QP-242E 工程师培训手册 (6.0).pdf.pdf - 第42页
FK-9F98-07 QP242E Schooling Text for Service Engineer 6th edition 6. Proper Data Measurement [ 1 /20] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 6- 1 [ C…

FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 5. Before Beginning the Proper Data Measurements [6/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
5-6
*****This page does not contain any contents.
FK-9F98-07 QP242E Schooling Text for Service Engineer
6th edition 6. Proper Data Measurement [1/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-1
[CHAPTER 6] Proper Data Measurement
Notes regarding vision processing board handling:
1. Never unplug or plug in cables, etc., when the power supply for the vision processing board and
monitor is on. Such actions can damage the vision processing board.
2. Always wear a wrist-band when touching the vision processing board with hands in order to
prevent IC damage caused by static.
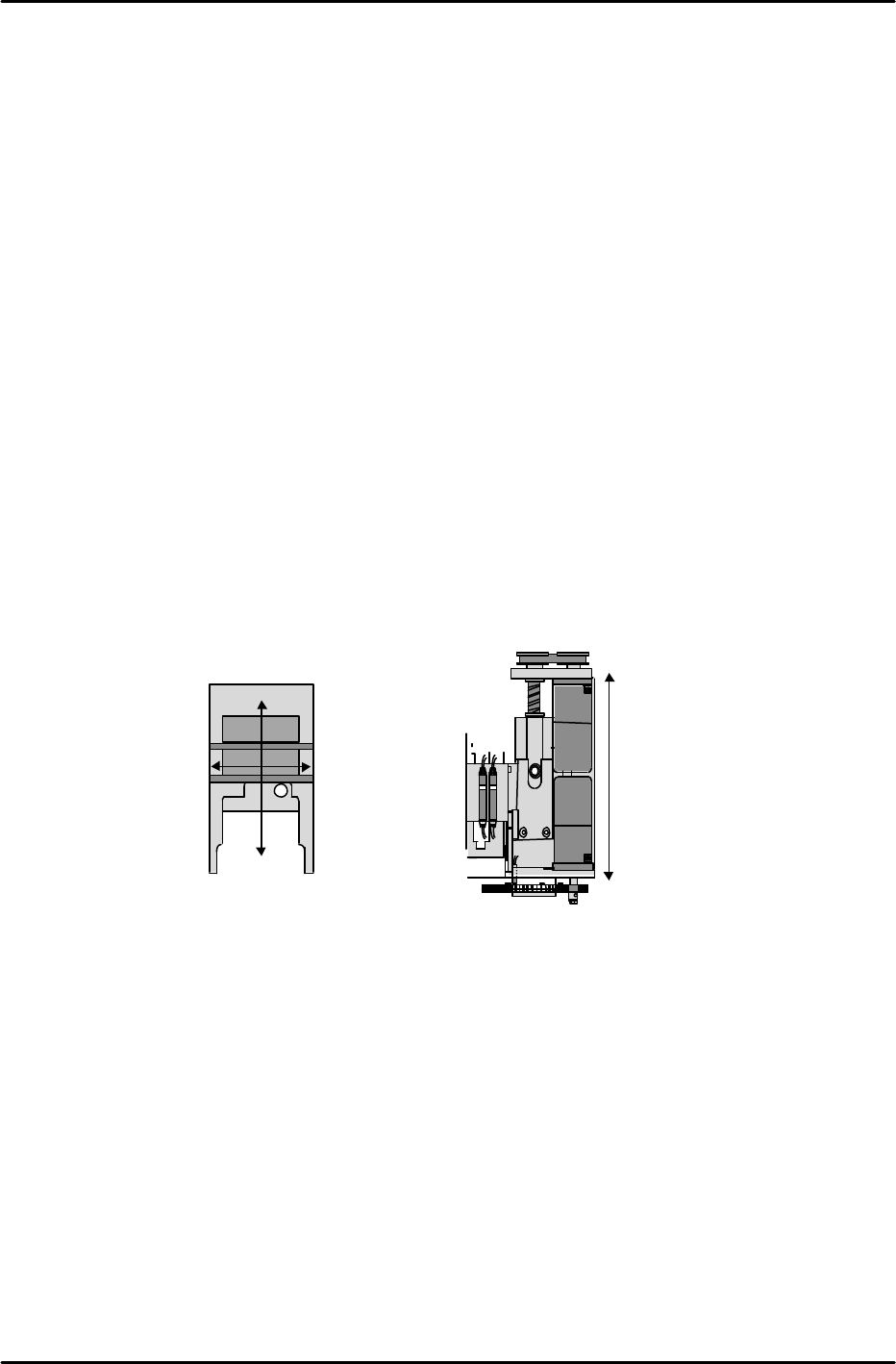
[6-1] Max, Min Limit Position
Note: The plus/minus symbols shown with the X,Y axis servo counter values are
reversed for rear part-supply machines.
1) Display the [Max/Min] screen. At the [X] [Y] [Z] display items, select [X].
[MAX LIMIT] [MIN LIMIT] then displays.
2) Turn off the 200V power supply, release the servo lock, and move the head to the machine’s
right-side mechanical stopper for the [MAX LIMIT], and to the left-side mechanical stopper
for the [MIN LIMIT].
* Note that the MAX and MIN directions are different at rear part-supply machines.
See the figure below.
3) With the head pressed against the stopper, press [MAX LIMIT] or [MIN LIMIT], then press
[SET] and enter the counter value for this position directly to the machine.
4) Measure the Y-axis and Z-axis MAX and MIN limits in the same manner.
* For both the Y-axis Min_Limit_MFU and MTU, enter the value which was measured at the
mechanical stopper position.
X-axis Max
Limit (Min
Limit at rear
load type m/c)
X-axis Min Limit
(Max Limit at rear
load type m/c)
Y-axis Max Limit (Min Limit
at rear part-supply machines)
Y-axis Min Limit (Max Limit
at rear load type m/c)
Z-axis Max Limit
Z-axis Min Limit
FK-9F98-07 QP242E Schooling Text for Service Engineer
6th edition 6. Proper Data Measurement [2/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-2
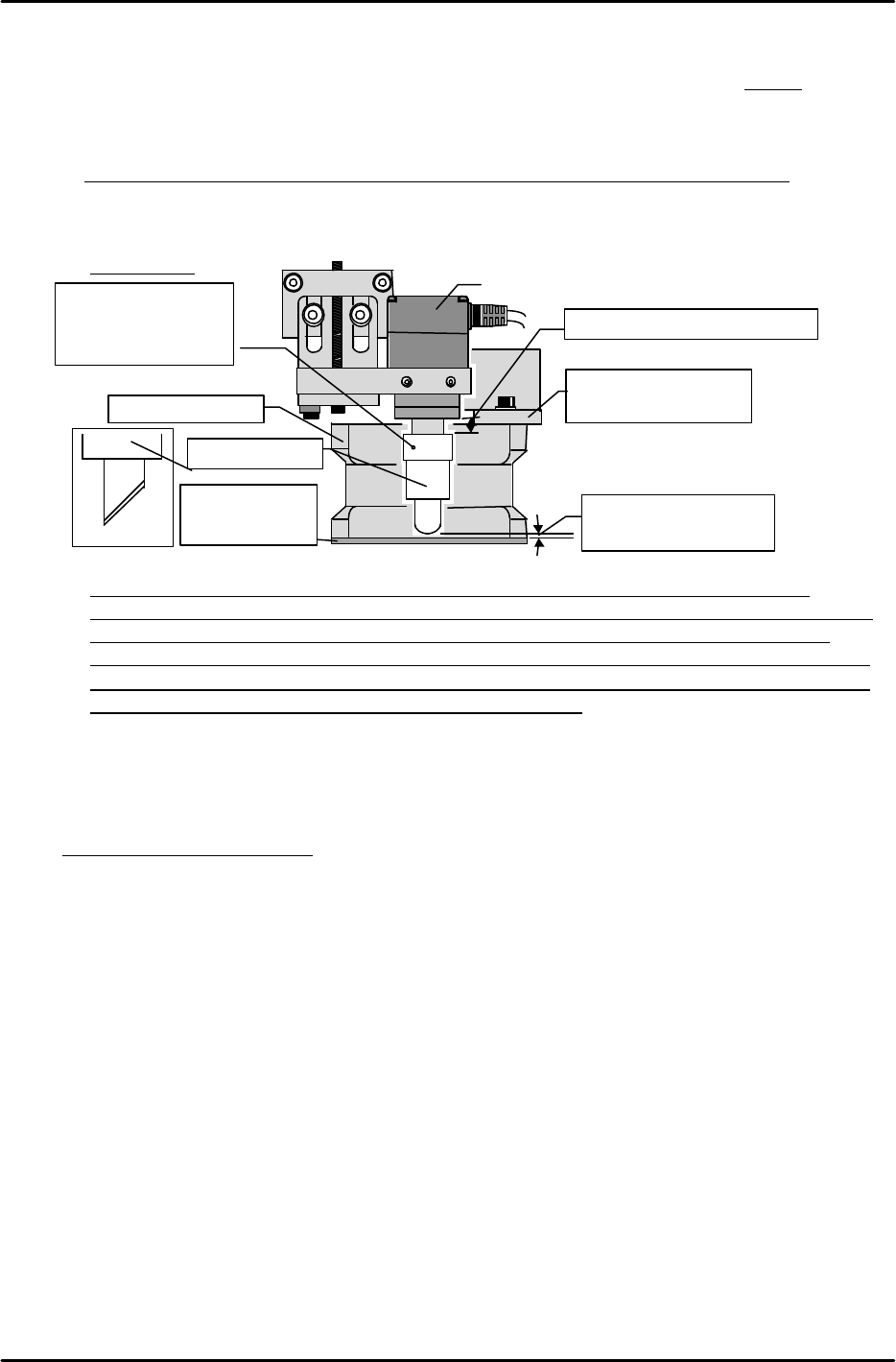
[6-2] Temporary Adjustment of Lens Half Mirror Gap
1) After removing the light source unit, turn the half mirror’s cut face toward the rear of the machine
and temporarily secure it at the position where dimension “A” (see figure below) is 2.5mm.
2) Secure the light source unit after adjusting the tilt so that the dispersion plate is horizontal
to the base. If the tilt in the direction of the mounting bracket’s bend causes interference,
replace the mounting bracket.
Note: Be careful not to disconnect harnesses when mounting and removing the light
source unit.
Note: The camera part number is different at front parts-supply and rear parts-supply
machines. Be sure to verify the part number when changing cameras (refer to the Parts
List). Number labels are affixed to the camera head and camera controller. Always
assemble with same-number items. A mismatch may adversely affect performance, and
may even make image acquisition impossible. When changing cameras, be sure that the
camera head and camera controller are a matched pair.
[6-3] Focusing the Mark Camera
* Each time the number of linked modules is increased, the adjustment module becomes farther
away from the image display monitor, making focusing more difficult. To avoid this problem,
turn the machine power off and connect a portable external monitor to the image output
source for easy and accurate focusing.
1) Verify that the camera is mounted in a perpendicular position, and that the mounting bolts
are tight.
2) Adjust the conveyor width to the width of the plate jig for camera measurement, then place
the jig on the control module (ICM) conveyor.
3) Click the [LOADER] à[LOAD BOARD] commands. A message then displays inquiring where
(which module) the PCB is located. Execute the [CONTROL MODULE] à [CR] à [START]
command sequence to designate module 1 as the jig location and then clamp the jig. Verify
that the jig is securely clamped.
4) Execute the [PROPER] à [CAMERA] à [RESOLUTION] à [MARK CAMERA] command
sequence to turn on the camera lamp and to display the real image at the monitor. Move the
head until the characters or marks on the jig are displayed.
Temporarily secure at 2.5mm
After focusing, adjust
the gap to 1mm
Mounting bracket
for Light source unit
Half mirror
M/C front
M/C rear
Light source unit
Camera
A
Dispersion plate
should be
horizontal to base
Apply
silicone
to the
set screw when
securing the unit at
its final position