00198668-02_UM_SX12-V3_ET.pdf - 第149页
Kasutusjuhend SIPLACE SX1/SX2 E dition V2 ja V3 3 Tehnilised andm ed ja sõlmed Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020 3.9 PCB kon veiersüsteem 149 3.9.5 T rükkplaadi kaardumise määratlus 3.9.5.1 T rükkplaa…
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE SX1/SX2 Edition V2 ja V3
3.9 PCB konveiersüsteem Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020
148
3.9.3.4 Sünkroonne transpordirežiim
Sünkroonrežiimis liiguvad kaks võrdse suurusega trükkplaati üheaegselt ladumistsooni. Neid tu-
leb töödelda kui ühte partiid.
Seeläbi võimaldatakse töödelda trükkplaadi üla- ja alakülge ühel liinil. Trükkplaadi transportimi-
seks kuluv aeg lüheneb, sest alati transporditakse kahte trükkplaati korraga. See tagab ka imiot-
sakute konfiguratsiooni parema koormamise.
Konveieriradadel 1 ja 2 asuvad trükkplaadid liiguvad sünkroonselt (st konveiereid juhitakse sünk-
roonselt, kuid üksteisest sõltumatult). Konveieriradadel 1 ja 2 laotavate komponentide ladumine
tuleb korraldada kahe alampartii kaudu.
Kui ladumisprotseduuri käivitamisel on kaetud ainult üks konveierirada, siis identifitseeritakse
selle konveieriraja üksiklülitus kui "mitte laduda".
Kaksikkonveieri töötamisel sünkroonses režiimis desaktiveeritakse trükkplaadi andmete edas-
tusfunktsioon ‘PCB whispering down the line’. Samuti pole võimalik kasutada funktsiooni "Global
bad fiducial"
3.9.3.5 I-Placement
Lisaks sünkroonsetele ja asünkroonsetele konveierirežiimidele viidi sisse ladumiskontsept "I-
Placement". Sel juhul töötavad mõlemad ladumispead samaaegselt ühes ladumistsoonis ja lao-
vad teineteisest täiesti sõltumatult vastavalt oma trükkplaate. Normaalrežiimis töötavad ladumis-
pead alterneeruvas ladumisrežiimis: mil ladumispea ühes ladumistsoonis trükkplaati laob, haarab
teine ladumispea sööturmoodulitelt komponente. "I-Placement" puhul ladumispeade ooteajad
puuduvad, mis toob kaasa ladumisvõimsuse tõusu.
3.9.4 Juhtimine ja laiuseseadistus
3.9.4.1 Juhtimine menüü Single Functions (Üksikkonveieri funktsioonid) abil
Infot trükkplaadikonveieri juhtimise ja menüü Single Functions (Üksikkonveieri funktsioonid) kohta
leiate onlain-abist.
3.9.4.2 Automaatne laiuseseadistus
Käsu vastuvõtmisel seatakse konveierilindid soovitud laiusele. Kaksikkonveieri puhul on võimalik
kasutada erinevaid laiusi.
Konveieriradade laiuse muutmise üksikasju vt onlain-abist.
Kasutusjuhend SIPLACE SX1/SX2 Edition V2 ja V3 3 Tehnilised andmed ja sõlmed
Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020 3.9 PCB konveiersüsteem
149
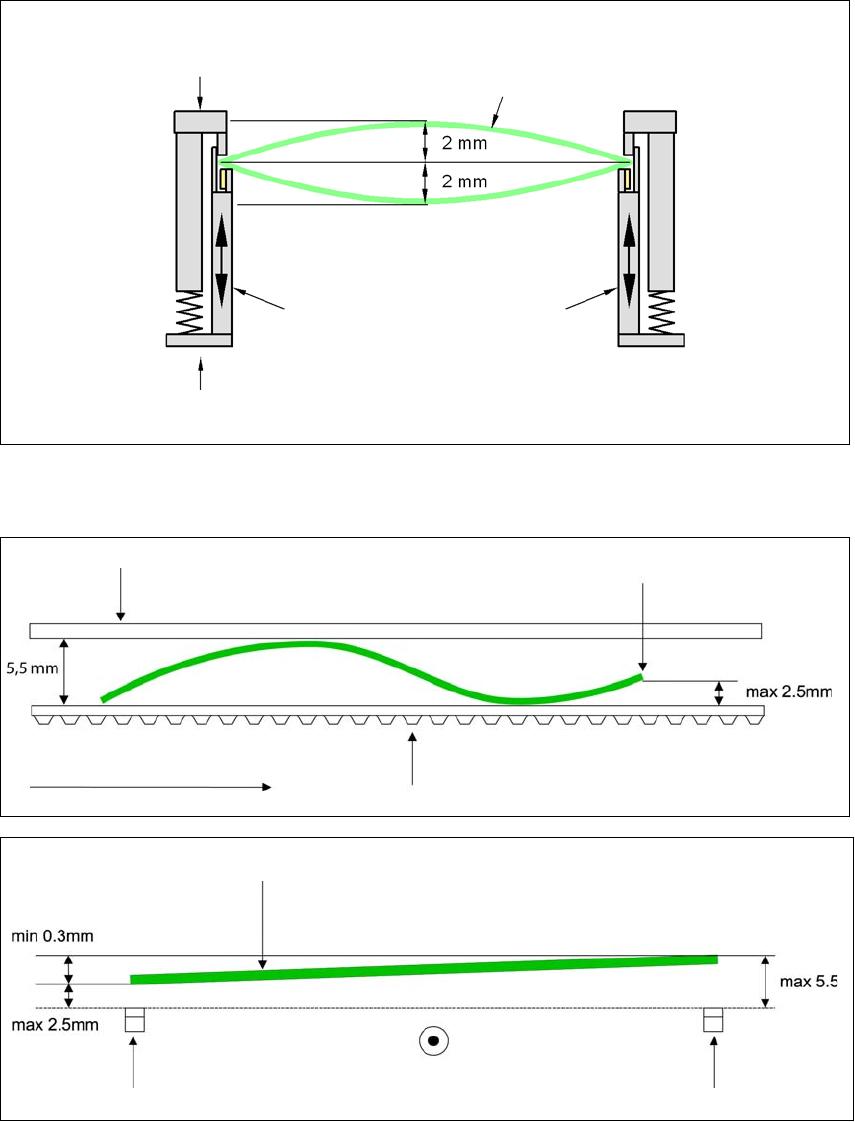
3.9.5 Trükkplaadi kaardumise määratlus
3.9.5.1 Trükkplaatide kaadumine konveieril
Trükkplaadi kaardumine liikumisega ristsuunas maks. 1 % trükkplaadi diagonaali pikkusest, aga
mitte üle 2 mm
3
Trükkplaadi kaardumine transpordisuunas + trükkplaadi paksus < 5,5 mm. Serva max ülespain-
dumine 2,5 mm
3
3
Püsivalt kinnitatud serv
Liikuv kinnitusseade
Trükkplaat
Konveieri külgsein
Püsivalt kinnitatud serv
Konveieri lint
Trükkplaatide liikumissuund
Esimese plaadi serv
Esimese plaadi serv
Parem konveierilint
Vasak konveierilint
Trükkplaatide liikumissuund
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE SX1/SX2 Edition V2 ja V3
3.9 PCB konveiersüsteem Alates tarkvaraversioonist SC.713.1 Väljaanne 12/2020
150
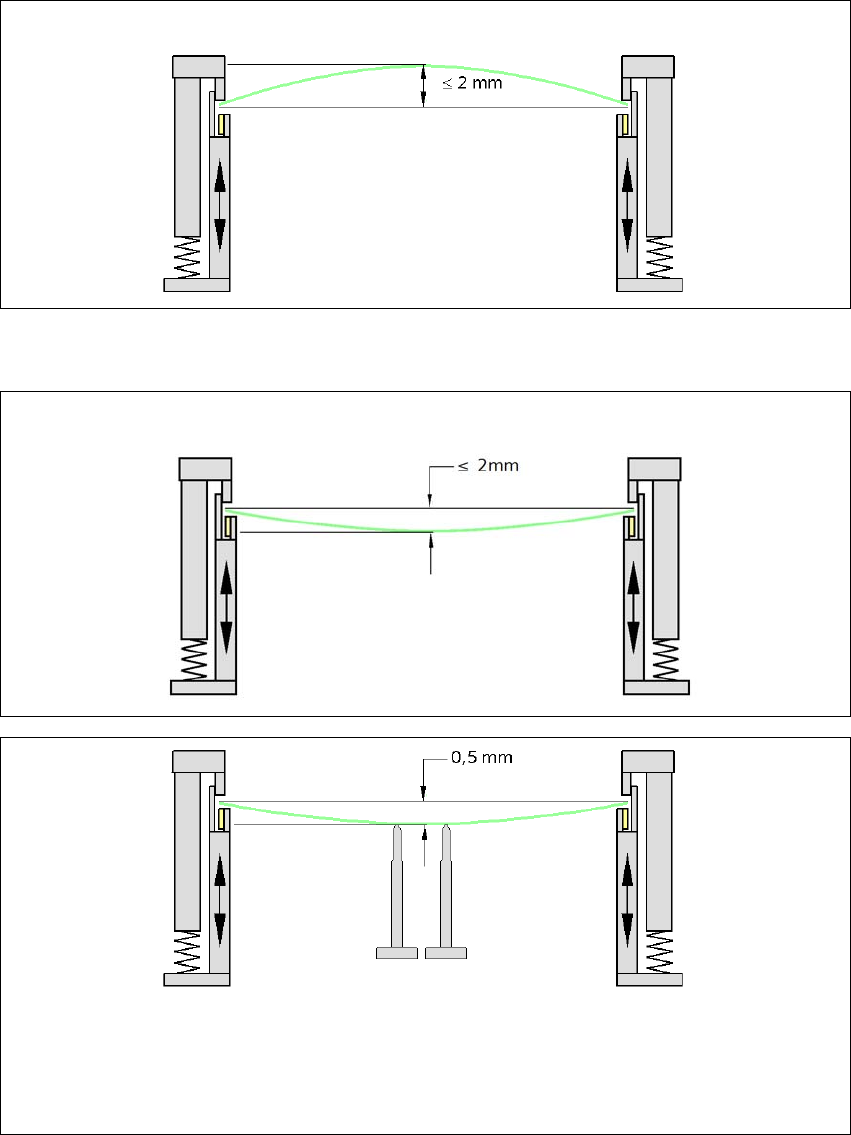
3.9.5.2 Trükkplaatide kaardumine ladumise ajal
3
3
Muutused pinna asendis rakendatakse automaatselt kõrguse skannimise funktsiooni poolt.
3
3
Trükkplaadi kaardumine üles, max 2,5 mm
Trükkplaadi kaardumine allapoole, maks. 2,5 mm
Trükkplaadi tugi
Laotuskvaliteedi ja -kiiruse halvenemise vältimiseks soovitame kasutada PCB tuge, nt Smart Pini
tuge, et PCB kaardumine allapoole ei ületaks 0,5 mm.