JX-200_使用说明书.pdf - 第505页
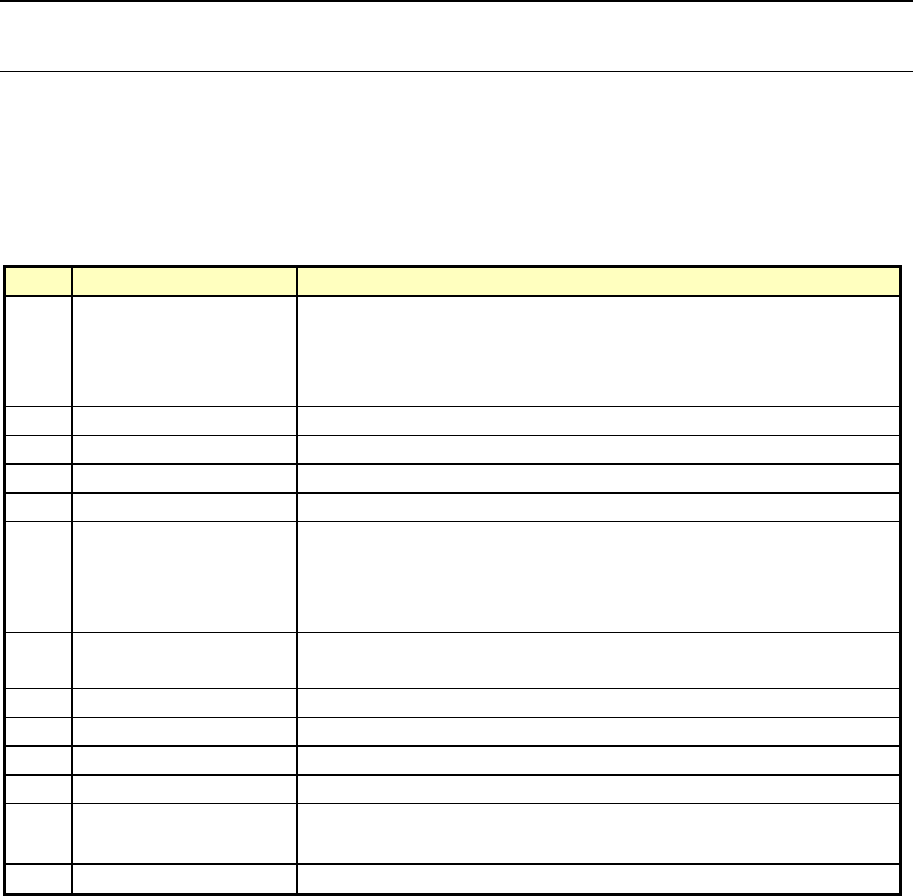
第 2 部 功能详细编 第 5 章 操作选项 5-2-7 生产的功能 3 选项的设置 设置生产时的动作。 图 5-2- 7 生产功能 3 选项 表 5-2- 7 生产(功能 3 )选项的设置项目及内容 No. 项目 内容 状态 动作及详细内容 1 每基板的 BOC 不做记号 认识顺序的最优化 生产时,变更识别 B OC 标记的顺序。 不进行每个基板的 B OC 标记识别顺序优化 进行每个基板的 B OC 标记识别顺序优化 5- 12
第 2 部 功能详细编 第 5 章 操作选项
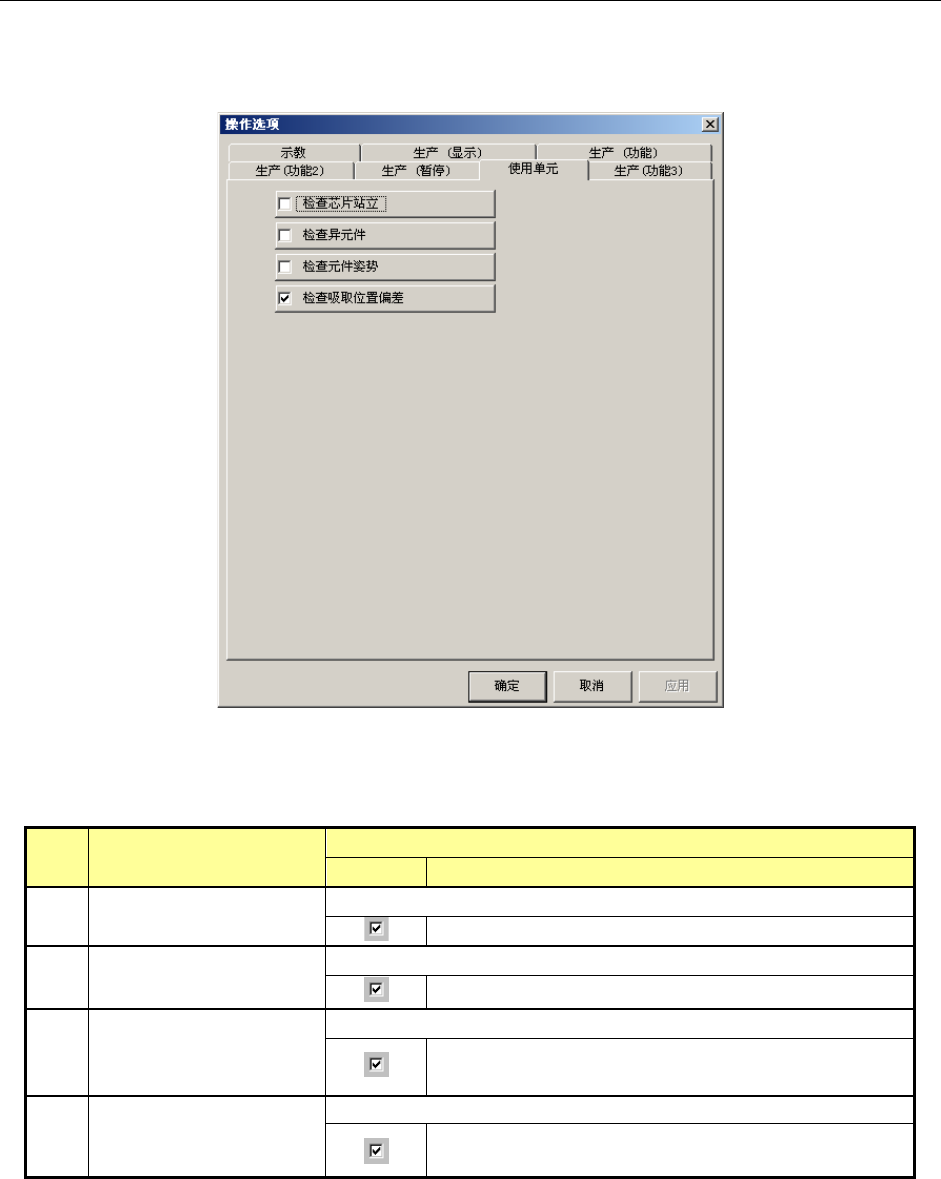
5-2-6 设置使用单元选项
在“元件数据”中,对每个元件逐一设置检查芯片站立、检查异元件、检查元件姿势。
在本画面上,进行最根本的设置。
在此取消选择后, “元件数据”的选择无效。
图 5-2-6 使用单元选项
表 5-2-6 使用单元的选项设置项目的细节和内容
序号
项目
内容
状态 动作及详细内容
1 检查芯片站立
设置执行元件数据的“芯片站立”检查。
元件数据的“芯片站立”有效。
2 检查异元件
设置元件数据的“检查异元件功能”。
元件数据的“异元件判定”有效。
3 检查元件姿势
设置执行元件姿势检查。
对元件数据的短边和长边的比率与测量结果的比率进
行比较,差值未控制在一定范围时,为元件姿势错误。
4
检查吸取位置偏差
设置执行检查吸取位置偏差功能。
吸取元件后,通过激光识别、或根据图像识别结果,判
定取位置偏离吸嘴中心的数值。
5-11
第 2 部 功能详细编 第 5 章 操作选项
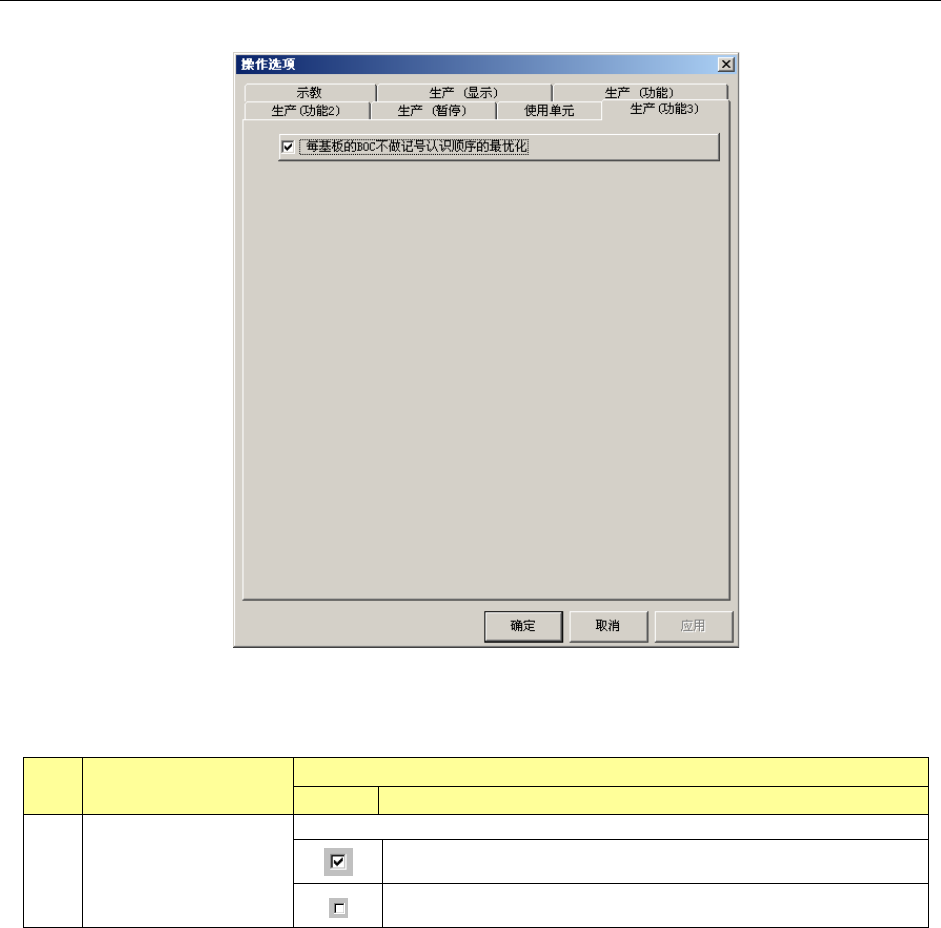
5-2-7 生产的功能 3 选项的设置
设置生产时的动作。
图 5-2-7 生产功能 3 选项
表 5-2-7 生产(功能 3)选项的设置项目及内容
No. 项目
内容
状态 动作及详细内容
1
每基板的 BOC 不做记号
认识顺序的最优化
生产时,变更识别 BOC 标记的顺序。
不进行每个基板的 BOC 标记识别顺序优化
进行每个基板的 BOC 标记识别顺序优化
5-12
第 2 部 功能详细编 第 6 章 机器设置
第 6 章 机器设置
6-1 概要
机器基本构成,包括吸嘴配置等,业已设置完毕。
机器构成若无变化,无需改变设置值。
若增加了吸嘴、更改了基准针位置等机器的构成有变化时,请对该部分进行重新设置。
清扫吸嘴后,进行机器定期检查时,请一并检查设置值。
表 6-1-1 机器设置的菜单构成
No. 机器设置组 设置内容
1 ATC 吸嘴配置
对 ATC 编号 1~26 分配吸嘴
分配的吸嘴编号、分配的吸嘴类型
分配的吸嘴安装在贴片头时的真空值
分配的吸嘴安装在贴片头时的吸嘴高度
2 无吸嘴时真空值 未安装吸嘴时的真空值
3 外形基准位置 从机器原点起的外形基准的位置
4 元件废弃位置 IC 元件的废弃位置、芯片元件的废弃位置
5 Head 待命位置 元件保护暂停位置
6 使用单元 因故障等原因在生产中无法使用设备单元(贴片头等)时,设置为
“不使用”。
· 如果在本项目中设置为不使用,即使没有该设备单元则完全
不能生产基板,也可正常退出生产。
7 基板传送 基板传送传感器延迟(对缺口、穿孔基板传送传感器延迟)、延迟
单位(时间“ms”或长度“mm”)
8 信号灯 设置各动作阶段的信号灯模式
9 坏板标记示教 获得坏板标记 ON/OFF 基准值
10 VCS 脏污检查 设置 VCS 脏污检查的脏污检测级别。
11 设置标记识别速度 设置 BOC 标记、区域标记识别速度
12
激光面接触检查 设置激光面接触检查容限值
设置检查位置偏移量/检查元件最小尺寸/检查范围
13
镀锡识别照明 设定焊锡照明的照明图案。
6-1