JX-200_使用说明书.pdf - 第769页
附录 B LED 贴装的要点 附录 B 关于 LED 贴装时的要点 贴装 LED (或异形元件)时,有几个要点。 制作生产程序时,考虑下述几个要点,有助于提高贴片精度与贴装效率。 现列举几种有代表性的 LED 形状,以资参考。 ① 方形芯片型…………箱型形状 ② 方形芯片 LED 型……在基板上树脂模压的阶梯差形状 ③ 圆顶型………………在基板上树脂模压的半球形状 ④ 侧面发光型( side view )……侧面投光的物体,从上面投影时…
附录 A 用语集
● 机器坐标原点
机器坐标原点是指:当执行返回原点运行后,OCC进行CAL块上的第一标记的识别。识别结
束后,从机器前部看,OCC向左前部移动返回原点运行结束。此时的OCC位置是坐标上的
原点。即,变为(X=0,Y=0)的位置,以此为基础进行各坐标的展开。
返回原点时,OCC进行CAL块第一标记的识别,从原点到第一标记的距离由软件决定,可以
明白相对于该距离第一标记偏离设计尺寸多少。此时,XY标记的偏差和设计尺寸的差为偏
移值,修正后,返回原点坐标。该位置为正确的坐标原点。
● 焊盘(Land)
也叫底座。为了安装引脚或电极而在基板上设置的焊接用的焊盘。
● 引脚
元件端部安装的导电材料。元件安装时,焊接该部分以与基板结合。
A-8
附录 B LED 贴装的要点
附录 B
关于
LED
贴装时的要点
贴装 LED(或异形元件)时,有几个要点。
制作生产程序时,考虑下述几个要点,有助于提高贴片精度与贴装效率。
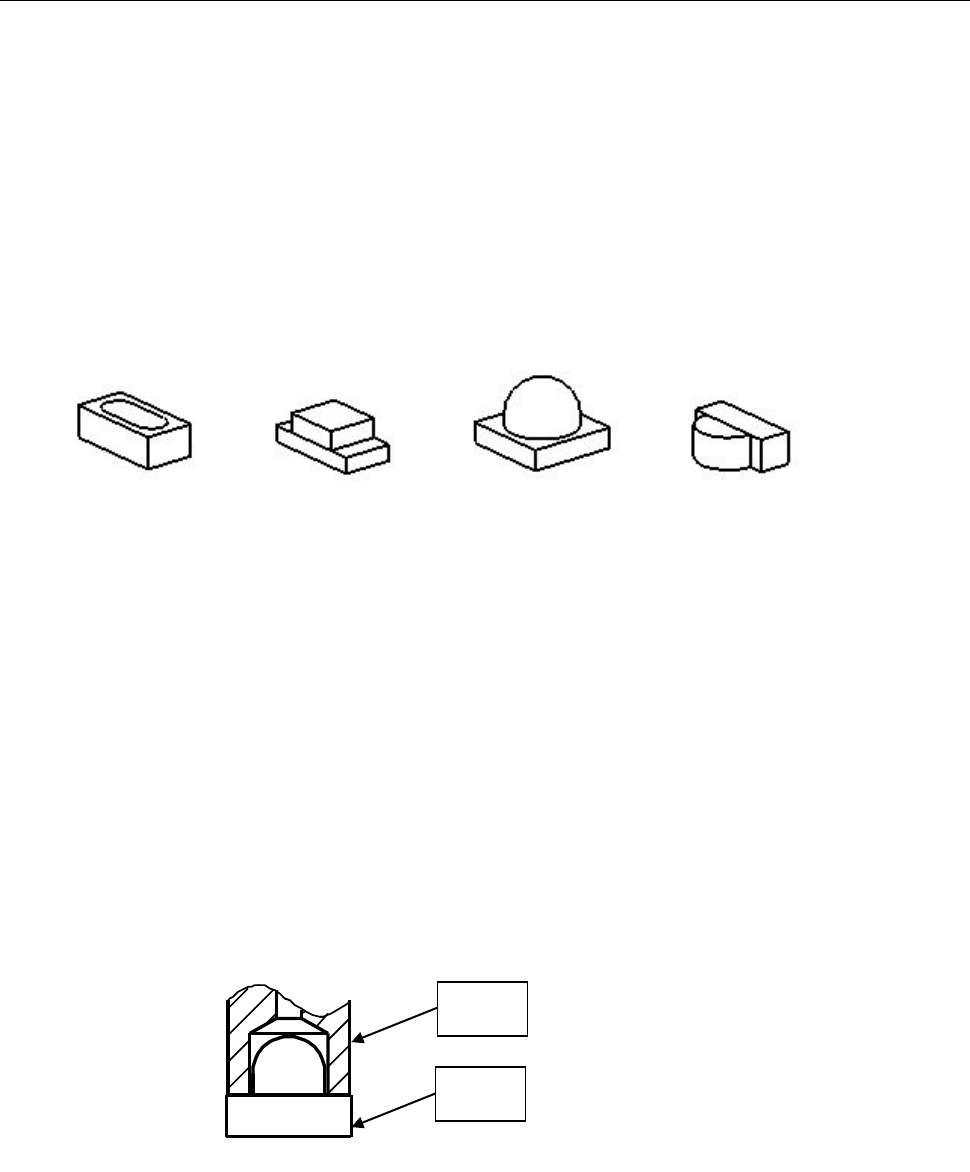
现列举几种有代表性的 LED 形状,以资参考。
① 方形芯片型…………箱型形状
② 方形芯片 LED 型……在基板上树脂模压的阶梯差形状
③ 圆顶型………………在基板上树脂模压的半球形状
④ 侧面发光型(side view)……侧面投光的物体,从上面投影时为非四角形的形状。
图 1 有代表性的 LED 形状
1. 吸嘴的选择
①、②、④,只要尺寸符合,则可用标准吸嘴对应。
但,不同的要素对 LED 要素部分的冲击受到限制。
(详细情况,请参见各 LED 厂家的商品介绍。)
遇此情况,必须选择可避免 LED 元素的尖端形状的吸嘴,或变更Z轴速度(参见下述)。
对于③,若使用标准吸嘴对应,因要吸取该元件表面的球形部分,有时吸取会不稳定。
推荐采用吸嘴罩住球形部、吸嘴尖可接触到安装部位为球形状安装面的特别订货吸嘴。(参见图 2)
标准吸嘴不能对应时,需要特殊订货对应。
有关特殊订货吸嘴事宜,请参见 JUKI 网页,或垂询 JUKI 客服部。
图 2 对应圆顶型的吸嘴尖头形状示例
①方形芯片型 ②方形芯片 LED 型
③圆顶型
④侧面发光(side view)型
吸嘴
元件
B-1
附录 B LED 贴装的要点
2.元件类型与激光高度
选择了元件类型(参见 4-3-5-2-1 初始画面 (2)),即可自动确定激光高度(参见 4-3-5-2-5 扩展 (4))。
若是 LED,推荐选择以下类型。
类似①型的,元件的Z方向的横断面形状的任何高度等同的元件,应选择“方形芯片”。
③型,使用图 2 吸嘴吸取时,④的情况也相同。
(注)对③,使用类似图 2 的吸嘴吸取时,元件高度只是基础部的高度。
类似②的阶梯型形状的,则应选择“方形芯片 LED”。
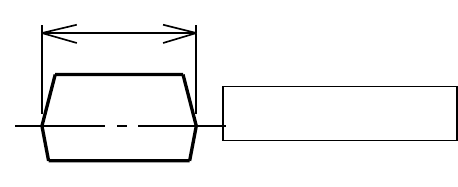
对于类似图 3 侧面有角度的元件,自动确定的高度有时并不成为最佳位置。遇此情况,请变更「激光
高度」。
测量元件形状,推荐以测量结果与产品介绍目录记载的外形形状尺寸值(在元件数据上输入的外形尺
寸值)大体相等的高度为最佳高度。
通过实施测量(参见 4-5-4-2),可确认激光高度位置的测量值,请与外形尺寸进行比较。
图 3 推荐的激光高度位置示例
3.Z轴移动速度
对于 1.所述的对要素的冲击受到限制、或要吸取有粘着性的表面时,通过降低Z轴动作速度的方法,
有时可以对应。(参见 4-3-5-2-5 扩展 (1))
请将吸取Z下降、吸着Z上升、贴片Z下降、贴片Z上升的速度,变更为中速、或低速。
对冲击问题,通过变更各项下降速度,对粘着性问题,通过变更各项上升速度,可达到一定效果。
但是,贴片速度会下降。
4.元件形状
类似④所示的元件的Z方向横断面形状为非四角型的元件,有时可通过变更元件形状(参见 4-3-5-2-5
扩展 (5)),提高贴片精度及贴装效率。
请在灵活、灵活 2、灵活 3 中,选择确认。
有的元件形状,无法用上述办法对应。遇到此种情况,请垂询客服部。
外形尺寸
推荐的激光高度位置
B-2