FX-2_动作说明书.pdf - 第76页
Rev1.0 动作说明书 4-1 4 .人机部的说明 装置的控制部中的人机部 ( MM ) 是操作机器的部分,进行生产程序的编制、生产状态的管理、与 HLC 进行 通信等。 4-1. 人机部的构成 人机部安装在控制装置, 被 CPU 基板控制, 由液晶监视器、 键盘、 鼠标器、 FDD 、 SDD 、 RS-232C 、 Ethernet 构成。 4-2. 人机部的功能 人机部的功能如下。 ① 操作人员编制、修正生产程序的操作功能 ( …
Rev1.0
动作说明书
3-62
3-12-2.全球坏标记检测
①把X-Y轴移动到全球坏标记检测坐标。此时,开始移动之后,坏标记传感器的 LED 亮灯。
② X-Y的检测结束之后,读取坏标记传感器的状态,实行坏标记的识别,记录坏基板识别的跳过,坏标
记传感器的 LED 灭灯。
③ 实行坏标记识别时,实行3-13.坏标记的动作。另外,坏标记识别跳过时,看做是没有坏标记进入生
产动作。
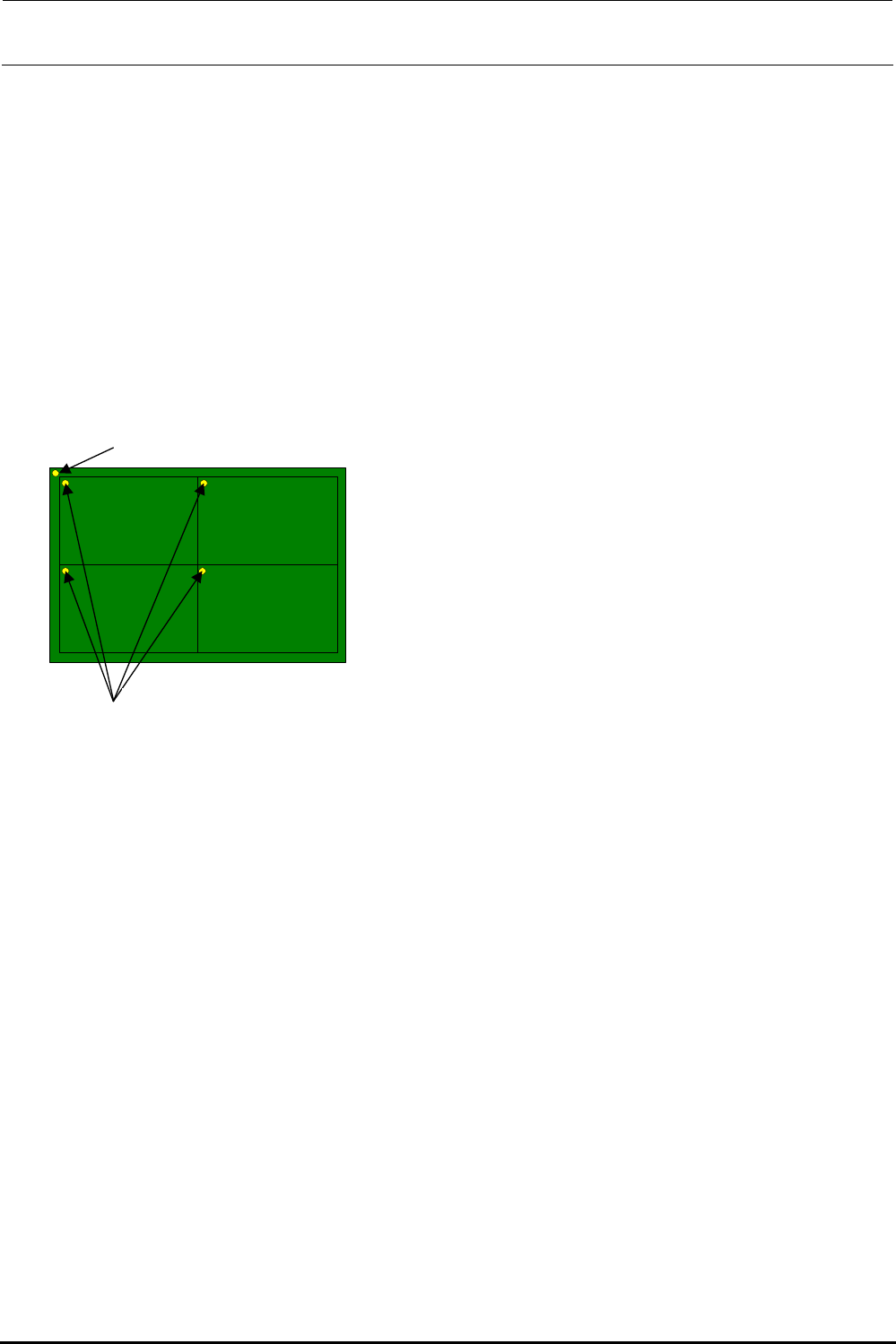
另外,全球坏标记仅存在于多面基板,各电路的坏标记不同的专用标记。(参照下图)
バッドマーク
グローバルバッドマーク
全球坏标记
坏标记
图3-12-2

Rev1.0
动作说明书
4-1
4.人机部的说明
装置的控制部中的人机部(MM)是操作机器的部分,进行生产程序的编制、生产状态的管理、与 HLC 进行
通信等。
4-1. 人机部的构成
人机部安装在控制装置,被 CPU 基板控制,由液晶监视器、键盘、鼠标器、FDD、SDD、RS-232C、Ethernet
构成。
4-2. 人机部的功能
人机部的功能如下。
① 操作人员编制、修正生产程序的操作功能(键盘、鼠标器、FDD)
注:START/STOP/ONLINE/CYCLE/SERVO FREE/ORIGIN 键和 HOD 由人机控制部控制。
② 生产状态和演示时的显示功能(液晶监视器)
③ 生产程序、MS 参数等的数据保存(SSD)
④ 与 HLC 的通信功能(Ethemet)

Rev1.0
动作说明书
5-1
5. 机器控制部的说明
装置控制部中的机器控制部(MC)也和人机部(MM)同样由安装在控制装置的 CPU 基板来控制。人机控制部
按照生产程序的内容,控制控制器基板控制 XY 装置、贴装头装置、传送装置等各种装置。
贴装头装置、操作装置和共料器装置(FPI :选购品)里安装接口功能的 I/O 基板。此基板接收控制装置的指
令(串行数据),驱动电磁法,LED 亮灯,传感器,并通知检查状态。
XY 轴、YC 轴以及 Zθ 轴的伺服马达由控制装置经由 SSCNET 向各伺服驱动器发出指令、进行定位控制。
传送装置、机座装置、供料装置、贴装头装置的激光传感器(LNC60)以及 OCC、VCS 照明,通过控制装置
直接控制进行马达、电磁阀的驱动、传感器的状态检测、LED 照明度的调整。
另外,还通过贴装头装置的 OCC 控制控制装置进行图像处理。