QP-242E 工程师培训手册 (6.0).pdf.pdf - 第30页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 4. Axis Zero Setting Adjustment [ 1 / 6 ] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 4-…
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 3. QP242E Initial Adjustment (2) [12/12]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-12
[3-16] Nozzle Changer Operation Check and Sensor Adjustment (For Single Types Only)
1) Changer UP/DOWN operation check
Use the following commands to raise and lower the changer unit:
[SET]è[POSITION]è[MODULE NO.]è [NOZZLE]è[STATION]è[UP][DOWN].
Verify that the changer operates in a smooth manner.
2) Shutter operation check
1. Open and close the shutter by turning the "X020 NZL SHTTR CLS" and "X021 NZL
SHTTR OPEN" I/O commands on and off. Verify that the shutter opens and closes in a
smooth manner.
2. At the shutter open position, align the center of the shutter hole with the center of the
station nozzle holder hole. This is done by turning the adjusting bolt, and by adjusting
the shutter open/close cylinder stroke.
3. Adjust the shutter OPEN/CLOSE limit sensors. With the shutter open, move the shutter
OPEN sensor downward until it switches off. Next, raise the sensor to the point where it
switches on again, then secure the sensor 0.5mm below that point. Move the shutter
CLOSE sensor upward until it is against the top bracket (it cannot be raised higher than
this), then secure it 0.5mm below that position.
Release the air from the shutter OPEN/CLOSE cylinder and move the shutter by hand,
verifying that the shutter OPEN/CLOSE sensors remain on through a distance of 0.5mm
(at the cylinder stroke). If they do not remain on through a distance of 0.5mm, adjust the
sensor positions (up and down) until the distance is 0.5mm.
4. After completing the adjustments, open and close the shutter again, verifying that the
inputs occur at the I/O IN side. Also verify that the sensor switches off when a nozzle is
clamped (for nozzle clamp detection function).
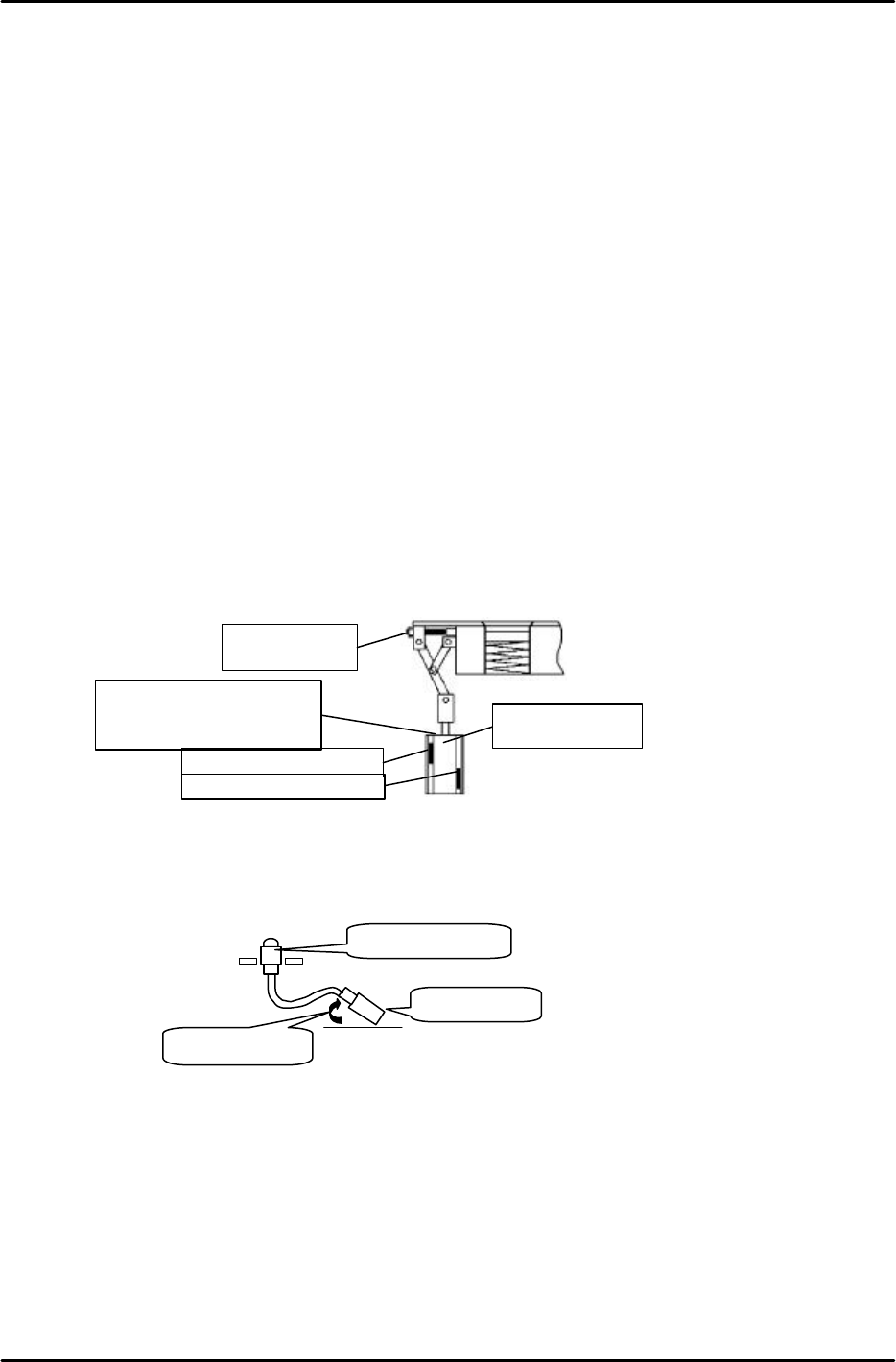
[3-17] Securing the Head's Vacuum Hose
Secure the head's vacuum hose as shown below with the ejector elbow facing inward (to
prevent hose interference).
Ball-
spline elbow
Ejector elbow
Facing inward
Shutter CLOSE sensor
Shutter OPEN sensor
Nozzle changer
shutter
adj ust i ng bol t
Shutter
OPEN/CLOSE
cylinder
Shutter CLOSE sensor
cannot be raised higher
than this BKT.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 4. Axis Zero Setting Adjustment [1/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-1
[Chapter 4] Axis Zero Setting Adjustment
[Explanation of Chapter 4]
This chapter describes the axis zero setting adjustment procedure which is performed at the
standard display screen. Be sure to verify that zero settings have been specified before
attempting this adjustment procedure. The "mechanical check" mode zero setting
adjustment procedure is described at the end of this chapter. Select the procedure which is
appropriate.
X axis 0.0025mm / Pls
Y axis 0.0025mm / Pls
Z axis 0.0015mm / Pls
Q axis 0.005degrees / Pls
[4-1] Cooling Fan Operation Check
Verify that all cooling fans are operating when the PLM starts up at power on.
[4-2] Digital Amplifier Parameter Check
Connect a digital operator to "ch3" of the amplifier being checked,
and verify that all settings are correct.
[Using the digital operator]
1) Connect the digital operator to each servo amplifier.
Either "[-.bb]" (100V) or "[run]" (200V) displays at this time.
2) Execute the following sequence to verify that the "CN-00" parameter is "00-00":
[–.bb [–.bb] à DSPL à Cn-00 à DATA
SET ENTER
3) Execute the following sequence to verify the "CN-01" parameter:
DSPL à Cn-00 à à Cn-01à DATA
SET ENTER
* Reverse the above sequence to return to the original display.
[4-3] Temporary Zero Setting
Adjust until a zero setting is possible.
Press the [START] button to end the zero setting procedure.
Note: If the zero setting cannot be ended, adjust each axis using the mechanical check mode
zero setting procedure described in section [4-2].
[4-4] Before Beginning the Axis Zero Setting Adjustments
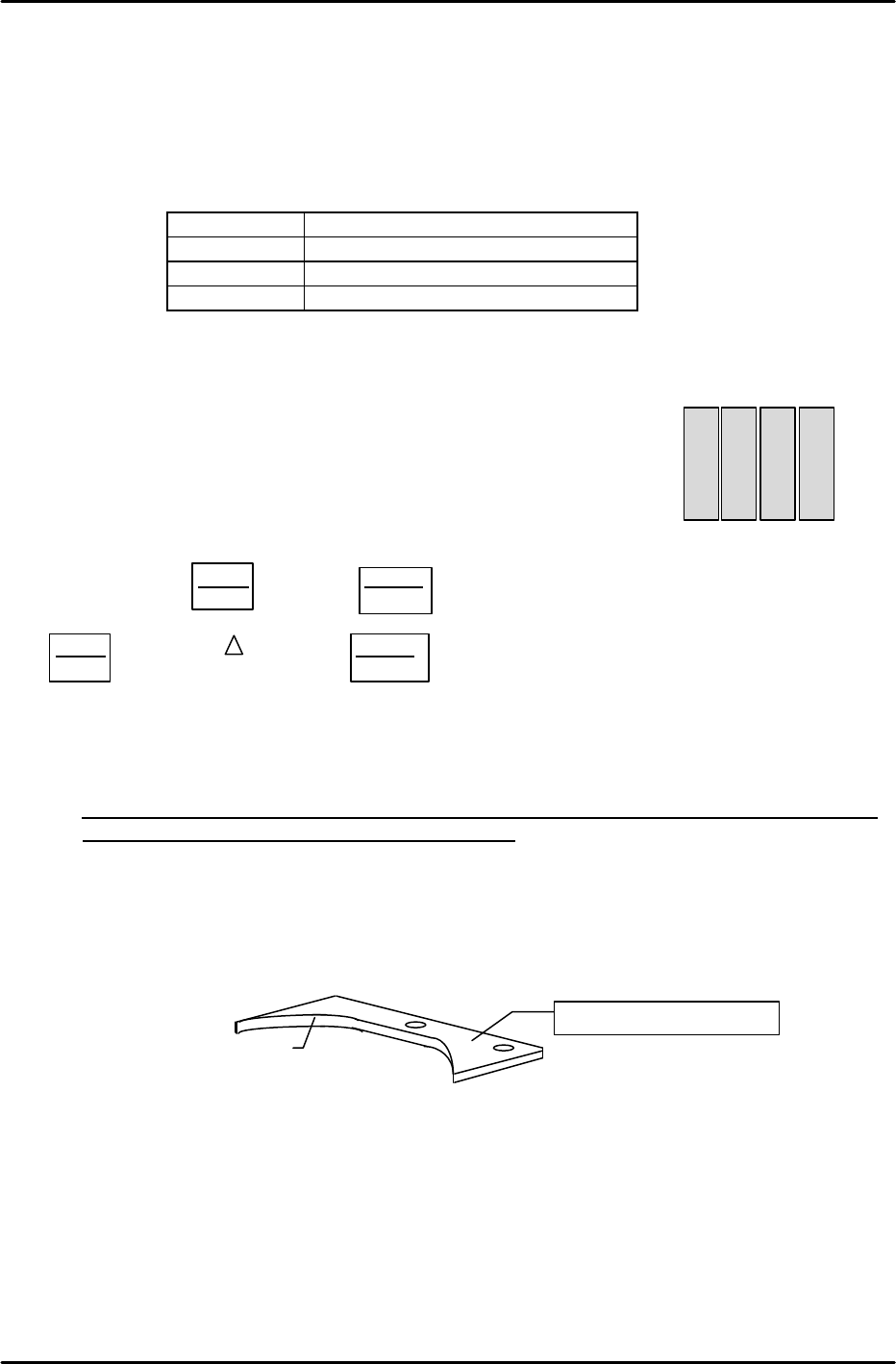
1) If an index holder or a single nozzle holder is mounted at the head, be sure to remove the
holder to prevent interference with the table and brackets.
2) If an index head is being used, remove the nozzle changer holder's bracket. Do not remount
this bracket until just before the Proper data measurement is performed.
3) Press the Emergency Stop button to turn off the 200V power supply.
4) Execute the following on-screen command sequence to display the servo counter screen for
the module to be adjusted: [SET]->[SERVO]->[Number of module to be adjusted]->[CR]
5) Remove the X-axis timing belt, the Y-axis coupling, and the Z-axis timing belt, then adjust
each axis as described in the following sections.
Nozzle changer bracket
Nozzle changer grounding face
SAV1
SAV2
SAV3
SAV4
X
Y
Q
Z
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 4. Axis Zero Setting Adjustment [2/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-2
[4-5] X-Axis Zero Setting Adjustment and Belt Tension Adjustment (Same Procedure for all Module Types)
1) While watching the displayed counter value, turn the X-axis motor by hand to the 4000 pulse
position (-4000 pulse position at rear part-supply machines).
2) Move the head to the mechanical stopper at the machine's right side (as viewed from the part
supply side), then attach the timing belt and adjust its tension.
Belt tension tolerance:
:
227HZ±10HZ
After adjusting the belt tension, move the head back to right-side mechanical stopper position
and verify that the counter reading is within 40 00±200pulses (-4000 pulse position at rear
part-supply machines).
* Flip chip modules have a coupling drive system rather than a belt drive. At these modules,
adjust the X-axis to a 4000±100 pulse position .
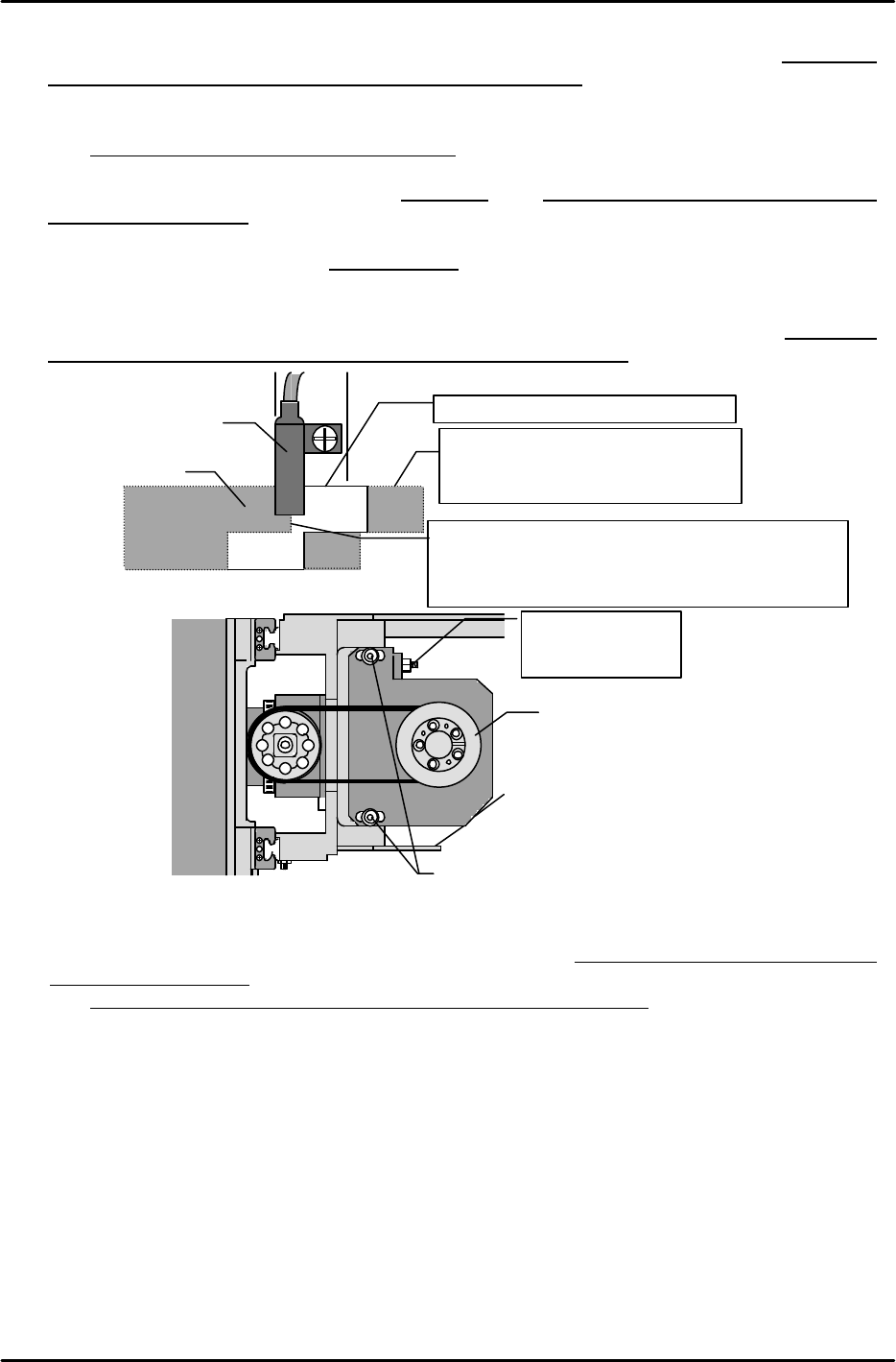
3) After completing the above adjustment, adjust the X-axis deceleration sensor position so that
the sensor switches on at the -5500 pulse position. Following this adjustment, use the
"CHECK, X006, X AXIS ZERO" I/O to verify that the sensor switches on at the -5500±100
pulse position (5500 pulse position at rear part-supply machines).
[4-6] Y-axis Zero Setting Adjustment
1) Adjust in the same manner as for the X-axis (see above), so that the distance from the zero
setting completion position to the mechanical stopper is 4000 ± 100 pulses (-4000 at rear
part-supply machines), and so that the deceleration sensor switches on at the
-6000 ± 100 pulse position (6000 at rear part-supply machines).
2) Verify that the coupling slides smoothly (is centered) between the ballscrew and the motor
shaft. Install the coupling so that its center is aligned with the center between axes (the
best way to do this is to secure the coupling with it pressed against the end of the ballscrew).
Be sure that there is no tensile or compressive stress acting on the coupling.
3) Use a torque wrench to tighten the coupling.
Y-axis coupling tightening torque: 34.0 kg.cm
Zero setting completion position
Deceleration sensor on position.
Move the head to the -5500 pulse position and
adjust the sensor position so that the sensor
switches on at that point.
Mechanical stopper position.
Move the motor to the 4000 pulse
position, then attach the belt.
X-axis deceleration sensor
dog
X axis HEAD
Mounting bolt
Motor pulley
Belt tension
adjusting bolt