QP-242E 工程师培训手册 (6.0).pdf.pdf - 第87页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 10. STU Adjustment & Operation Check [ 1 /8] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section …
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 9. Reject Parts Conveyor Adjustment & Operation Check [2/2]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
9-2
[9-5] Operation Check of Air Pencil
Put inside a spare part and carry out an operation check of the air pencil.
[9-6] Input of Proper Data Setting for PLM? MFU Parts Eject Conveyor D no
When an MFU is equipped with a reject parts conveyor the device number at which it is installed
must be set. Specify the load number setting from the customer or if there are no other options
loaded then set the left end of the MFU.
If this item is set to “0” the MFU will be handled as having no reject parts conveyor and all NG
parts will be discarded in the reject parts box.
Retransmit the Proper data after making this setting.
【
9-7
】
Operation Check
Transmit a program to the machine and carry out an operation check of the reject parts conveyor.
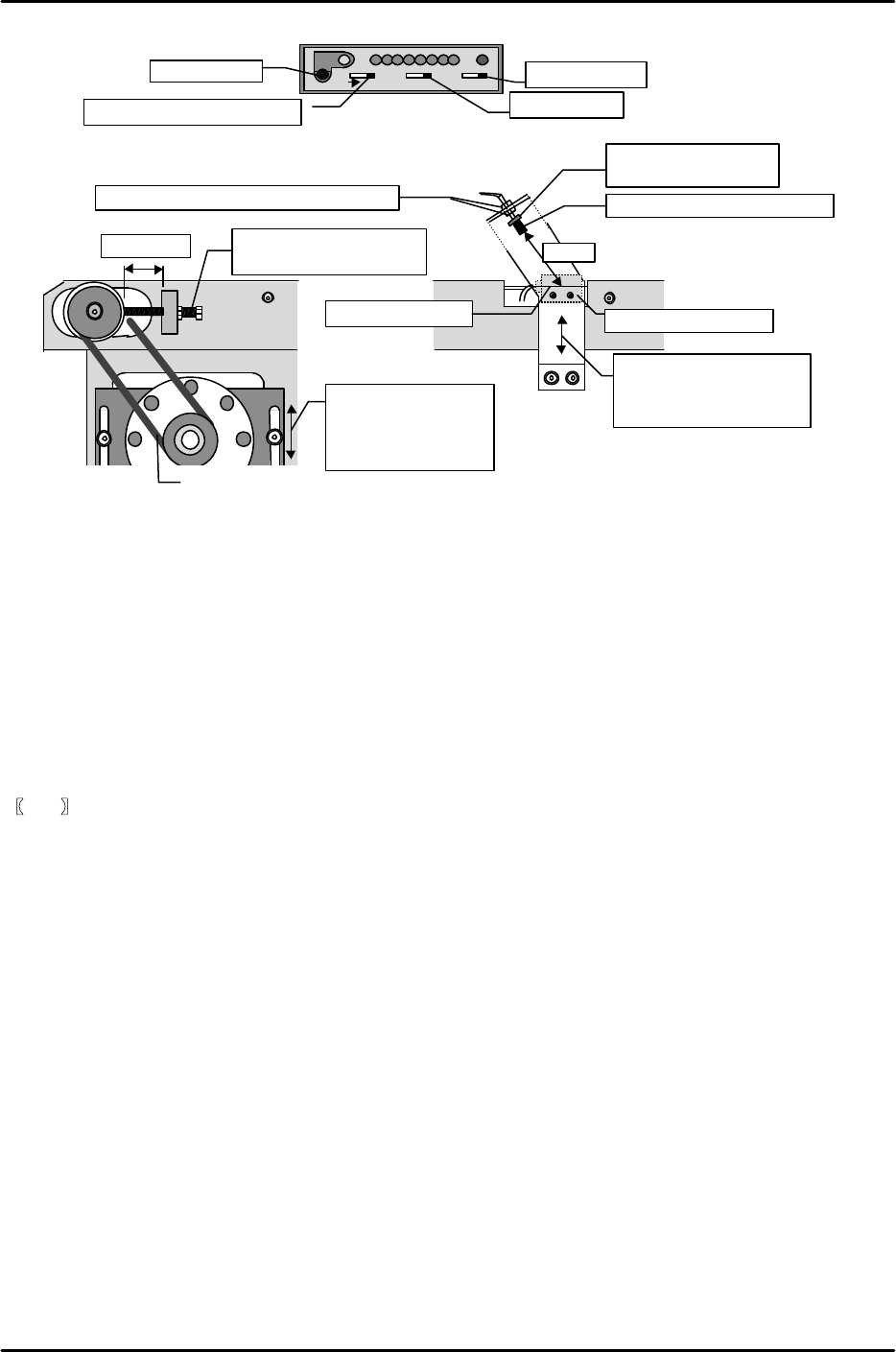
SET
KEYENCE FS-
D ,ONL ,ONOFFOF
LOO
LEVEL OU
Set to
“D
,ON”
.
Set to “OFF”.
Set to “Lock” or “Unlock”.
Set button
Chain
18~19mm Conveyor belt tension
adjustment bolt
Error conveyor
Move the motor
mount bracket up
and down to adjust
the chain tension.
Move up and down to
adjust the part check
sensor
35mm
Parts check sensor
Top of conveyor
Large part detection sensor
Loosen this nut and adjust to 35
mm.
Loosen this nut to
adjust the focus.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 10. STU Adjustment & Operation Check [1/8]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
10-1
[CHAPTER 10]
STU Adjustment & Operation Check
[10-1] Prior to Adjusting the STU
STU-1 Specifications
Number of part types : 1 type per unit
Tray size : 100 x 150 mm ~ 150 x 330 mm
Tray stacking height : 4 ~ 50 mm
Max Empty Tray Weight : 240 g/tray
Occupied devices : 9 devices
Number of units that can be loaded: MFU-5 1 (0) MFU-58 2 (1)
- The values in parentheses indicate the number of STUs that can
be loaded on an MFU when a 2-camera system is used.
STU-2 Specifications
Number of part types : 1 type per unit
Tray size : 50 x 50 mm ~ 102 x 102 mm
Tray stacking height : 4 ~ 50 mm
Max Empty Tray Weight : 240 g/tray
Occupied devices : 7 devices
Number of units that can be loaded: MFU-5 2 MFU-58 4
- There are no restrictions when a 2-camera system is used.
- The STU able to stack trays and for this purpose is equipped with a unit to raise trays and a tray
remover.
- Trays are always positioned with a top surface reference using the positioning sensor. As a result
part pickup using the pickup nozzle does not have to take into account such things as the part
height, tray thickness, and number of trays depending on the pickup nozzle.
- Since STU units can be loaded on an MFU it is possible for a mix of STU and IP-type feeders to be
loaded on a module. However, it is not possible to load two different types of STUs on the same
module since this would create two STU mechanical standards.
- Since there is spacing (3 device positions) on both sides of the STU to avoid interference with IP
feeders, it is recommended that the STU be loaded on the left side of the MFU and that an
accompanying reject parts conveyor be loaded on the right side of the STU.
- An independent air source is required on the STU.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 10. STU Adjustment & Operation Check [2/8]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
10-2
[10-2] STU Loading
1) Cut the power to the machine.
2) After checking the STU type and module specified for loading in the specification manual, set the
STU in the MFU (D9). Also connect the STU coupler connector part request cable to the device
number 9 connector and the tray out cable to device number 8.
3) Load the MFU in the machine being careful of the cables. After the MFU is loaded, connect the
STU power cable and air tubing.
4) Once the cables are connected turn the power to the machine on and verify that the [POWER ON]
lamp on the rear of the STU is lit
[10-3]
Proper Data Check
After checking the following Proper data items transmit the Proper data to the machine and
then reboot the machine.
Module Proper data
* PLM? Device Type
0: Recognize IP type feeders
* PLM? STU_Type
0: Compatible with a Y-direction length of up to 250 mm (STU2)
1: Compatible with a Y-direction length of up to 330 mm (STU1)
* PLM? IPDO_X, Y, Z
Go to section [6-24& 25] and enter the measured values.
When entering the Proper data items above, if Package_Type in the Package_Edit data of the
placement part is set to “0”, the machine will recognize parts supplied from an STU.
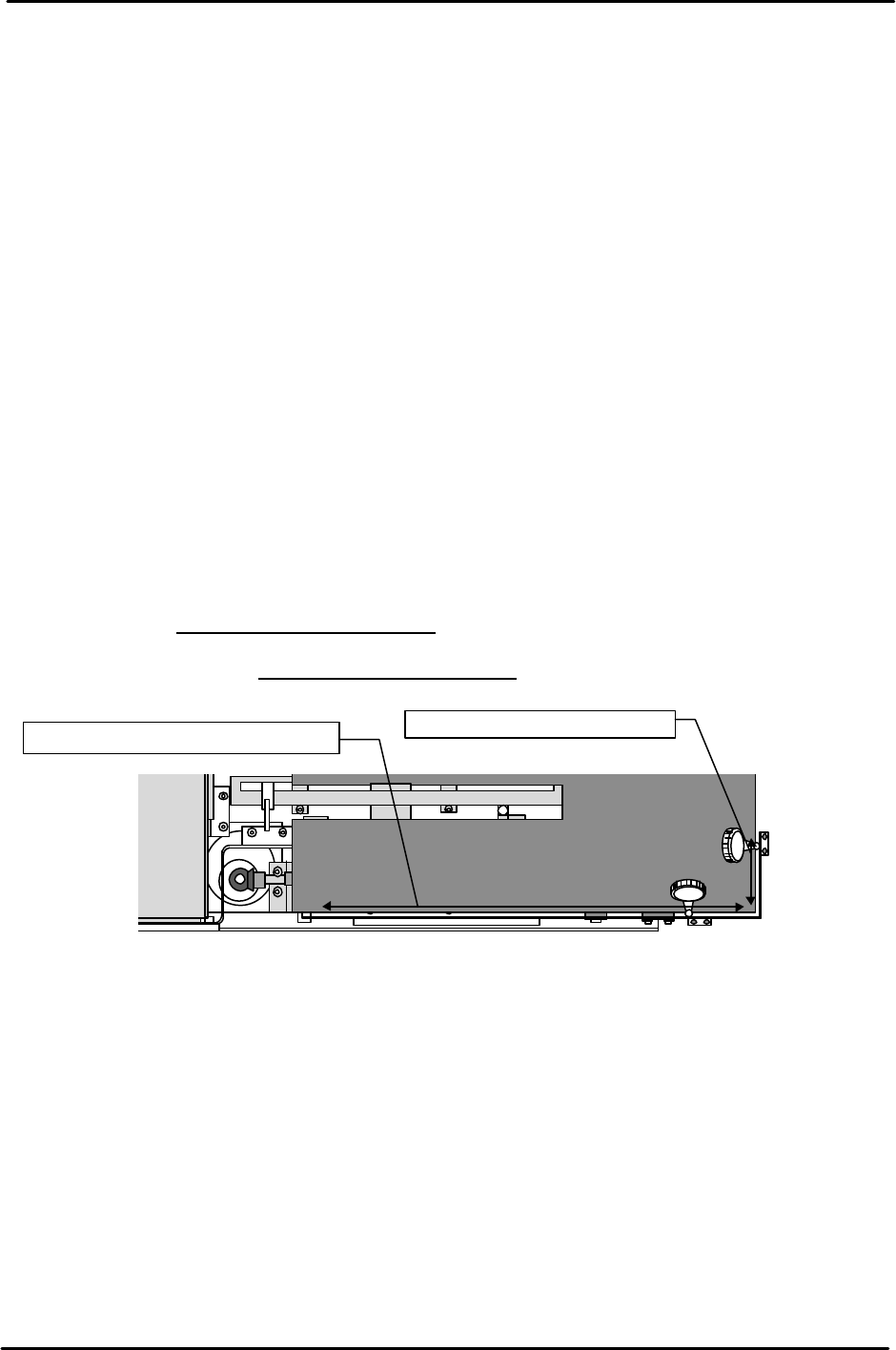
[10-4]
Tray Positioning Side Plate Parallel Measurement
1) Set a dial gauge on the placement head, move in the Y-direction and measure the side steel plate.
Tolerance: Within 0.5 mm
2) Set the dial gauge in the same way, move in the X-direction and measure the front steel plate.
Tolerance: Within 0.3 mm
[10-5] Tray Position Check Sensor & Add Check Sensor Adjustment
1) After connecting the STU cable and air tubing, the STU power will come on when the machine
power is booted up.
2) Adjust the tray position check sensor and add check sensor light beams so they are aligned at the
provisional heights by loosening the sensor mount hollow bolts and moving the sensors up and
down. Check the servo amps while doing this. Temporarily adjust the sensors so that the height
of the add check sensor is higher than the tray position check sensor.
3) Load a standard 100-pin size empty tray (used when acquiring data) on the STU tray holder and
then load the device jig used for Proper data measurement next to the STU at device position
number 11.
4) When the I/O Y02D SEND PART D9 of the loaded module is turned on, the tray holder rises, the
top of the empty tray set in the previous step is detected by the tray position check sensor and the
holder then stops.
①②
3.
4.
Measure parallelism with the Y-axis
Measure parallelism to the X-axis.
( )
( )
( )
( )