00198668-02_UM_SX12-V3_ET.pdf - 第144页
3 Tehnilised andmed ja sõlmed Kasut usjuhend SIPLACE SX1/SX2 Edit ion V2 ja V3 3.9 PCB konveiersüsteem Alates tarkvaraversioonist SC.713.1 Välja anne 12/2020 144 3.9.2 PCB üksikkonvei eri konstrukt sioon 3 Jn 3.9 - 1 PCB…

Kasutusjuhend SIPLACE SX1/SX2 Edition V2 ja V3 3 Tehnilised andmed ja sõlmed
Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020 3.9 PCB konveiersüsteem
143
3.9 PCB konveiersüsteem
3.9.1 Kirjeldus
Trükkplaadikonveierid on konstrueeritud kolmeosaliste konveieritena, mis koosnevad sisend-,
töötlus- ja väljundkonveieritest. Sisend- ja väljundkonveierite piirkonnad toimivad trükkplaatide
puhvertsoonidena, kui peaks esinema lühemaid ooteaegu.
Konveierilinte käitatakse
harjadeta alalisvoolumootoritega. Valgustõkestid jälgivad ja juhivad trük-
kplaatide transportimist. Kui plaat jõuab ladumisalasse ja möödub valgustõkistest, plaat peata-
takse. Niipea kui trükkplaati on jõudnud sihtasendisse ja
laservalgusanduri kiir katkestatakse,
peatub konveierilint ning trükkplaat fikseeritakse altpoolt.
Seetõttu jääb trükkplaadi pealmise poole ja ladumispea vaheline kaugus kõikide trükkplaatide kor-
ral sõltumata trükkplaadi paksusest muutumatuks. Samamoodi ei sõltu ka ladumiskiirus trükk-
plaadi paksusest. Optimeerida on võimalik ka trükkplaatide tsentreerimist koordinaatmärkide
alusel. Kuna vahemaa trükkplaadi pikka ja trükkplaadikaamera vahel püsib muutumatuna, on
trükkplaadikaamera alati fokuseeritud ühtlaselt trükkplaadi pinnale. Trükkplaadi koordinaatmärgid
kantakse trükkplaadikaamera CCD-kiipi optimaalselt üle.
Trükkplaadikonveieri laiust seatakse ja jälgitakse integraalse juhtahela abil. Seda saab aktivee-
rida vastava programmi käivitamisega. Selleks aktiveerib juhtelektroonika senikaua ajamimooto-
rit, kuni saavutatakse soovitud laius.
Ladumismasinal on võimalik konveieri kõrgust valida nii, et neid jooni saab konveierikõrguste
joontesse 900, 930 või 950 mm integreerida. Standardseks kõrguseks on 930 mm.
Individuaalsete ladumismasinate PCB konveierite vaheline kommunikatsioon toimub Hermese
standardi või SMEMA liidese kaudu.
Kaksikkonveierite puhul võib asuda konveieri liikumatu külg nii paremal kui ka vasakul. Liikumatu
konveierikülje muutmine paremalt vasakule või vastupidi on jaamatarkvara kaudu lihtsalt võimalik.
Üksikkonveierite puhul saab liikumatu konveierikülje paigutada ainult paremale küljele. Siiski on
võimalik liikumatut konveierikülge paigutada vasakule mehaanilise ümberseadistamisega.
Lisavarustuses olevat tuge Smart Pin Support kasutatakse viikude automaatseks toestamiseks
plaadi alt tõstelaual. Vt ka jaotist 6.15
lk 327.
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE SX1/SX2 Edition V2 ja V3
3.9 PCB konveiersüsteem Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020
144
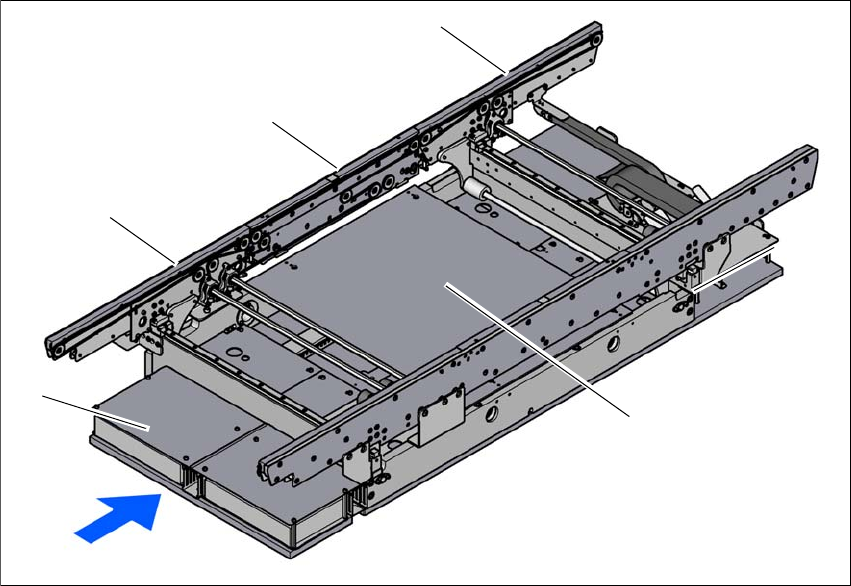
3.9.2 PCB üksikkonveieri konstruktsioon
3
Jn 3.9 - 1 PCB üksikkonveieri konstruktsioon
(1) Sisendkonveier
(2) Töötluskonveier
(3) Väljundkonveier
(4) Tõstelaud
(5) Konveieri juhtsüsteem (katte all)
(1)
(4)
(3)
(2)
(5)
Kasutusjuhend SIPLACE SX1/SX2 Edition V2 ja V3 3 Tehnilised andmed ja sõlmed
Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020 3.9 PCB konveiersüsteem
145
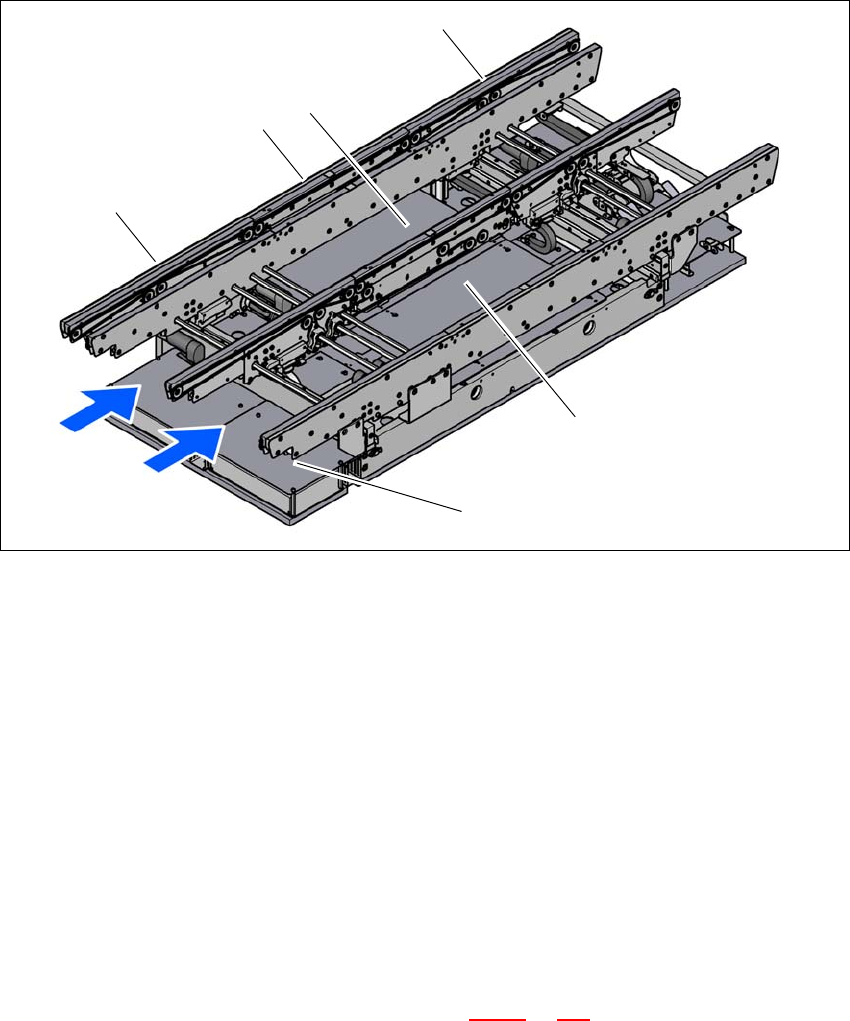
3.9.3 Painduva trükkplaatide kaksikkonveieri ülesehitus
Paindlikul kaksikkonveieril on kaks rada, mis on üksteisest elektriliselt ja mehhaaniliselt sõltuma-
tud. Fikseeritud konveier on standardiga parempoole. Trükkplaatide kaksikkonveierit saab olevalt
vajaduselt kasutada kas üksik- või kaksikkonveierina.
3
Jn 3.9 - 2 Trükkplaatide kaksikkonveieri ülesehitus
(1) Sisendkonveier
(2) Töötluskonveier
(3) Tõstelaud 1
(4) Väljundkonveier
(5) Tõstelaud 2
(6) Konveieri juhtsüsteem (katte all)
T1 Konveieri rada 1
T2 Konveieri rada 2
3.9.3.1 Paindlik PCB kaksikkonveier - rajad ja tüübid
Parempoolne konveierirada (transportimise suunas vaadates) nimetatakse "konveier 1", vasak-
poolset konveierirada nimetatakse "konveier 2" (vt jn 3.9 - 4
, lk 147).
(5)
(1)
(4)
(T1)
(3)
(T2)
(2)
(6)