QP-242E 工程师培训手册 (6.0).pdf.pdf - 第122页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 13. MTU 71E Adjustment [ 20 /24] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 13- 20 [1 3…
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 13. MTU 71E Adjustment [19/24]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
13-19
[13-50]
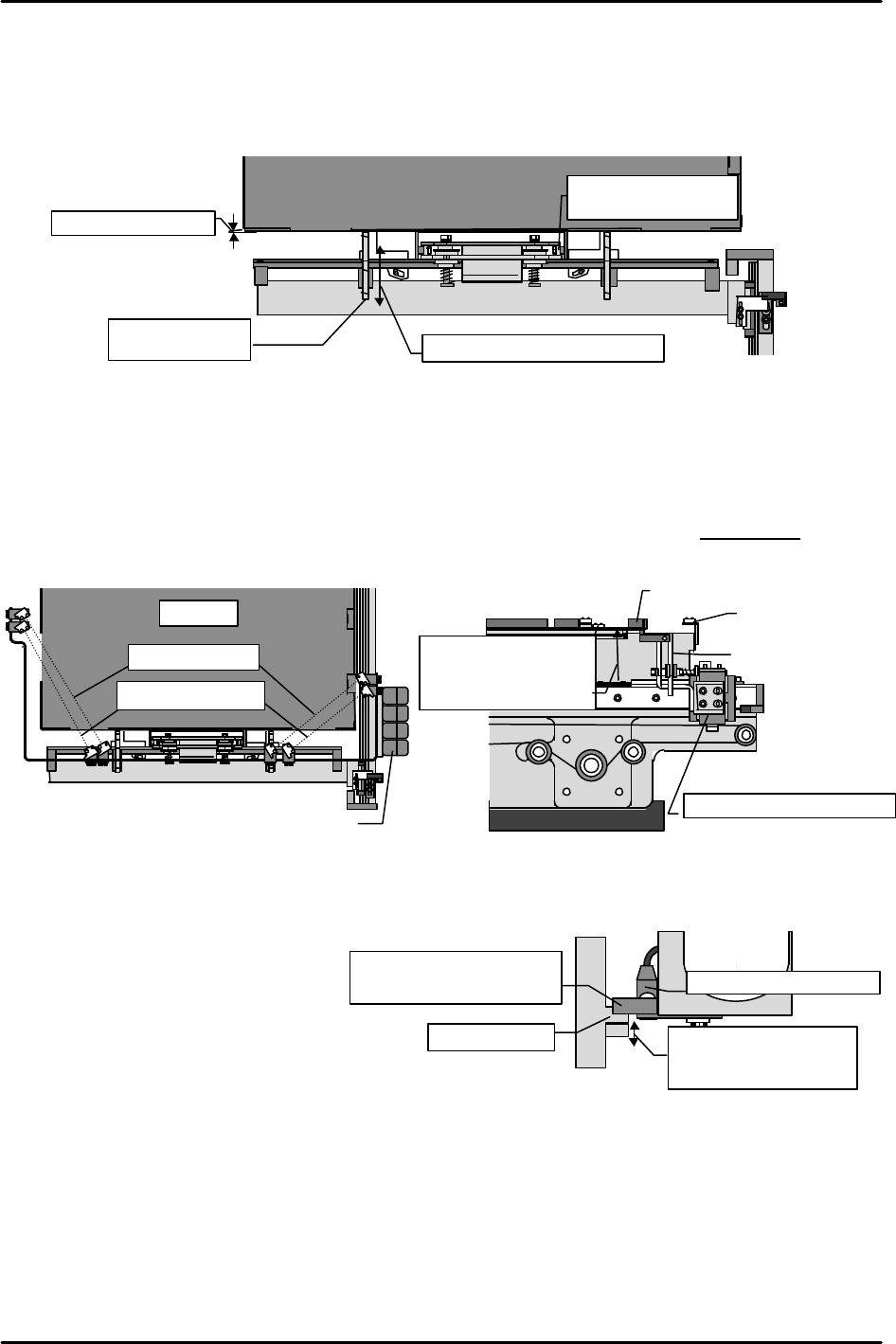
Tray Pusher Installation
1) With the shuttle jaw clamping the guide rollers, pull the tray plate forward and reattach the
blue duracon tray pusher before beginning adjustment.
2) While verifying that the guide rollers are securely clamped by the shuttle jaw, adjust so that
the space between the end of the tray plate and the tray pusher is between 0 and 0.5 mm.
[13-51] Tray Positioning Sensor Adjustment
Move the TZ-axis to the Original_Position_TZ height via inching and pull device position
number 101 to the forward limit position. Raise the TZ-axis another 3,500 pulses (35 mm)
from this position and then move the sensor bracket up and down to adjust the position so that
the tray positioning sensors at both corners of the tray plate detect the top of the tray plate.
Once adjustment is complete, reconfirm that the sensors respond within ± 30 pulses of the
3,500-pulse (35 mm) position.
[13-52 ] TZ-axis Interlock (Shuttle Forward Limit) Sensor Adjustment
1) With the device number 101 tray plate in the empty status, move the shuttle to the forward
limit and slowly inch the TZ-
axis to the position where the
tray add sensors come on.
2) Adjust the outside dog up and
down so that the interlock
sensor gets blocked and also
the tray add sensor turns ON
at the same time.
(The interlock sensor become
OFF because of Nozzle change.)
Space of 0 to 0.5 mm
Shuttle bar
Tray Plate
Move the tray pusher to adjust
Guide rollers should
be tightly clamped
Tray pusher
(blue duracon)
Outside dog
Comes on at the same time
as the tray add sensors
Move the outside dog up
and down to adjust
TZ-axis interlock sensor
Shuttle forward limit position
Tray plate
Sensor amp
Tray plate
Sensor
Shuttle jaw
Shuttle forward limit position
Tray add sensors
Positioning sensors
Positioning sensors
come on in a position
3,500 pulses above
Original_Position_TZ.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 13. MTU 71E Adjustment [20/24]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
13-20
[13-53 ] Operation Check of the Tray Check Sensors
1) Empty tray detection check
With nothing loaded on the tray plate use the following command operation to verify that
operation is halted by a "No tray found" error (last stacked tray ejected): [SET], [POSITION],
specify module number, [MTU], [MOVE Dno], [101], hit return and then press START.
2) Operation check of tray add sensors
Set a 4 mm tray on the device position number 101 tray plate and execute the [MOVE Dno]
command to carry out the positioning operation. After positioning finishes, add another 4
mm tray to verify that the tray add sensors come on correctly. Execute the [MOVE Dno]
command again, lower the TZ-axis and if the positioning operation is carried out this means
the sensors are functioning properly.
3) Verify that the above operation is working properly for all devices from device position 101
through 120.
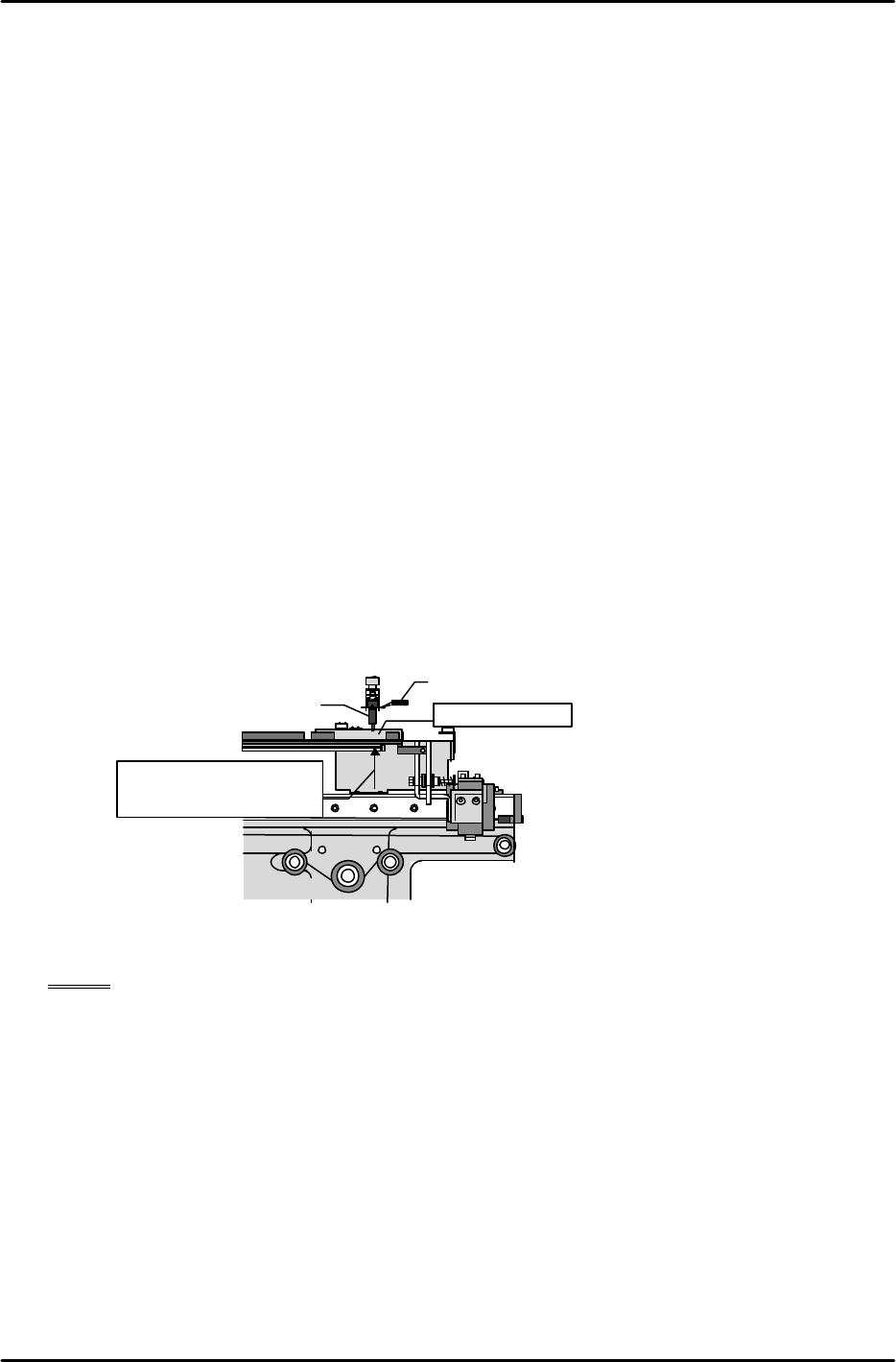
[13-54 ] Original_Position_Z1,Z2 Calibration
1) Set the nozzle jig.
2) Set the measurement jig at device position 101, execute the [MOVE Dno] command, and
carry out TZ-axis positioning.
3) Set a dial gauge on the Z-axis, lower the axis, and then set a dial gauge on the nozzle jig
luminescent disk at the position where the tip of the nozzle jig makes contact with the top of
the measurement jig.
4) Slowly raise the Z-axis to find the position at which the dial gauge needle begins moving.
5) The position at this time becomes Original_Position_Z1. Use the following command
operation to automatically enter the Proper data for this item: [PROPER], [DEVICE],
[Org.Pos.Z], [Org.Pos.Z1], and press SET.
6) Next, set the measurement jig at device position 102, use the same procedure to measure
Original_Position_Z2, and then carry out automatic entry of the Proper data using
[Org.Pos.Z2] and START.
[13-55 ] Original_position_MTU7D?_X, Y Measurement (V1.45 and later versions)
NOTE: The mark camera is used in automatic measurement. As a result mark camera
adjustment, Proper data measurement, and MTU71E Proper data measurement
must be completed beforehand.
Proper data that must be measured in advance
Machine • Mark Camera resolution MTU • Original Position TY,TZ
• Mark Read Position •Pickup Height MTU7_Z01,Z02
• Placement Height Z0
• Program Origin X0,Y0
• All other Proper data
The automatic measurement operation references the measured value of the previous level
to find the mark. Consequently the Proper data for the first level cannot be measured
automatically and thus must be measured manually. Furthermore, automatic measurement
of level 2 and higher levels cannot be executed correctly if an appropriate value is not
entered in Proper data for the first level. Accordingly in terms of the sequence of
measurement, it is necessary to begin with the manual measurement of the first level.
Measurement jig
Nozzle Jig
Dial gauge
Height at which axis is
positioned after
execution of [MOVE
Dno]
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 13. MTU 71E Adjustment [21/24]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
13-21
1) From the operation panel press [PROPER], [DEVICE], [ORG.POS. X/Y], and select the desired
tray. Then specify the initial level to be measured [1] and press START. Once the TZ-axis
moves to the measurement jig height then set the measurement jig (ABHPJ0520) at both
position 101 and 102 on the first level.
2) Return to the previous display screen and select [MANUAL], [X1,Y1], and press START to
execute positioning of number 101.
NOTE: Always select [MANUAL] for the first level.
3) Move the placing head via inching until the center of the mark on the jig is in the center of the
crosshairs that display on the mark camera image screen. Once movement is finished then
press [SET] to carry out automatic entry of the Proper data.
4) Likewise measure [X2,Y2] in the same manner using automatic entry.
5) Move both jigs from the first level to the second level and reset. This time select [AUTO] instead
of [MANUAL], specify the second level [2] and then press START.
6) The machine automatically measures both Proper data items for the second level in succession.
At the same time that measurement finishes the tray plate returns to the storage position,
descends to the first level and stops. Reset the jigs at the next level and use the same procedure
to complete automatic measurement of the Proper data for all devices.
NOTE: If a vision processing error occurs reset the error, return to the [MANUAL] / [AUTO]
display and carry out measurement using the manual operation. The tray will
remain in the given status.
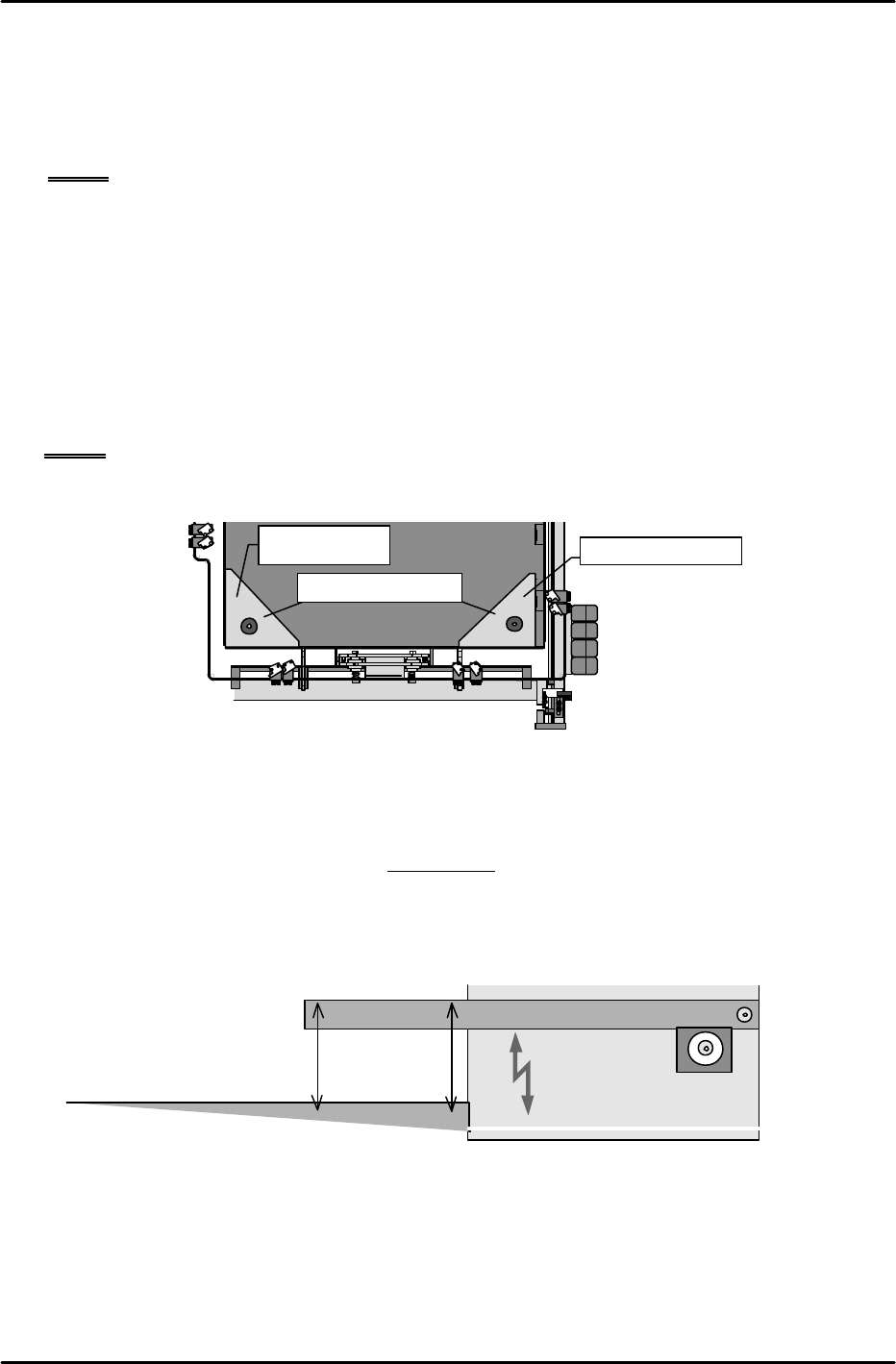
[13-56 ] Reject Parts Conveyor Adjustment and Height Adjustment
1) Adjust the reject parts conveyor in accordance with the adjustment procedures manual for
the reject parts conveyor (FK-9C88-67). However, be aware that belt tension adjustment "1"
on the MTU71 is not 18 to 19 mm but 13 to 14 mm.
2) With the MTU71 unit connected to the placing module, adjust the height of the conveyor so
that the distance from the machine base to the top of the reject parts conveyor side plate is
201 mm. Check the height at both the end of the conveyor and in the middle of the conveyor
and install such that it is parallel with the base.
MTU7
Reject parts conveyor
Machine
base
201mm
Shuttle forward limit position
Device
number 102
Device number 101
Measurement jig plate