QP-242E 工程师培训手册 (6.0).pdf.pdf - 第17页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 2. Static Accuracy Measurement [ 2 / 2 ] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 2- …
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 2. Static Accuracy Measurement [1/2]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
2-1
[Chapter 2] Static Accuracy Measurement
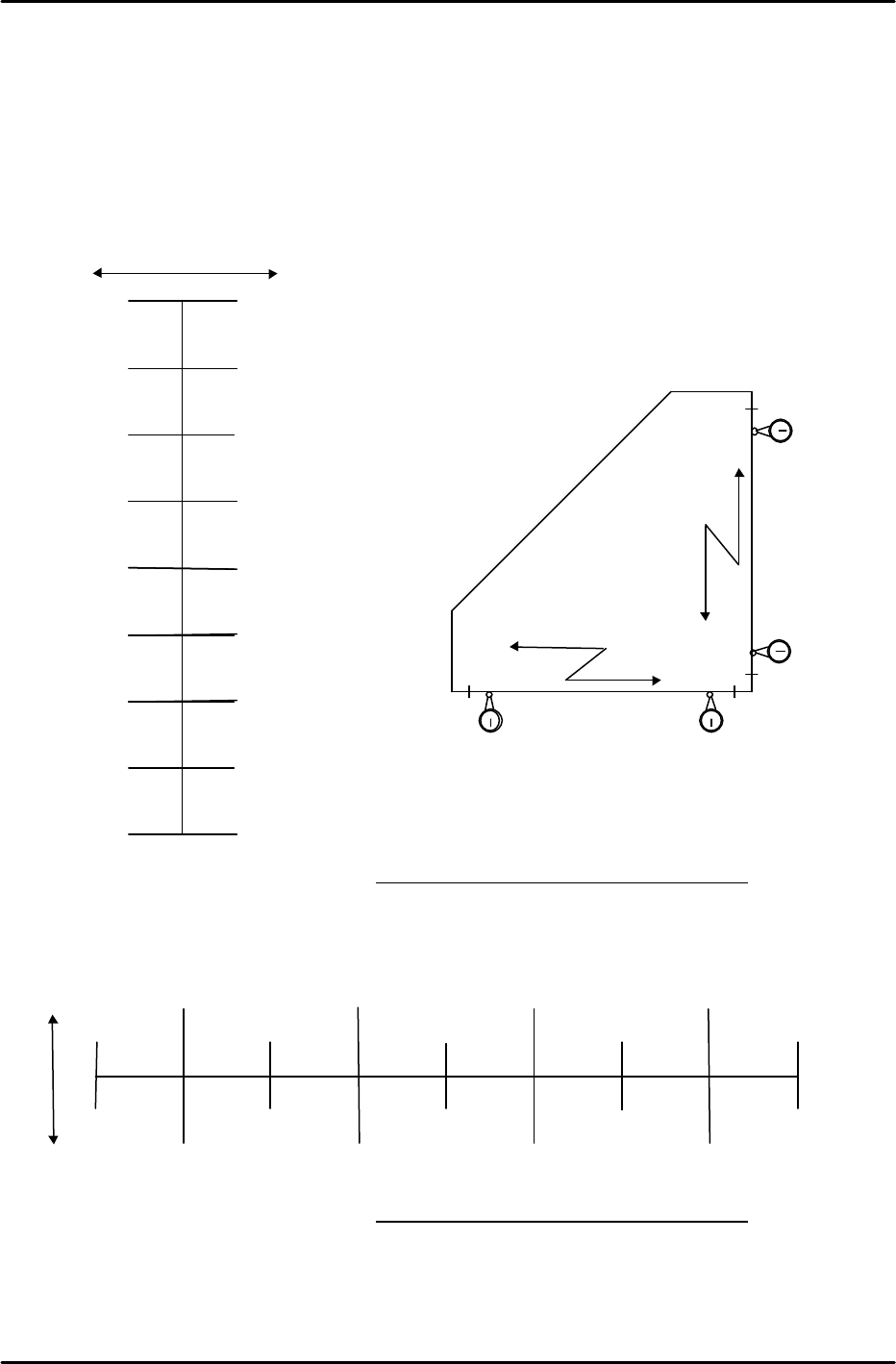
[2-1] X, Y Axes Straightness Measurement
1) Place a right-angled jig on the conveyor in a position that is parallel (approximately) with the X and Y
axes.
2) Mount a dial gauge holder shaft on the end of the placing head, then measure the Y-axis straightness
while moving the head by hand in the Y-direction.
Y-axis movement distance (mm)
Tolerance: 0.03 / 400 (mm) Y-measurement value: / 400 (mm)
3) Measure the X-axis straightness while moving the head by hand in the X-direction.
Tolerance: 0.03 / 400 (mm) X-measurement value: / 400 (mm)
150
50
250
0
100
200
300
350
–
+
X-axis movement distance (mm)
400
0
0
0
0
0
X direction
0
50
100
150
200
250
300
350
+ –
400
0
( )
( )
( )
( )
( )
( )
( )
0
Y direction
0
( )
( )
( ) ( ) ( )
( ) ( )
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 2. Static Accuracy Measurement [2/2]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
2-2
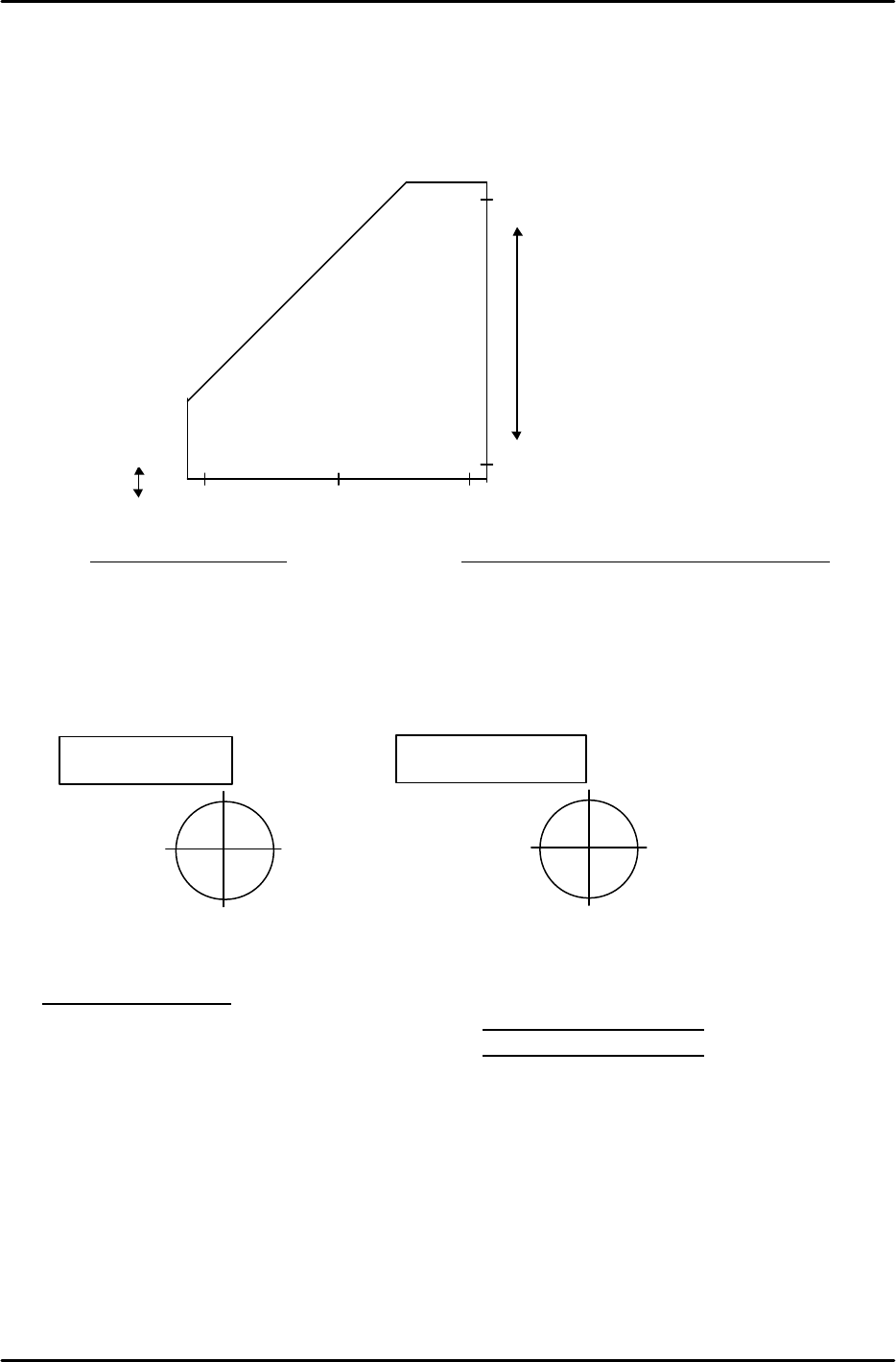
[2-2] X, Y Axes Squareness Measurement
1)Place a right-angled jig on the conveyor and use a dial gauge to position one of the jig's sides so that it is
parallel with the Y-axis.
2)While maintaining this jig position, measure the other side in the X-direction. The amount of X-axis
tilt indicates its straightness relative to the Y-axis.
Tolerance: 0.03 / 400mm Measurement value: / 400 (mm)
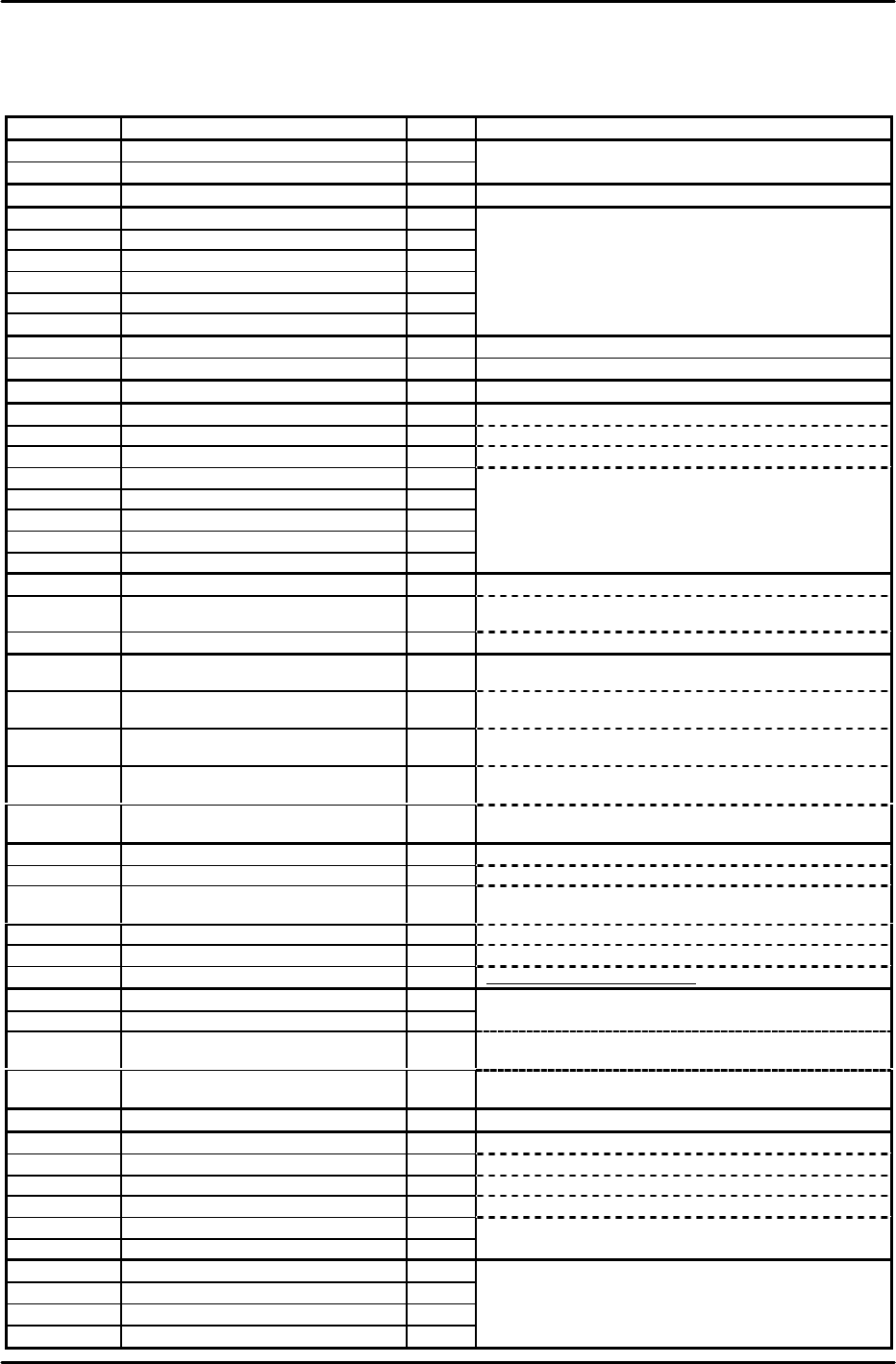
[2-3] Z-axis Perpendicularity Measurement
1) Mount a dial gauge on the end of the spline axis, then set a cylindrical jig on the base.
2) With the cylindrical jig's top positioned approximately 5mm below the Z-axis UP limit mechanical
stopper, measure the amount of swing. Next, position the jig's bottom so that it is 30mm lower than
the above position and repeat the swing amount measurement.
Tolerance: 0.03 / 30mm
Difference between jig top/bottom measurements: X (mm)
Y (mm)
Y-direction
( )
Y-direction
( )
X-direction
( )
X-direction
( )
Jig top measurement
Y-direction
( )
Y-direction
( )
X-direction
( )
X-direction
( )
Jig bottom measurement
( ) ( )
0
0
0
400mm
–
+
0
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 3. QP242E Initial Adjustment (2) [1/12]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-1
[Chapter 3] QP242E Initial Adjustments (2)
[3-1] Temporary Proper Data Transmission (Required Proper Data Details)
1) Using the following list as a reference, enter the temporary Proper data values at F4G.
Attr Caption Value Remarks
MQ2MT1 machine_type0 81
MQ2MT2 machine_type1 49
MQ2LG Language è 0: English 1: Japanese 2: French
MQ2REL Red Light 1024
MQ2YEL Yellow Light 36
MQ2BLL Blue Light 768
MQ2REB Red Flash 8
MQ2YEB Yellow Flash 8210
MQ2BLB Blue Flash 2241
User specified setting is used when designated.
MQ2MASA Machine Status A Note 4
MQ2MASB Machine Status B
Note 5
MQ2CMLP Command Line Port 12
MQ2DCSW Device Check SW 1
MQ2VFT Verifier Tool 0 Enter "2" when using the Handy Terminal.
MQ2BART Barcode Reader Type 0 Enter "5" when using the Handy Terminal.
MQ2DVCP Device Check Port 11
MQ2ESCP ESC Permission 1
MQ2MANP Man Permission 1
MQ2HTCC HT Comment Term. Code %
MQ2HTVC HT Verify Term. Code /
MQ2NPLM The Number of PLM è Enter the number of linked modules.
MQ2NVIPR The Number of Vision Processor è
Enter the number of ICM vision processing boards (COGNEX
boards).
MQ2MULT Multiplexe Type
Note 1
MQ2*MCMC PLM* Mark Camera MPX ch. No. Note 2
Specifies the multiplexer Ch. number where the mark camera is
connected.
MQ2*C(1or2)
MC
PLM* Parts Camera(1or2) MPX ch. No. Note 2
Specifies the multiplexer Ch. number where the parts camera (1
or 2) is connected.
MQ2*C(1or2)
LC
PLM* Parts Camera(1or2) LSO ch. No. Note 2
Specifies the LSO board Ch. number where the parts camera (1 or
2) is connected.
MQ2*C(1or2)
LB
PLM* Parts Camera(1or2) LSO board
No.
Note 2
Specifies the LSO board number where the parts camera (1 or 2) is
connected.
MQ2*C(1or2)
VB
PLM* Parts Camera(1or2) VP board No. Note 2
Specifies the vision processing board Ch. number where the parts
camera (1 or 2) is connected.
MQ2*HDT PLM* Head Type è Single holder type: 0 Index holder type: 1
MQ2*DVT PLM* Device Type è MFU5:0 MFU58:1 MTU6:2 MTU71:3
MQ2*C(1or2)
AT
PLM* Parts Camera(1or2) Type
è
1 2 3 4 6 7
MQ2*MASA PLM* Machine Status
Note 3
MQ2*PECW
PLM* Parts Eject Conv Width è MTU6 used M=74 MTU71 used M=50 MTU not used M=27
MQ2*MDLW
PLM* Module Width è
0:600mm 1:760mm 2:800mm
(V1.80 or newer)
Note 7
MQ2*MCGN PLM* Mark Camera Gain 0
MQ2*MCOF PLM* Mark Camera Offset 0
MQ2*C(1or2)
GN
PLM* Parts Camera(1or2) Gain Note 6 Camera type 1=0, 2=0, 3=0, 4=168, 6=0, 7=128
MQ2*C(1or2)
OF
PLM* Parts Camera(1or2) Offset Note 6 Camera type 1=0, 2=0, 3=0, 4=128, 6=0, 7=128
MQ2*OPIN Counter Output Interval 200
MQ2*EPX PLM* Escape Position X è Front:-105000 Back:105000
MQ2*EPY PLM* Escape Position Y è Front:-170000 Back:170000
MQ2*EPZ PLM* Escape Position Z
Note 7
MQ2*EP2X PLM* Escape Position2 X è Front:-90000 Back:90000
MQ2*EP2Y PLM* Escape Position2 Y 0
MQ2*EP2Z PLM* Escape Position2 Z 0
MQ2*PUT1 PLM* Pickup Timer 100
MQ2*PUT2 PLM* Pickup Timer_2 200
MQ2*PUT3 PLM* Pickup Timer_3 50
MQ2*PMTM
PLM* Placement Timer 50