MIL-STD-202H.pdf - 第224页
MI L - S TD - 202 - 217 4.2.3.3 T esting . M oun t u ni t u nder t e s t i n t he c ent e r of ac o u s t i c t r an s du c er w i t h l ar ge s t f l a t surface dow n (paragraph 4b) . Energi z e s ha k er a nd m oni t …
MIL-STD-202-217
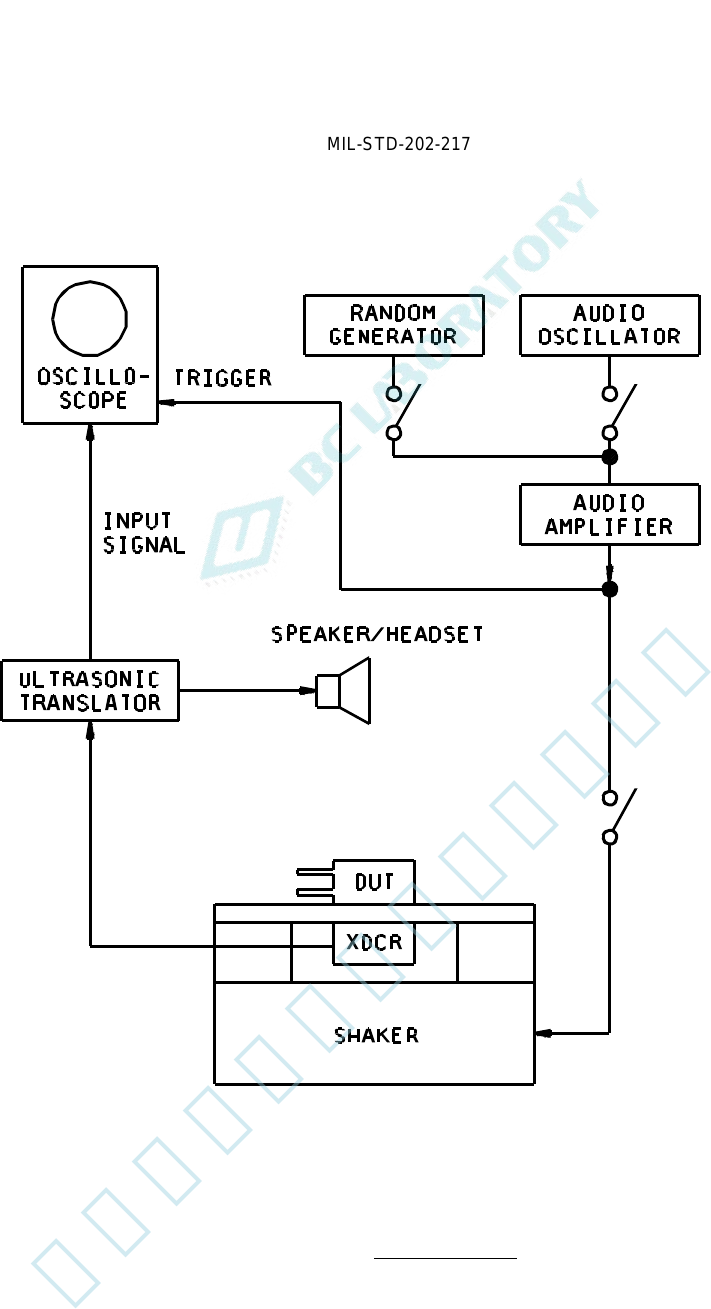
4.2. Procedure. Test equipment shall be assembled as shown on figure 1. System calibration, as defined in
4.2.1b, shall be performed at the following intervals:
a. Each time equipment is turned on.
b. Each change of operators.
c. At initial and completion of test for each group of devices.
d. Every four hours throughout testing.
Whenever system sensitivity is found to be below specified minimum, all units tested subsequent to previous
acceptable calibration shall be retested. Units rejected for particle noise shall not be reworked or retested for the
purpose of acceptance. Units rejected for excessive mechanism noise may be retested for the purpose of eliminating
the mechanism noise.
4.2.1 Calibration.
a. Each unit of test equipment subject to calibration shall be maintained in accordance with NCSL Z540.3.
b. System calibration shall consist of verifying the proper oscilloscope pattern while calibration unit is being
energized by the shaker head at the frequency and acceleration specified in 4.2.2. Calibration shall also
include elimination of extraneous noise which interferes with proper performance of the test.
c. Test the system with a container (size approximately ½" (12.7 mm) X 1" (25.4 mm) X 1" (25.4 mm) or
smaller) which contains a 60/40 solder ball with a diameter of 0.005’’. Listen to the audible sound and
observe the oscilloscope response to the solder ball.
d. Test the system with a container (size approximately 1/2" (12.7 mm) X 1" (25.4 mm) X 1" (25.4 mm) or
smaller) which contains no particle, and compare the audible sound and the oscilloscope response to the
results of step c to insure that particles are detectable.
4.2.2 Test setup. The area in which the PIND system is used shall be carefully selected to avoid external
interference from electrical and mechanical noise which will decrease the effectiveness of the test.
a. Set audio oscillator to 27 ±1 Hz.
b. Adjust audio amplifier to produce 3-5g (.07" (1.78 mm) - .14" (3.56 mm) displacement) at shaker head.
c. Check mechanical and electrical systems to minimize background noise. Background noise shall not
increase more than 3 dB when shaker is placed in operation (except shaker reversal noise) and total system
noise shall not exceed 20 mV. Adjust oscilloscope trace to less than 4 divisions displacement and center
shaker reversal noise as shown on figure 2a. No other noise spikes shall be detectable.
d. Adjust audio output to comfortable level.
e. With calibration unit mounted on shaker verify proper oscilloscope and system sensitivity to produce random
noise spikes of 40 mV minimum (figure 2c).
4.2.3 Test procedure.
4.2.3.1 Degausing. Devices not incorporating permanent magnets and devices being tested prior to final
magnetization shall be degaused prior to PIND testing.
4.2.3.2 Lead protection. When a device incorporates relatively long and flexible leads, the leads shall be suitably
restrained from striking the shaker/fixture or striking each other during test. Care shall be taken to prevent damage
caused by resonance.
2
北测(上海)电子科技有限公司
联系方式:xuyj@beice-sh.com 13917165676
MIL-STD-202-217
4.2.3.3 Testing. Mount unit under test in the center of acoustic transducer with largest flat surface down
(paragraph 4b). Energize shaker and monitor for visual and audible evidence of loose internal material as evidenced
by nonperiodic noise spikes (figure 2c). A single burst of noise is cause for rejection whether or not the indication can
be repeated.
Allow test to proceed for approximately 5 seconds. If no failure is detected, apply a random acceleration for 3
seconds maximum or 3 to 5 shock pulses (not to exceed the rating of the device) perpendicular to the axis of
vibration (see figure 3). Monitor for 5 seconds then repeat random vibration or shocks and monitor for an additional 5
seconds (30 seconds maximum per axis).
NOTE: If excessive mechanism noise occurs (figure 2d) such that particle noise would be undetectable, the following
action may be taken to reduce the noise:
a. Reorient unit by rotation about the shaker axis.
b. Change shaker amplitude within the specified limits.
c. Tilt shaker axis off vertical in any direction (not exceeding 30°) to provide a gravitational side component to
the shaker acceleration.
d. With approval of the procuring agency, a different test frequency may be established for a given device.
e. Cancel out periodic noise.
If no particle is detected rotate unit to another flat surface providing vibration in a different axis. Repeat above test for
not to exceed 30 seconds. Units shall not be tested with terminals or other non-cavity portions of the assembly in
contact with the transducer.
4.2.3.4 Marking. If specified (see 5.1d), those units which successfully pass PIND test shall be marked "PIND" on
any surface providing existing markings are not obscured.
4.2.3.5 Failed units. Those units which exhibit either particle noise or excessive mechanism noise which cannot
be eliminated as described in 4.2.3.3 shall be rejected from the lot.
5. DETAILED REQUIREMENTS
5.1 Summary. The following details are to be specified in the individual specification:
a. Test frequency and acceleration if other than specified.
b. Axes of vibration if other than specified.
c. Test duration if other than specified.
d. Test acceptance marking if specified.
e. Frequency and magnitude of random noise generator shall be specified.
3
北测(上海)电子科技有限公司
联系方式:xuyj@beice-sh.com 13917165676
MIL-STD-202-217
FIGURE 1. Typical test circuit.
4
北测(上海)电子科技有限公司
联系方式:xuyj@beice-sh.com 13917165676