FX-2_动作说明书.pdf - 第57页
Rev1.0 动作说明书 3-44 nPlaceBlowOn ON W.Place. Vac. Off OFF nPlaceHold nPlaceBlowTime ON OFF OFF VavOff Z轴上升位置 Z 轴上升位置 Blow 电磁 阀 真空压力 大气压 时间 吸嘴内真空压力的变化 到达真空压力 Z 轴下降 位置 Z轴上 升 位 置 VAC 电 磁 阀 图 3-8-3. 贴装元件时的真空时间
Rev1.0
动作说明书
3-43
3-8-3.贴装时的真空时间
贴装元件时,作为 Z 轴的吸附下降结束,决定 VAC 的电磁阀的 OFF 时间。
nPlaceVacOff
,nPlaceVacCorr,nPlaceBlowOn,nPlaceBlowTime,nPlaceHold 以 Z 轴下降结束作为 0,时间轴的+方向为正,-方向为负。
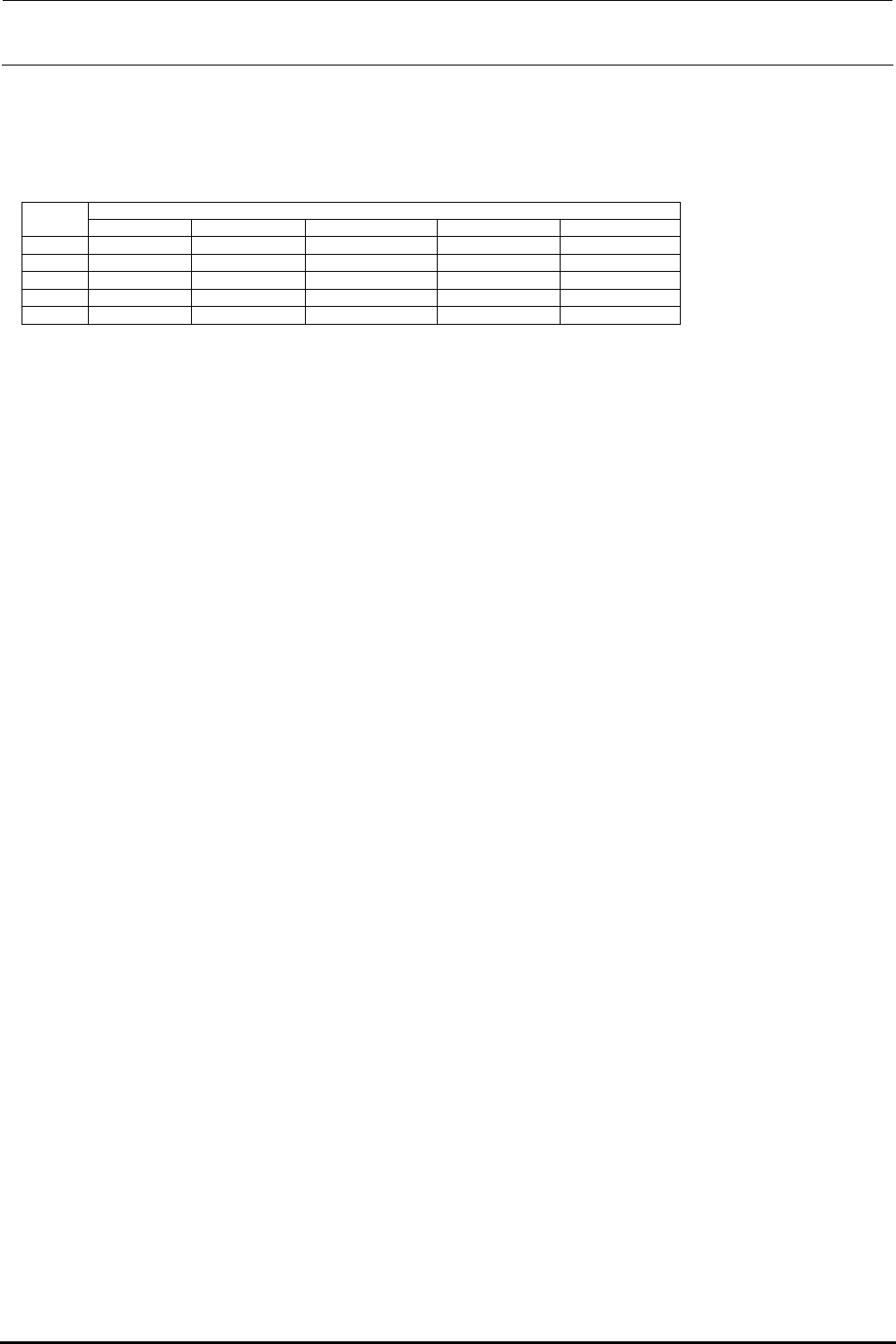
吸附时的机器控制参数的 Default 值
DEFAULT 值
指数
nPlaceVacOff nPlaceVacCorr nPlaceBlowOn nPlaceBlowTime nPlaceHold
0 0 0 0 10 50
1 0 -15 15 10 30
2 0 -15 15 10 30
3 -15 0 15 10 4
4 -15 0 15 10 4
(注) nPlaceVacOff,nPlaceVacCorr,nPlaceBlowOn,nPlaceBlowTime,nPlaceHold 保存在机器控制参数,可以变更
[
贴装真空控制的机器控制参数]
w.Place.Vac.Off
从贴装 Z 轴下降结束到反上升 Vac 电磁阀 Off 为止的时间。
nPlaceBlowOn
从贴装 Z 轴下降结束反上升 Blow 电磁阀 On 为止的时间。
nPlaceBlowTimeBlow
电磁阀 On 的时间。
nPlaceHold
贴装 Z 轴下降的时间中,等待 Vac 残压被关闭的时间。
元件尺寸越大时间值越需要加长。
W.Place.Vac.Off
的计算公式
W.Place.Vac.Off = nPlaceVacOff + nPlaceVacCorr MS
参数的真空校准值未输入
W.Place.Vac.Off = -wTime6 + nPlaceHold + nPlaceVac MS
参数的真空校准值已输入
(
注)W.Place.Vac.Off 正值时 Z 轴下降结束的同时真空电磁阀 Off。
负值时从吸附下降结束后上升真空电磁阀 Off。
(
例)MS 参数的真空校准值未输入
指数 3 时,w.Place.Vac.Off = nPlaceVacOff + nPlaceVacCorr
= -15+0
= -15
从吸附下降结束上升 15ms,真空电磁阀 Off。
(
例)MS 参数的真空校准值已输入
元件种类系数 0,wTime6 = 27 时,w.Place.Vac.Off = -wTime6 + nPlaceHold + nPlaceVacCorr
= -27+50+0
= 23
w.Place.Vac.Off
为正值,因此 Z 轴下降结束的同时真空电磁阀 Off。
[
自我校准实施后的 MS 参数]
wTime6
在大气压贴装元件。

Rev1.0
动作说明书
3-44
nPlaceBlowOn
ON
W.Place.Vac.Off
OFF
nPlaceHold
nPlaceBlowTime
ON
OFFOFF
VavOff
Z轴上升位置
Z轴上升位置
Blow 电磁阀
真空压力
大气压
时间
吸嘴内真空压力的变化
到达真空压力
Z轴下降位置
Z轴上升位置
VAC 电磁阀
图3-8-3. 贴装元件时的真空时间

Rev1.0
动作说明书
3-45
各参数在以下的地方。
「机械控制参数」「其他」「真空」「元件种类真空时间」「贴装」
nPlaceVacOff :「真空停止时间」
nPlaceVacCorr :「真空停止修正时间」
nPlaceBlowOn :「流程开始时间」
nPlaceBlowTime :「流程持续时间」
nPlaceHold :「真空切断待机时间」
上述,贴装时的机器控制参数的 Default 值表中,有各指标值。
「自我校准」「真空校准」「生产使用值」「V.CAL」
wTime6 :「真空破坏时间」 可以输入各贴装头的数值。