QP-242E 工程师培训手册 (6.0).pdf.pdf - 第72页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 8. MTU6 Adjustment [ 4 /16] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 8- 4 [8 -7 ] I/ …
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 8. MTU6 Adjustment [3/16]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
8-3
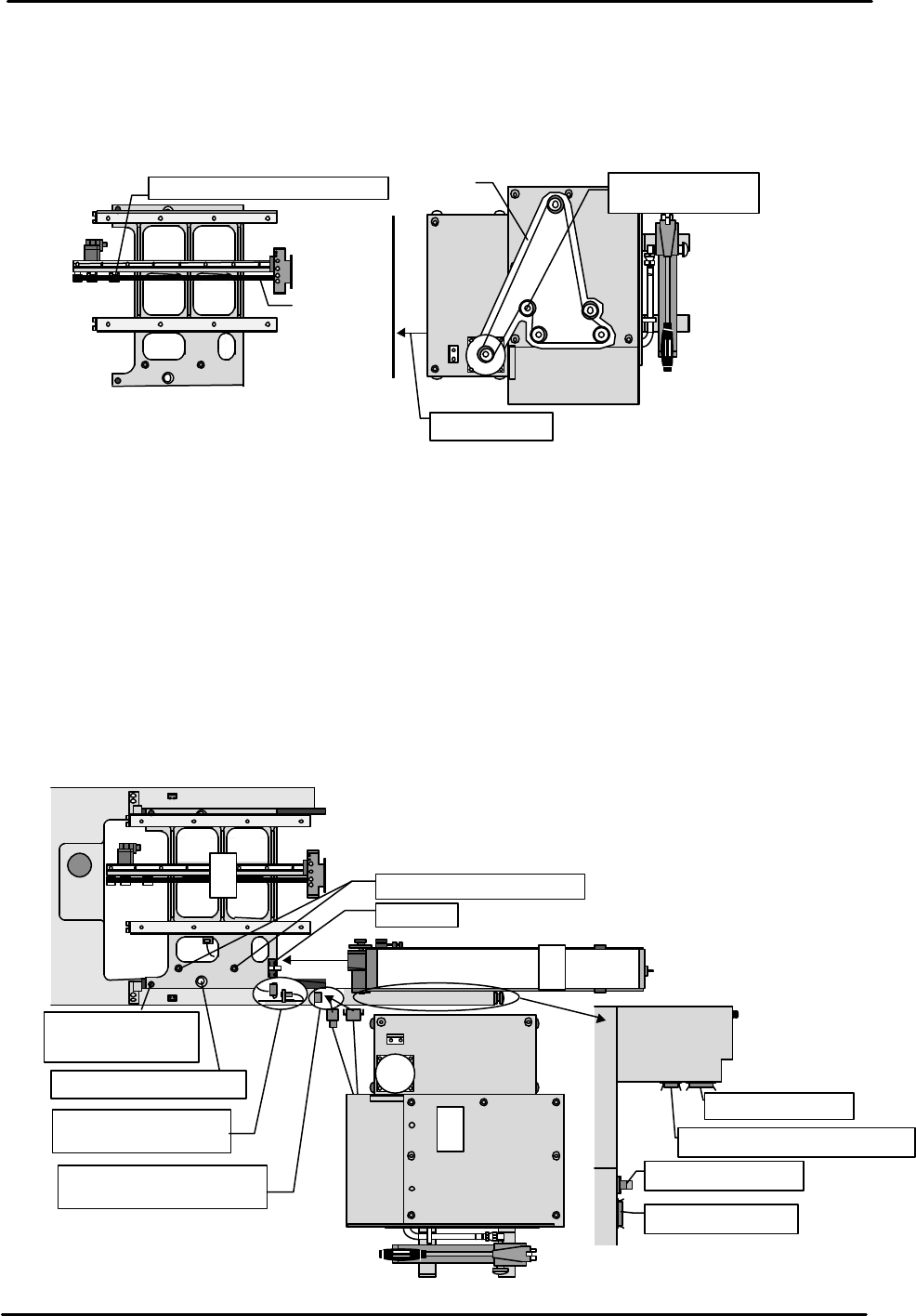
[8-5] TZ-axis and TY-axis Timing Belt Removal
1) Open the MTU safety door and loosen the belt tension adjustment pulley.
2) Remove the lower rear cover and then remove the TZ-axis belt.
3) Loosen the TY-axis belt tension adjustment pulley located on the shuttle and then
remove the belt.
[8-6]
MTU Provisional Connection
1) Shuttle assembly
Set the shuttle assembly using the MFU set jig positioning pin and then secure the
assembly to the machine using the knurled screw on the assembly side. After
securing in place connect the cable that protrudes from the shuttle assembly to the
machine.
2) MTU reject parts conveyor
Adjust before loading the reject parts conveyor on the MTU. (Refer to chapter 11) Set the MTU
reject parts conveyor with the conveyor inserted in the two conveyor positioning pins located
on the assembly side. After the conveyor is set, secure it in place using the torque clamp
located on the assembly side and connect the cable to the lower front fence.
3) MTU provisional connection
Since zero set adjustment cannot be performed if the MTU is connected to the
machine, use extension cords to temporarily connect the MTU power and signal
cables only. Provisionally position the MTU diagonal to the machine so that work
can be performed at the rear of the MTU.
View from top of
Belt tension adjustment pulley
Belt
Remove cover
Belt tension
adjustment pulley
View from
top of MTU
Belt
①
③
Clamp
Shuttle positioning pin
Connect the cable
from the shuttle
Connect the cable from
the MTU
MTU power cable
MTU I/O cable
MFU I/O cable
Reject parts conv. I/O cable
②
Reject parts conveyor
MTU
M/C
Camera
shuttle
Secure in place with
the left and right
knurled screws
Shuttle positioning pin
Front fence
M/C
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 8. MTU6 Adjustment [4/16]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
8-4
[8-7]
I/O Check of Each Sensor
Use the I/O command on the machine to verify that the following input signals are working
properly.
INPUT OUTPUT
* Each interlock
sensor
X016:TRAY EXIST CHK (3LS-20)
X017:TRAY STORE CHK (3LS-18A,B)
X03E:TZ MV OK POS1 (3LS-4)
X03F:TRAY MGZN OK (3LS-2)
* Reject parts
conveyor
X018:NG PARTS FULL
X019:PARTS CV COUNT
Y027:PARTS CONV ON
* Other X038:CHK(TZ) *1
X039:CHK(TY) *1
X03C:TZ SPD DWN PNT (3LS-1)
X03D:TY SPD DWN PNT (3LS-3)
*1: If started up correctly and the 200 V power is on this should be in the "O" status but if
the 200 V power is cut this will remain in the "X" status even after the 200 V power is
rebooted. In this case operate the TY-axis and TZ-axis individually and then check.
[8-8] Proper Data Transmission
1) After confirming that all of the cables are properly connected to the machine, turn on the power to
the machine.
2) Enter the following Proper data items and then transmit the Proper data to the machine.
Device Type = 2
Zero offset TY, TZ = 0
Original Position TY, TZ = 0
Max, Min Limit Position TY, TZ = enter the provisional values
(Measurement of Zero offset TY, TZ, Original Position TY, and TZ is finished but the values here
are merely for reference so enter as zero. Also enter the values that have already been measured for
Max, Min Limit Position TY and TZ as temporary values.
These Proper data items will be re-measured later.)
3) Once transmission of the Proper data has been completed be sure to cut the power to the machine
and reboot.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 8. MTU6 Adjustment [5/16]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
8-5
[8-9]
Zero Set Check
Remove the TZ-axis zero set sensor dog.
Once machine zero set has finished, MTU zero set begins. Trip the TY-axis negative side sensor (machine interior side)
prior to entering MTU zero set. If [START] is then pressed and zero set begins, the MTU will determine that the shuttle
is on the negative side thereby initiating TZ-axis zero set.
(If the TY negative side sensor is not tripped in time or if the positive side sensor is tripped, it is
determined that the shuttle is not in the retract position and the TY-axis moves first until it reaches the
negative side sensor before the TZ-axis moves. Once the TY-axis reaches the retract position, zero set of
the TZ-axis and TY-axis begins in that order.)
Use a scale to trip the TZ-axis zero set sensor and complete TZ-axis zero set. TY-axis zero set then
commences. Complete zero set of this axis in the same manner. Zero set is complete once both axes are
zero set. Maintain the 200 V power until adjustment is finished.
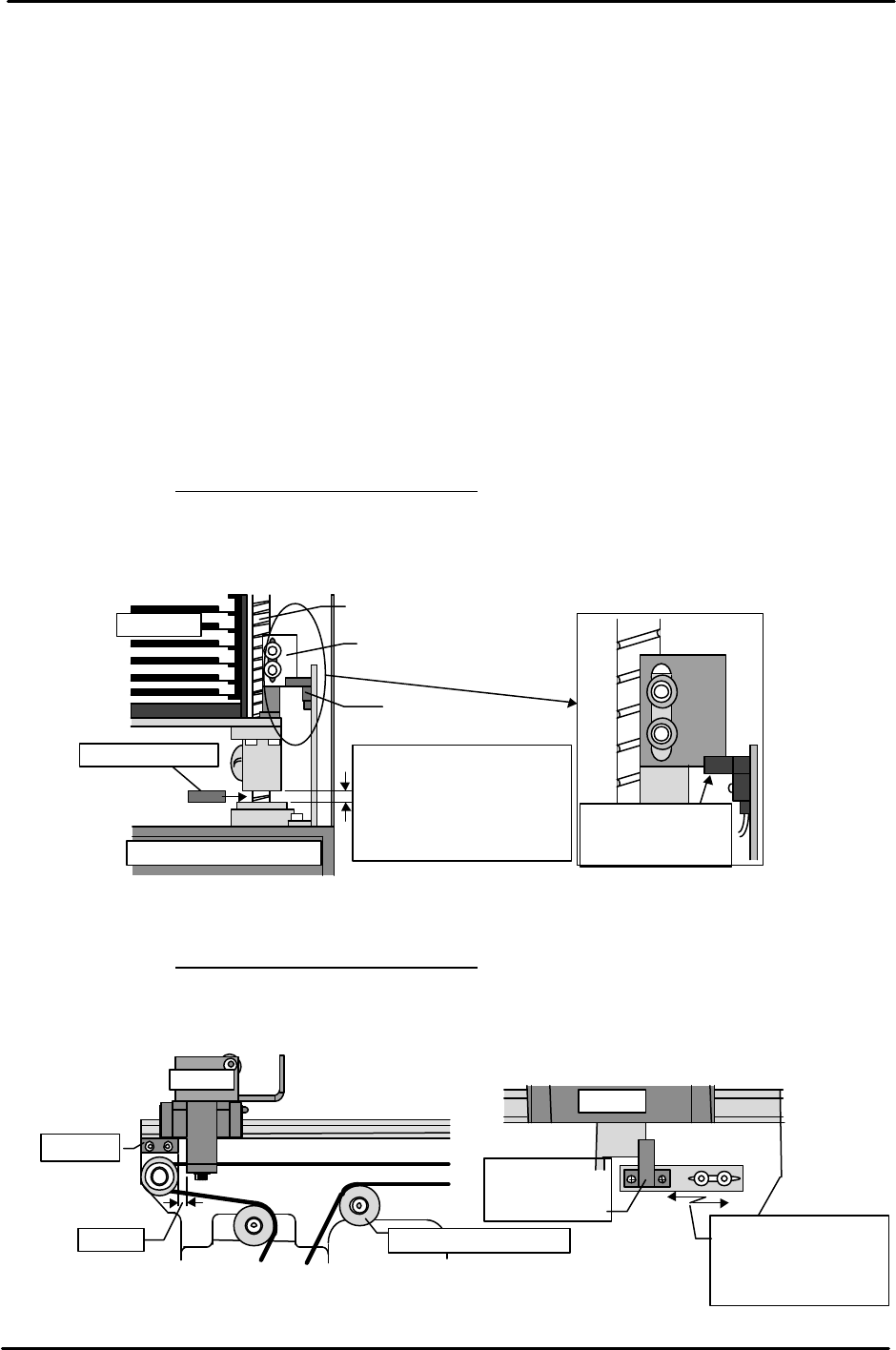
1) TZ-axis adjustment
Slowly raise the three TZ-axis ball screws and insert a 10 mm thick jig plate between
the stopper and each respective ball screw. Set the TZ-axis timing belt in this
position.
Note: There are three TZ-axis ball screws. Carefully attach the belt so that the height of
each of the ball screws is the same.
Belt tension: 46.90 Hz ± 10 Hz
Raise the axis 5 mm (+ 500 pulses, 15 mm from the mechanical stopper) from this
position and attach the dog that was removed previously. Adjust the dog up or
down so that the zero set sensor comes on.
2) TY-axis adjustment
Attach the timing belt with the shuttle in a position 3 mm (40 pulses) from the negative
side mechanical stopper.
Belt tension: 40.69 Hz ± 10 Hz
Move the sensor bracket to adjust the zero set sensor so that it comes on in a position
+ 65 pulses (105 pulses from the negative side mechanical stopper) from the position at
which the timing belt was installed.
Tray rack
TZ-axis ball screw
Dog
Sensor
Lower right front of MTU
10mm block jig
Adjust so that the
sensor comes on at
+ 500 pulses.
10mm
Insert the jig between the
ball screw and stopper of
each respective ball screw so
Shuttl
3mm
Stopper
Belt tension adj. pulley
Shuttle
Move the sensor
bracket to adjust the
sensor position so
that it comes on.
TY-axis position at + 65 pulses
Zero set
deceleration
sensor