MAINTE_CH维修要领.pdf - 第48页
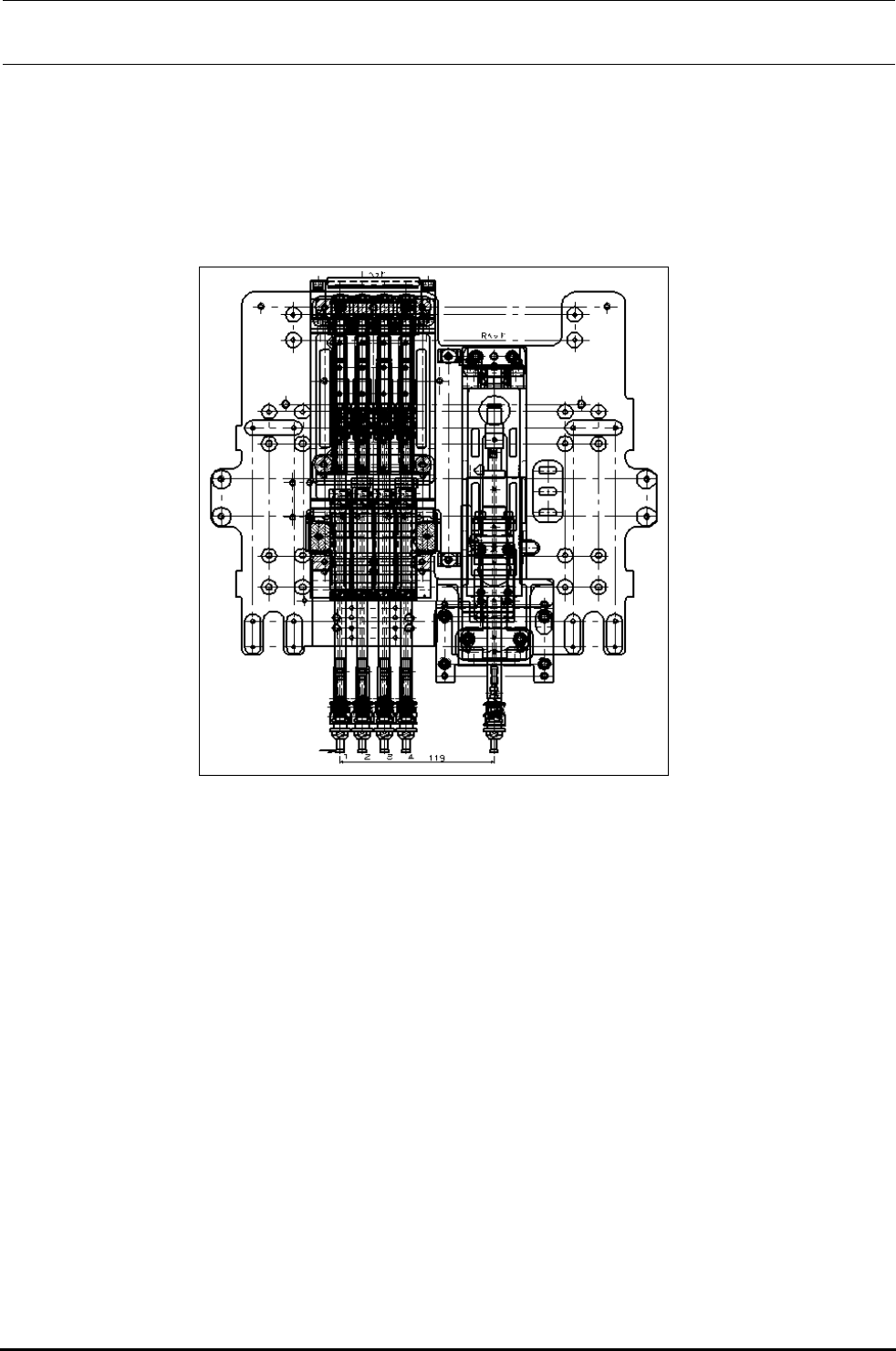
Rev2.00 维修调整要领书 ⑦ 一面注意避免贴装头向 X 方向移动,一面从 L1 贴装头上拆下治具吸嘴。 ⑧ 选择 HOD 的 “ HEAD ” 按钮,切换到 R1 贴装头。 通过这一操作,R1 贴装头自动移动到 L1 贴装头的回转中心 X 的位置。 (贴装头移动量=贴装头心距 119 mm) ⑨ 请把治具吸嘴装到 R 1贴装头上,以 HOD 操作 Z 軸,设置到[DOWN]高度。 ⑩ 以与⑥ 1)相 同的操作步骤,前后移动贴装头,…
Rev2.00
维修调整要领书
<贴装头心距调整的操作步骤>
① 启动机器,取消“原点复归”以退出。
请把MS参数的“激光偏差”、“右 1 贴装头”的“基板上面高度”定为0。然后进行“原点复归”。
② 原点复归完成后,请初步测取MS参数的“激光偏差”。
(心距调整完成后,重新进行调整。)
③ 请把MS参数“贴装头偏差”、“左 1 贴装头”和“右 1 贴装头”的各项目定为0。这时,请记下原来的
值。(调整完成后,请通过手工输入使左 1 贴装头恢复到原来的值。)
④ 请利用手动控制把治具吸嘴安装到 L1 贴装头上,以 HOD 操作 Z 軸,设置到[DOWN]高度。
⑤ 把千分表装在台架上,以 HOD 操作贴装头的 XY 軸,使触及治具吸嘴前端。
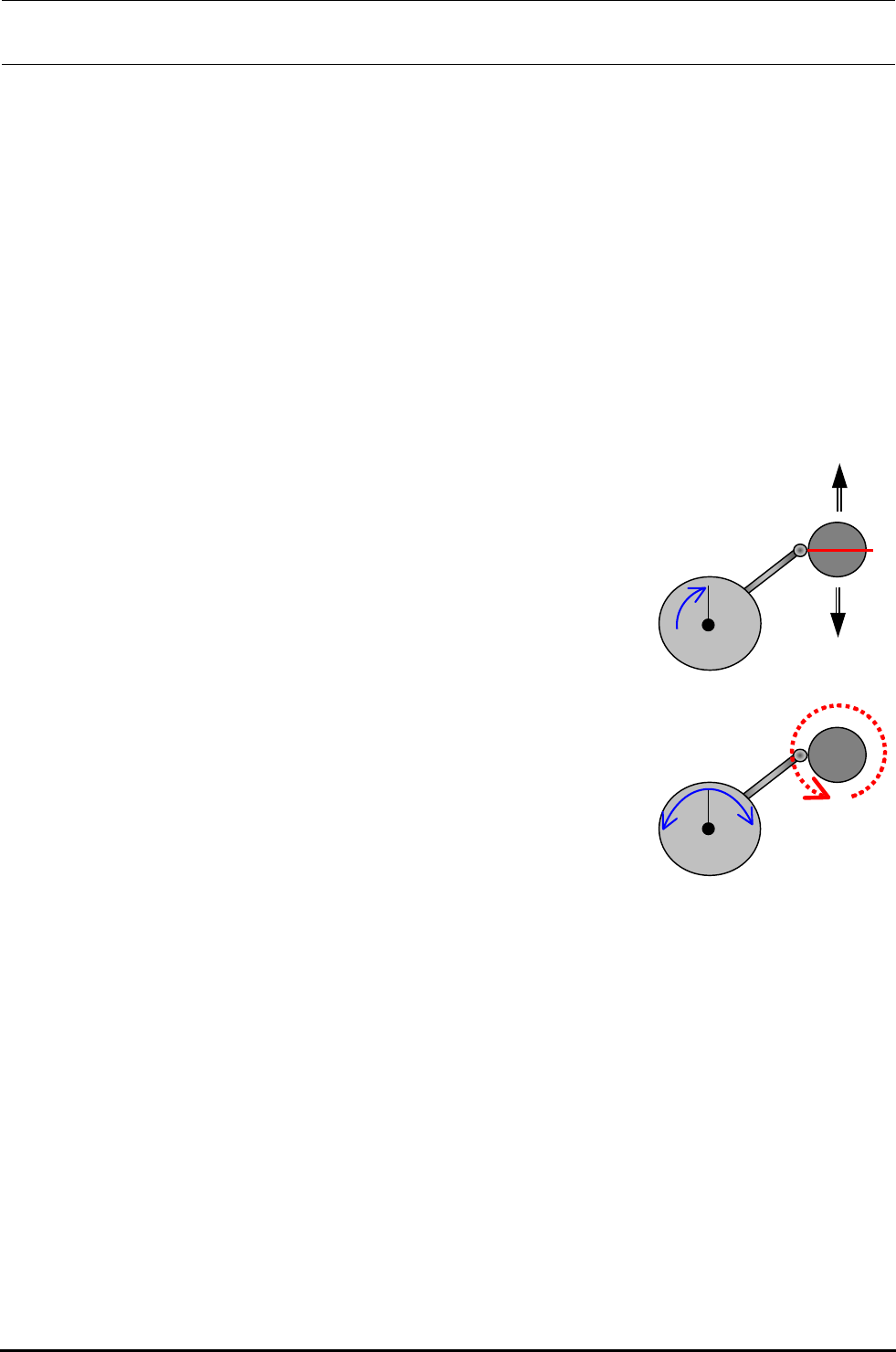
⑥ 用以下方法寻找贴装头的基准位置。
0
1) 以 HOD 操作 XY 軸,前后移动贴装头,当千分表指示值达最大
的位置作为回转中心 Y 方向。
2) 在保持回转中心 Y 的状态下,以 HOD 操作 θ 軸,使治具吸嘴旋
转,将度盘转到千分表指针位于振摆中心点的位置,以此为 0,
作为回转中心 X 方向。
3) 求得 L1 贴装头的基准位置后,请绝对不要向 X 方向移动。
要是向 X 方向移动过,请重新寻找回转中心。
2-4
Rev2.00
维修调整要领书
⑦ 一面注意避免贴装头向 X 方向移动,一面从 L1 贴装头上拆下治具吸嘴。
⑧ 选择 HOD 的“HEAD”按钮,切换到 R1 贴装头。
通过这一操作,R1 贴装头自动移动到 L1 贴装头的回转中心 X 的位置。
(贴装头移动量=贴装头心距 119 mm)
⑨ 请把治具吸嘴装到 R 1贴装头上,以 HOD 操作 Z 軸,设置到[DOWN]高度。
⑩ 以与⑥ 1)相同的操作步骤,前后移动贴装头,将千分表指示值达最大的位置作为回转中心 Y
方向。这时,如果治具吸嘴不触及千分表或接触过度,请松开R贴装头的 4 个固定螺丝,以贴装
头上侧的平行销为中心摇动贴装头进行调整。
⑪ 以与 2)相同的操作步骤,在保持回转中心 Y 的状态下,以 HOD 操作 θ 軸,使治具吸嘴旋转,将
千分表指针位于振摆中心点的位置作为回转中心 X 方向。在这一状态下,松开R贴装头的 4 个固
定螺丝,以贴装头上侧的平行销为中心摇动贴装头进行调整,使千分表的指针指向 0。
⑫ 请旋紧R贴装头的 4 个固定螺丝,确认千分表指针位于±0.02mm 以内。如果不在此规格内,请重
新进行第步的调整。
⑬ 贴装头心距调整后,必须重新输入MS参数。输入项目请参照2-9项。
注) 在贴装头和贴装头板之间插入着间隙片(上下 2 处)。
此间隙片是为了调整 MNLA 贴装头和 FMLA 贴装头的 Y 方向位置。
重新安装卸下的贴装头时,或安装其它贴装头时需要使用此间隙片,或使用相同厚度的间隙片。
安装时,请在间隙片上涂上微量的润滑脂,贴在贴装头板上,然后再安装到贴装头。
2-5
Rev2.00
维修调整要领书
2-2.马达的更换
2-2-1.Z马达(MNLA贴装头)
更换了Z马达之后,需要进行Z轴原点的位置调整,以及 Z 轴高度有关、激光有关的MS参数。(输入
项目请参照2-9项。)
1) 实施2-1-1项的1)~3),把②③倒向贴装
头的座侧。
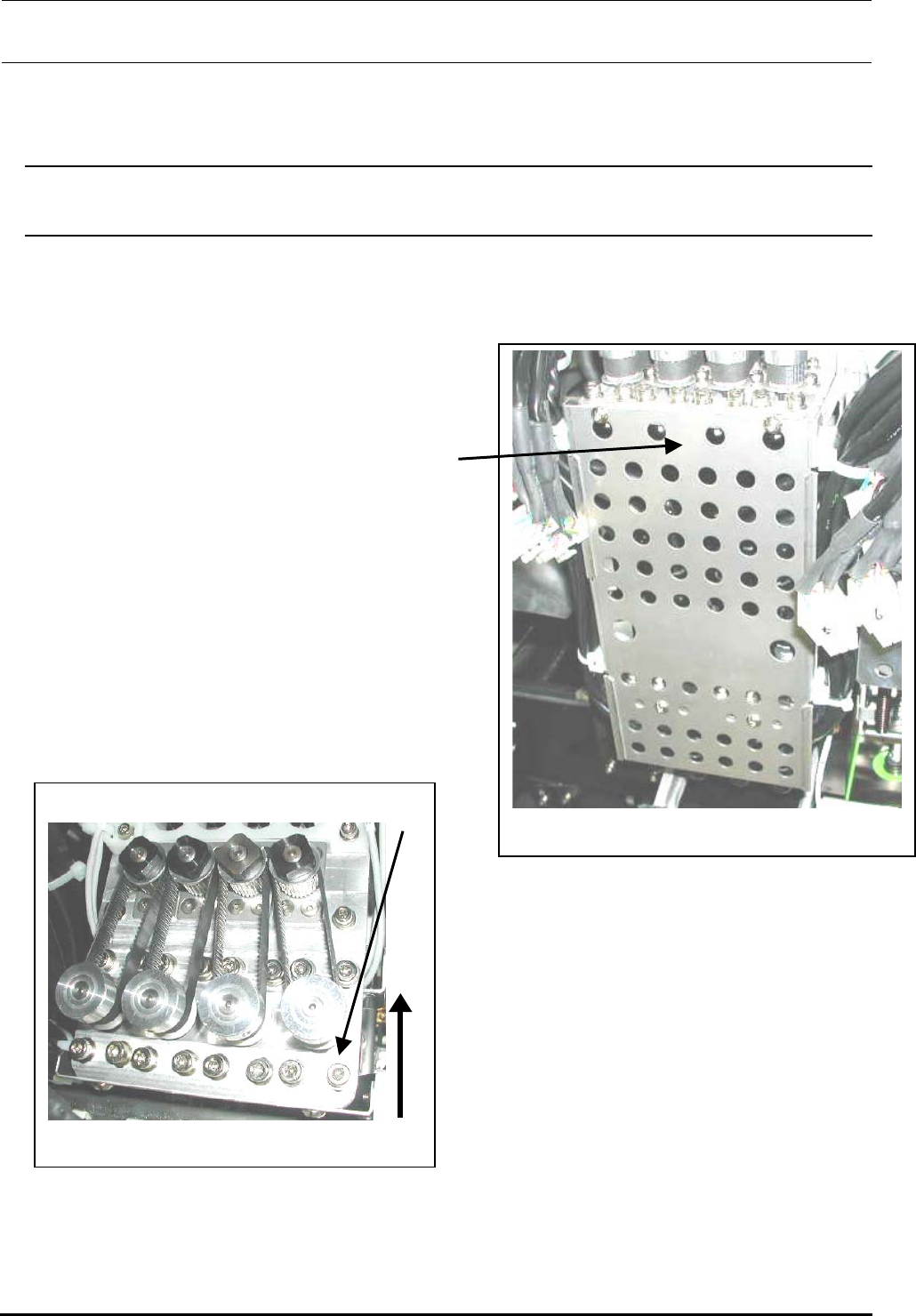
2) 卸下马达护罩⑩。 ⑩
切断(安装螺丝4个)束线带4根。
3) 卸下 Z
⑪
马达的安装螺丝 (4个),向箭头方向移
动马达,松开皮带。
4) 拧松皮带轮的固定螺丝2个,向上拔处 Z 马达皮带
轮,卸下 Z 马达。
5) 安装时,请按照相反的顺序进行。
6) 按照以下的顺序进行确认和调整。
图2-2-2
⑪
图2-2-1
2-6