FX-2_动作说明书.pdf - 第27页
Rev1.0 动作说明书 3-14 3-3-4 .传送异常错误 异常种类 内容 IN 缓冲异常 1 ) IN 马达 ON 后, IN 传感器 3 秒以上 ON 。 2 ) IN 马达转动时, IN 传感器和 WAIT 传感器同时变为 ON 。 3) IN 传感器 ON ,从 IN 马达开始转动起 6 秒钟之后, WAIT 传感器也不 ON 。 ( 有关时间,由机械控制参数决定) 4) 从 IN 缓冲向入口侧中心站过度经 6 秒之后也不结…
Rev1.0
动作说明书
3-13
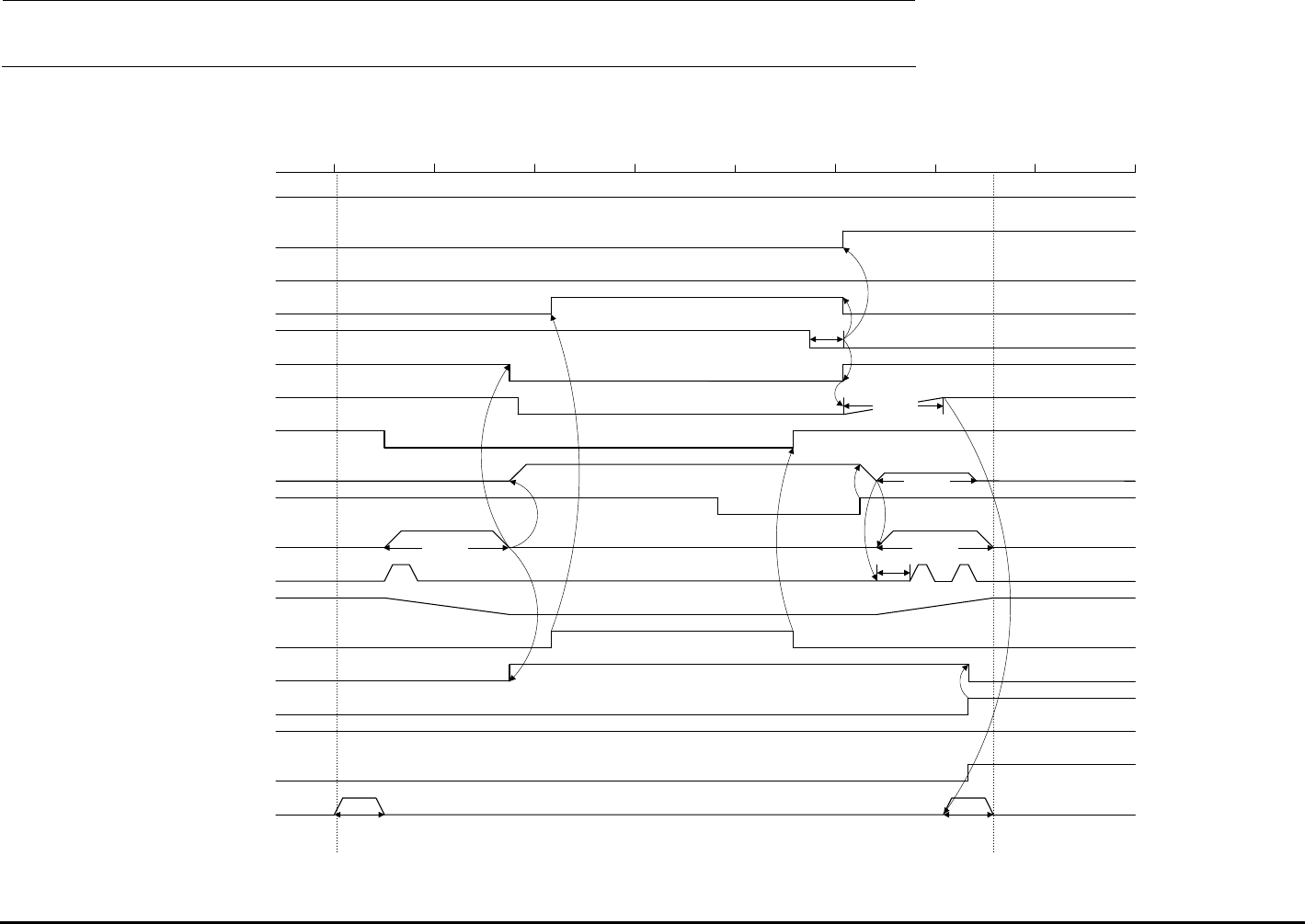
3-3-3.基板传送时间曲线图
Board Available in signal
Ready Out Signal
IN Sensor
IN Motor
Wait Sensor
Check Cylinder
Check Cylinder Sensor
Center Stopper
Center Motor
Stop Sensor
Support Table Motor
Y Clamp Motor
Support Table Encoder
C Out Sensor
Out Motor
Out Sensor
Ready In Signal
Board Available out signal
Y table
250
msec
250
msec
600msec
200
msec
600msec
500msec
500msec
200
msec
500 1000 1500 2000 2500 3000 3500 40000msec
←Production →Production
Rev1.0
动作说明书
3-14
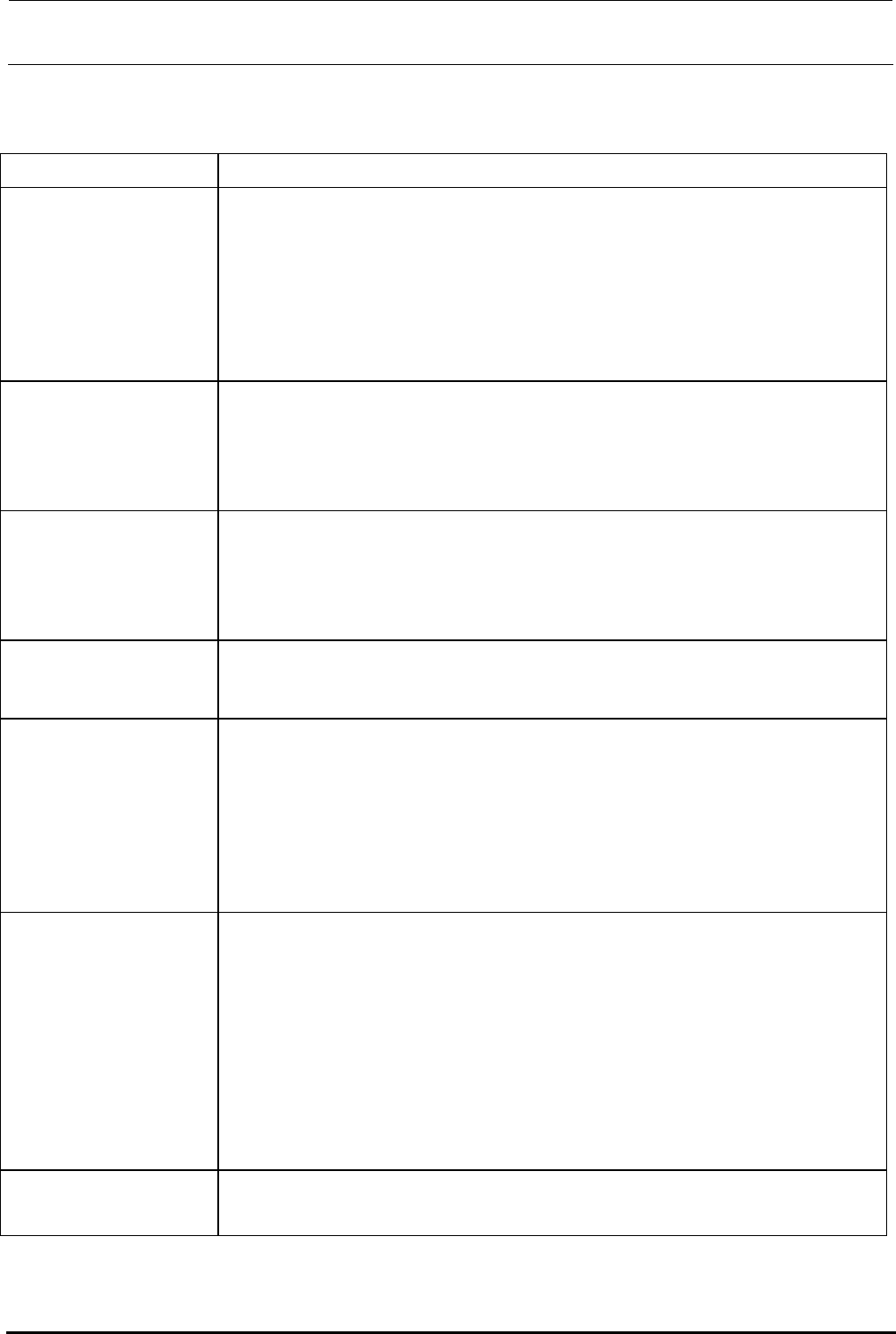
3-3-4.传送异常错误
异常种类 内容
IN 缓冲异常 1) IN 马达 ON 后,IN 传感器 3 秒以上 ON。
2)IN 马达转动时,IN 传感器和 WAIT 传感器同时变为 ON。
3) IN 传感器 ON,从 IN 马达开始转动起 6 秒钟之后,WAIT 传感器也不 ON。
(有关时间,由机械控制参数决定)
4) 从 IN 缓冲向入口侧中心站过度经 6 秒之后也不结束。
(有关时间,由机械控制参数决定)
入口侧中心站异常 1) 入口侧中心马达连续转动 6 秒钟以上。
2) 入口侧 C・OUT 传感器 ON,入口侧 STOP 传感器 OFF->ON。
3) 从入口侧中心站向出口侧中心站过度经 6 秒之后也不结束。
(有关时间,由机械控制参数决定)
OUT 缓冲异常 1) OUT 马达连续 6 秒钟以上连续转动。
2) 出口侧 C・OUT 传感器和 OUT 传感器通知变为 ON。
3) 从 ReadyIN(ON)信号检测向后续工程过度经 6 秒之后也不结束。
(有关时间,由机械控制参数决定)
后备异常 1) 后备马达上升结束时,T・PIN 传感器 ON(孔基准时)。
检测气缸错误 1) 使传送装置的机械位置初始化时,IN 检测气缸虽开始上升,但不在 2 秒钟之
内结束上升。
(关于时间,由机械控制参数决定)
2) 基板通过 IN 缓冲区后,IN 检验气缸虽开始上升,但不在 2 秒钟之内结束上
升。
(关于时间,由机械控制参数决定)
PWB 检测传感器错误 1) 使传送装置的机械位置初始化时,PWB 检测传感器为 ON。
2) 传送装置动作前进行传送通路上的基板有无检测时,PWB 检测传感器为
ON。
3) 基板向中央缓冲区传送结束(STOP 传感器 ON)的时间点上,PWB 检测传
感器为 ON。
4) 在基板夹紧结束的时间点上,PWB 检测传感器为 ON。
5) 重夹过程中,基板向夹紧动作开始位置移动结束(STOP 传感器 ON)的时
间点上,PWB 检测传感器为 ON。
其他 1) 中心马达动作异常(由 XMP 决定)
2) 后备马达动作异常(由 XMP 决定)
Rev1.0
动作说明书
3-15
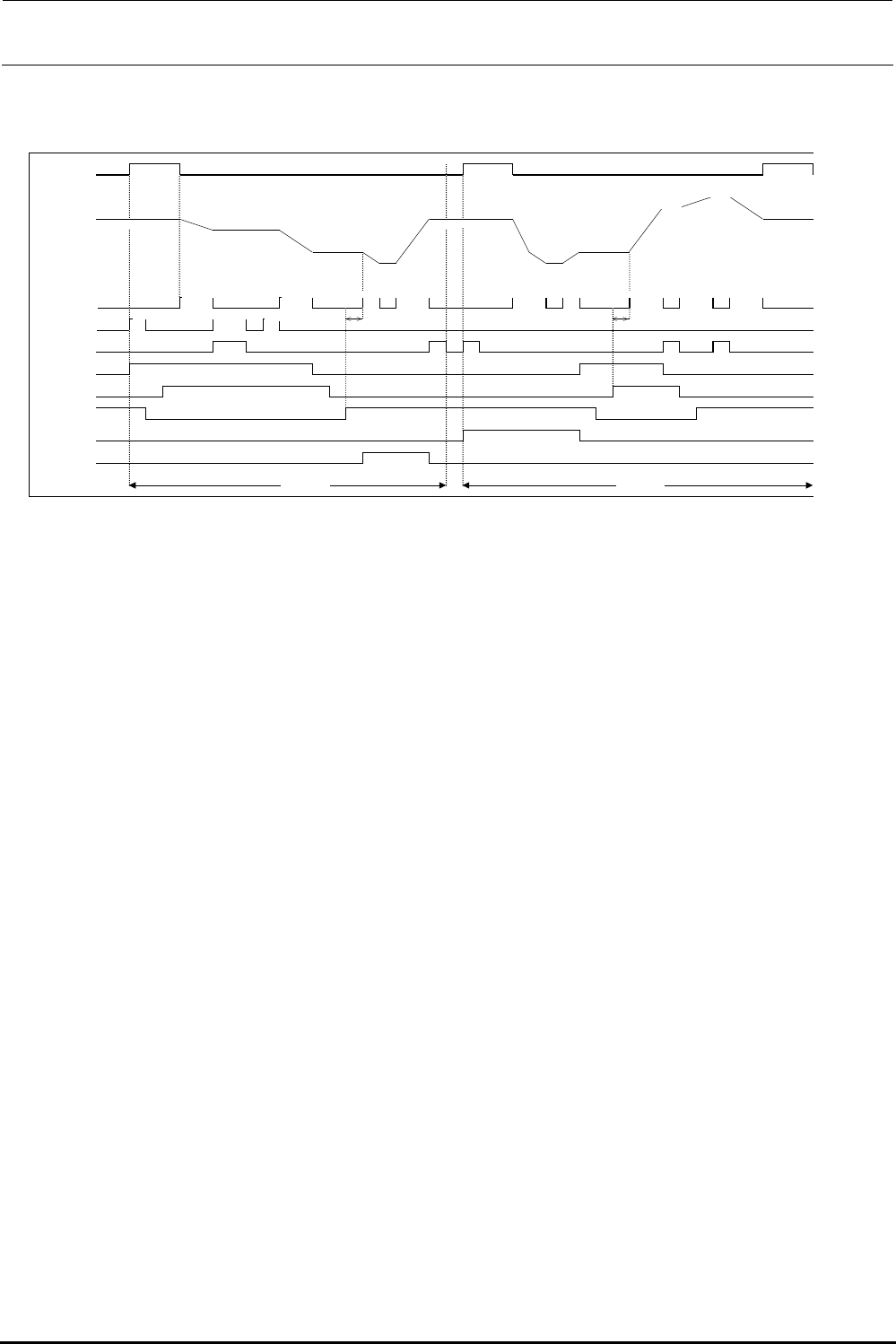
3-4.吸嘴更换动作
3-4-1.有θ修正时
XY軸動作
レーザ計測高さ(装着確認)
レーザ計測高さ
(ノズルNo.確認)
移動高さ 移動高さ 移動高さ
レーザ計測高さ
Z軸高さ
スライド高さ スライド高さ
交換高さ 交換高さ
Z軸動作 AB
DE
θ軸動作
LASER
SLIDE PLATE
OPEN SENSOR
CLOSE SENSOR
VACUUM SV
BLOW SV
ノズル返却 ノズル装着
搭載完了位置からノズル返却位置へ移動
レーザ計測高さへ下降 スライド高さへ下降 移動高さへ上昇
プリロード 計測回転60° 返却角度へ回転
SWEEP ONCE
OPEN
CLOSE CLOSE
OFF OFF
OFF
ON
ON
ON
OFF
OFFOFF
ノズル装着位置へ移動
交換高さへ下降
ONCE
OPEN
レーザ高さへ上昇 レーザ高さへ上昇 移動高さへ下降
吸着位置へ移動
CLOSE
ON
ON
OFF
ONCE ONCE
OFF
交換高さへ下降
スライド高さへ上昇
ONCE
ON
ON
OFF
XY轴动作
Z轴高度
Z轴动作
θ轴动作
移动高度
从贴装位置向吸嘴退回位置移动
激光测定高度
下降到激光测定高度
预载
退回吸嘴 安装吸嘴
滑动高度
更换高度
移动高度
下降到滑动高度 下降到更换高度上升到移动高度
测定转动60° 转动到退回角度
下降到更换高度 上升到滑动高度
更换高度
滑动高度
上升到激光高度 上升到激光高度 下降到移动高度
移动到吸嘴安装位置 移动到吸附位置
激光测定高度
(确认吸嘴号)
移动高度
激光测定高度(确认安装)
吸嘴退回动作
①XY 从贴装结束位置向吸嘴退回位置移动。
XY 刚刚起动后、开始 θ 轴预载。
同时,打开滑板。
②XY 停止后,立即下降 Z 轴,把吸嘴的平切部(离吸嘴前端 16mm)调整到激光高度。
③Z 轴下降到激光测定高度后,进行激光测定。
此测定测定吸嘴角度,检测生产中的吸嘴有无吸嘴转动。
转动时,显示下降 Z 轴前的异常。(防止吸嘴和 ATC 的机器相碰)
④从测定结果把 θ 轴转动到吸嘴退回角度。
测定角度结果在 0±1.5°以下时,则判断为没有吸嘴转动偏离,为加上角度修正后的退回角度。
测定角度结果超过 0±1.5°时,则判断为吸嘴转动偏离,不进行 θ 转动,显示异常,停止所有的吸嘴退回动作。(作为参考,
对 ATC 的吸嘴转动为±4°)
⑤开放传感器的 ON 确认后,把 θ 轴转到退回角度,把 Z 轴下降到 ATC 滑板开闭高度。
⑥Z 轴下降后,关闭 ATC 滑板。
⑦确认了关闭传感器 ON 并经过一定待机时间(Wait D)后,继续下降 Z 轴到 ATC 更换高度。
让吸嘴架上升,开放吸嘴的钳夹。
Z轴刚刚开始下降后,打开贴装头的 BLOW,使得更容易拆卸吸嘴。
⑧下降后,经过一定待机时间后(Wait A),把吸嘴前端上升到移动高度。
⑨上升结束后,用 Measure Once 确认有无吸嘴,并确认退回。
上升结束后,贴装头的 BLOW 也同时关闭,结束吸嘴退回动作。
(注)吸嘴的 θ 偏斜判定值 1.5°被保存在机器控制参数中,可以变更。
吸嘴安装动作
⑩XY 轴移动到 ATC 的吸嘴安装位置。
用 Measure Once 确认有无吸嘴,确认没有安装吸嘴。
另外,同时打开贴装头的 Vac,准备吸附吸嘴。
⑪XY 移动后,把 Z 轴下降到吸嘴更换高度。
此时 Z 轴为 2 阶段控制,在滑板高度前变换速度。
⑫Z 轴下降后,经过一定待机时间后(Wait B)后,上升到滑板移动高度。
⑬Z 轴上升结束后,打开滑板,同时关闭 Vac。
⑭开放传感器的 ON 确认后,经过一定待机时间(Wait E),把吸嘴前断上升到激光高度。
⑮上升结束后,用 Measure Once 确认吸嘴号码。另外,同时关闭滑板。
另外,同时比较真空值和 ATC 吸嘴分配的真空值,判断吸嘴堵塞。
+20%以上时显示吸嘴堵塞异常。
⑯把吸嘴前断上升到吸嘴安装确认高度。