FCM_User Reference Manual.pdf.pdf - 第94页
MIS User Re ference Manual 4022 5 91 96082 5-2 FCM Multiflex 02.02 5. 1.3 U ser A ccess Le v el Via a pull- do wn m enu in th e FCM M ultifl e x cont r olle r main scr een, y ou can acce ss the MI S function s; see SCREE…
4022 591 96082 User Reference Manual
02.02 FCM Multiflex 5-1
MIS
CHAPTER 5 MIS
5.1 Introduction
5.1.1 About this Manual
The aim of this manual is to give clear answers on the following questions:
■ What exactly is MIS, and what can I do with it?
■ What are MIS periods, and how are they generated?
■ What data will MIS provide, and how should I interprete these data?
The target group for this manual is the supervisor and the operator of an FCM
Multiflex system.
5.1.2 General
The FCM Multiflex’s Manufacturing Information System (MIS) is part of the software
package which has been installed on your FCM Multiflex machine.
On demand, it gives you information on
■ the process performance: how does my FCM Multiflex perform (e.g. component-
alignment, component placement etc.)?
• the machine performance: what machine errors occurred (e.g. servo
warnings,
• vacuum system errors etc.
• the process output so far, together with date/time stamp.
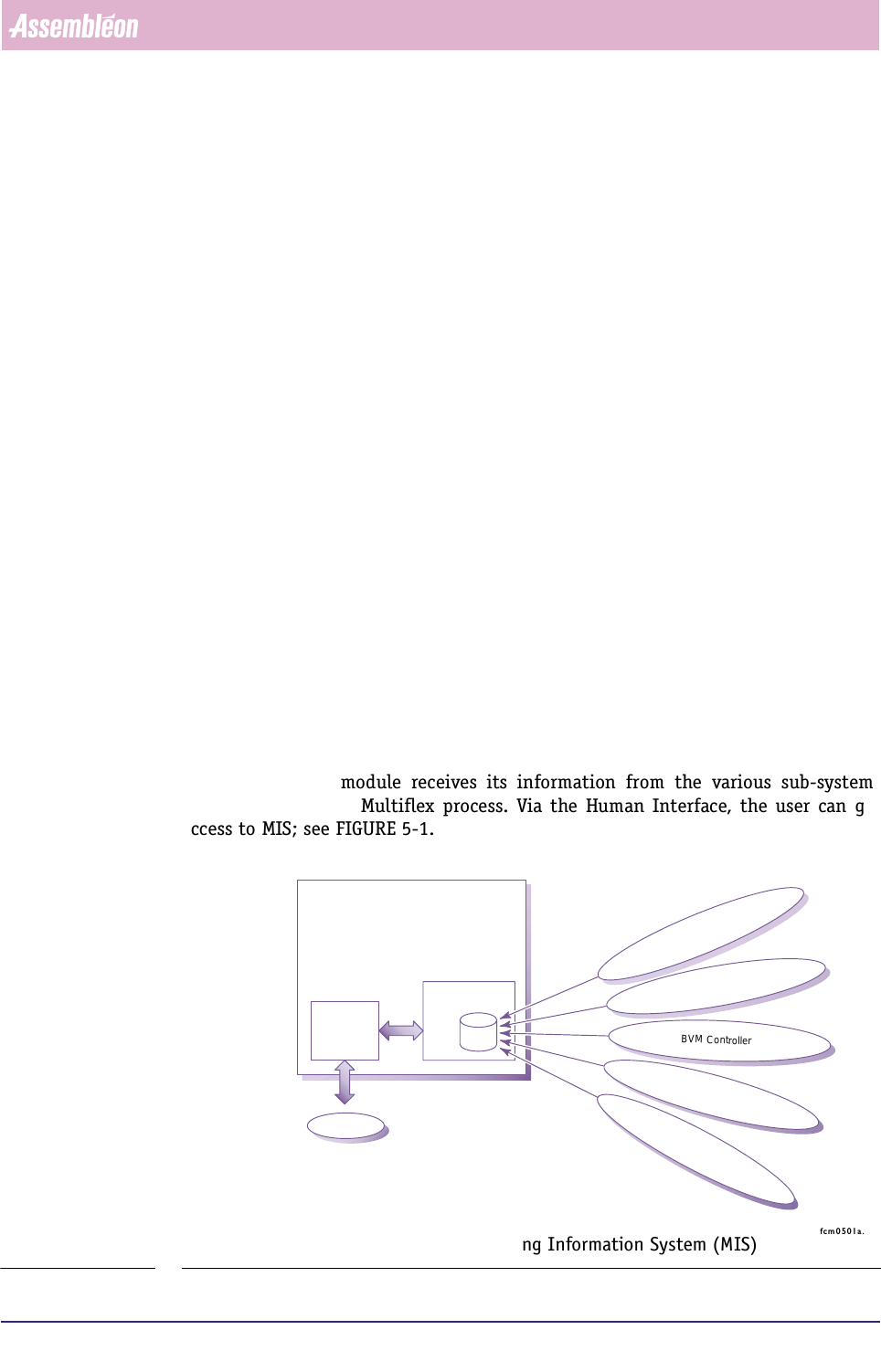
The MIS software module receives its information from the various sub-systems
involved in the FCM Multiflex process. Via the Human Interface, the user can get
access to MIS; see FIGURE 5-1.
fcm0501a.eps
FIGURE 5-1 Information flow through the Manufacturing Information System (MIS)
Human
Interface
MIS
data
base
FC Software
User
Placement Module Controller (LAS/WVM)
Transport Controller
BVM Controller
BI Controller
FCM Controller
MIS
User Reference Manual 4022 591 96082
5-2 FCM Multiflex 02.02
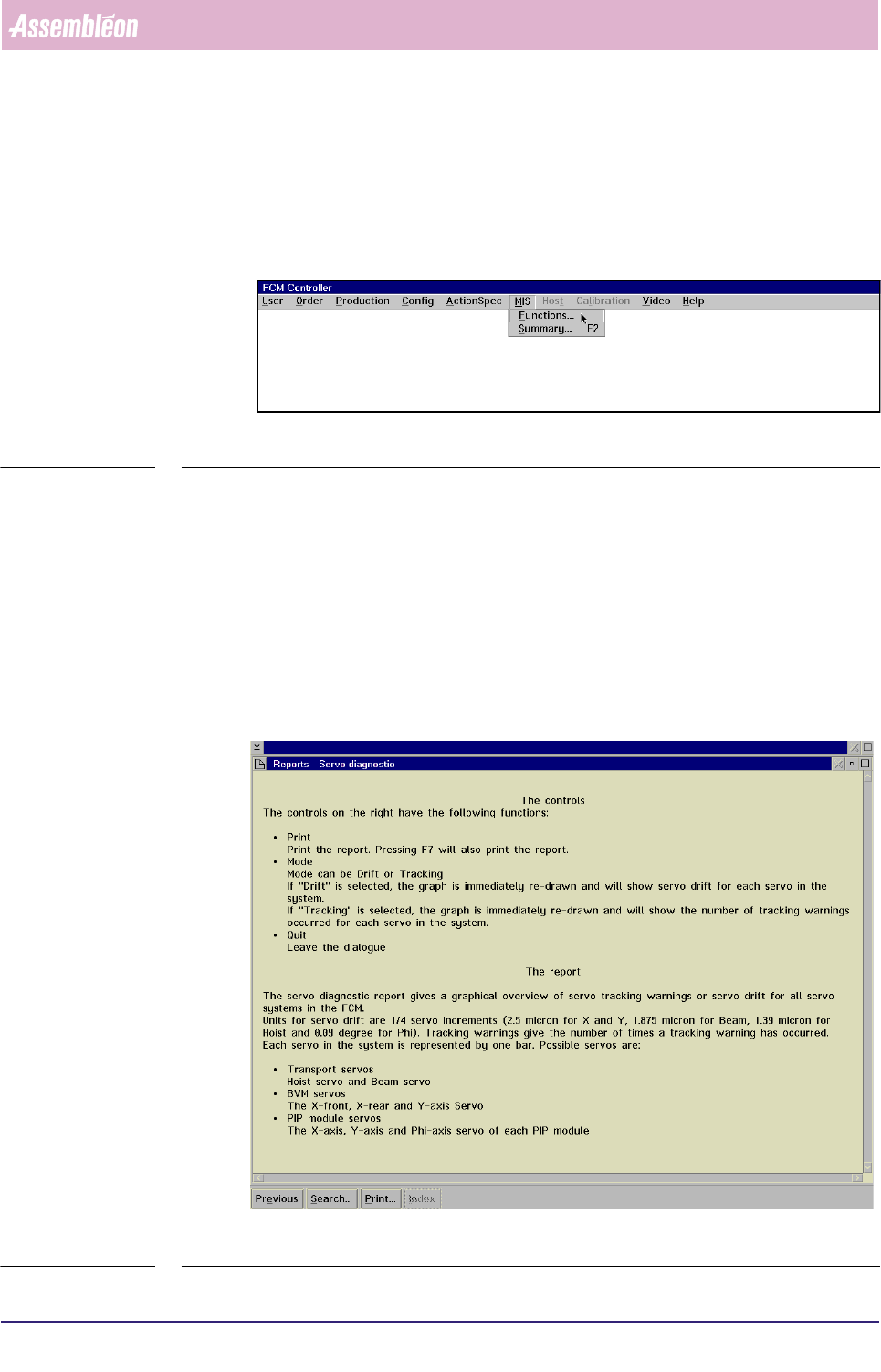
5.1.3 User Access Level
Via a pull-down menu in the FCM Multiflex controller main screen, you can access
the MIS
functions; see SCREEN 5-1.
fcm0506a.tif
SCREEN 5-1 MIS pull-down menu
There are two user access levels. If you are logged in as Operator, you have only
access to the process-related MIS functions.
Logged in as Supervisor, all MIS functions will be accessible.
5.1.4 Help Function
When using a MIS function, you can get help at any moment by pressing the help
key,
<F1>. This will result in a context-sensitive help screen with information that
may solve your question. Press the <Esc> key to leave the help screen.
fcm0507.tif
SCREEN 5-2 Help text screen example
4022 591 96082 User Reference Manual
02.02 FCM Multiflex 5-3
MIS
5.2 MIS Periods and Data Collection
5.2.1 MIS Period Creation
During production, MIS data are collected from the various FCM Multiflex system
parts to be monitored on request later. These MIS data are gathered in so-called
MIS periods. A MIS period is started/ended in one of two ways:
■ When a production order is entered/deleted;
■ On command from the supervisor.
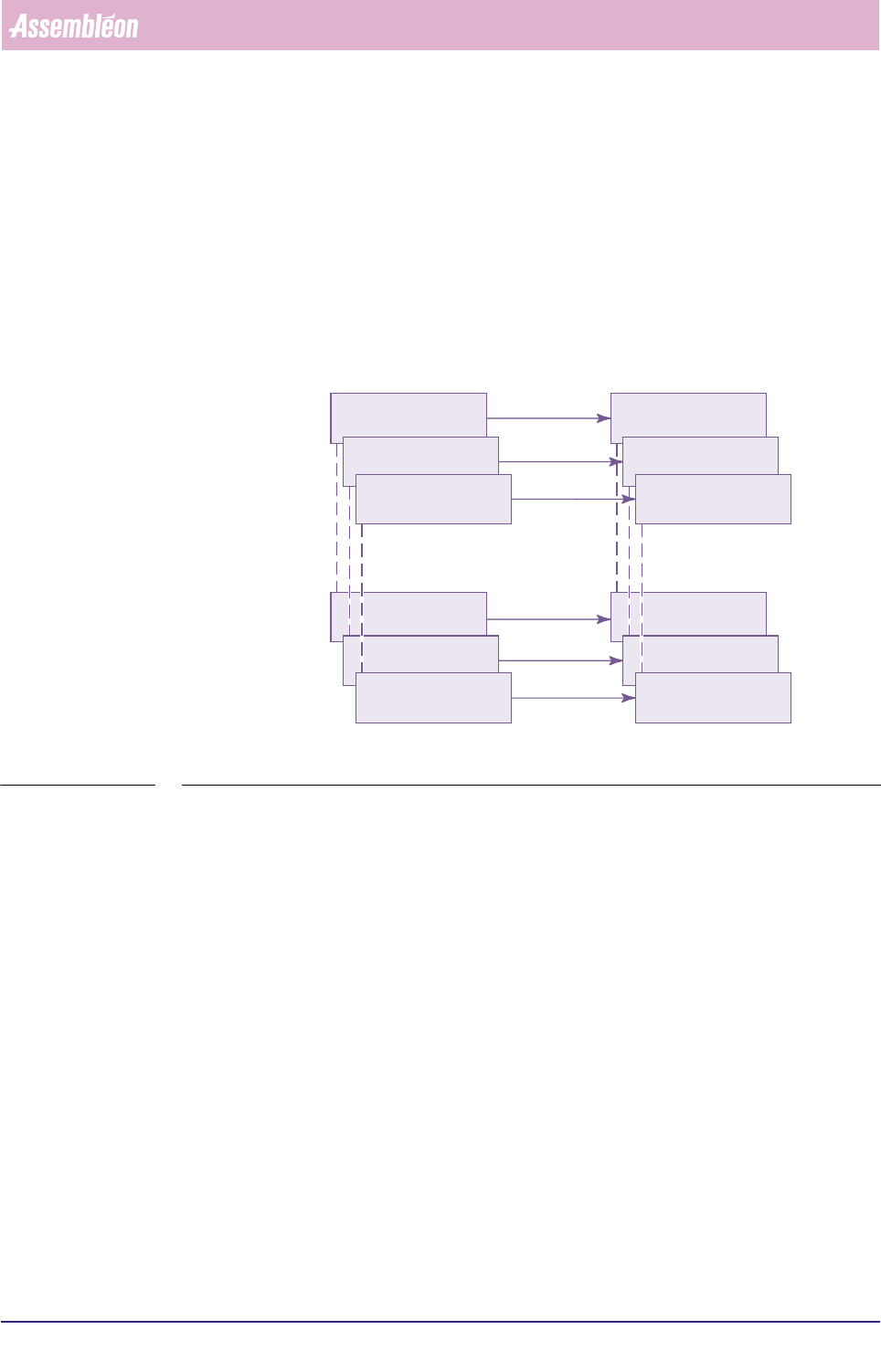
fcm0502a.eps
FIGURE 5-2 Relation between order entry/deletion and MIS period existence
5.2.2 MIS Period Naming
When viewing old MIS periods, the MIS period’s name is important in order to be
able to select the right one. A MIS period name is automatically created on entering
a production order, and it consists of Date + Order name (given in the order
entry).
If two orders are started on the same day with the same name, the character “a” is
automatically appended to the MIS period name to distinguish between these two.
5.2.3 MIS Data Collection and Writing Actions
5.2.3.1 Data Collection
MIS data is collected from different parts of the FCM Multiflex. Some of these FCM
Multiflex parts write data immediately into the MIS database, whereas some other
parts do only on a MIS data collection command. As a consequence of this, the
MIS database of a running order may be inconsistent at sometime. So, when you
want to create a report that is surely based upon consistent data at any moment, a
(manual) MIS
new order A entered new MIS period A starts
order A deleted MIS period A ends
new order B entered new MIS period B starts
order B deleted MIS period B ends
new order C entered new MIS period C starts
order C deleted MIS period C ends