QP-242E 工程师培训手册 (6.0).pdf.pdf - 第27页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 3. QP242E Initial Adjustment (2) [ 10 /12] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 3…
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 3. QP242E Initial Adjustment (2) [9/12]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-9
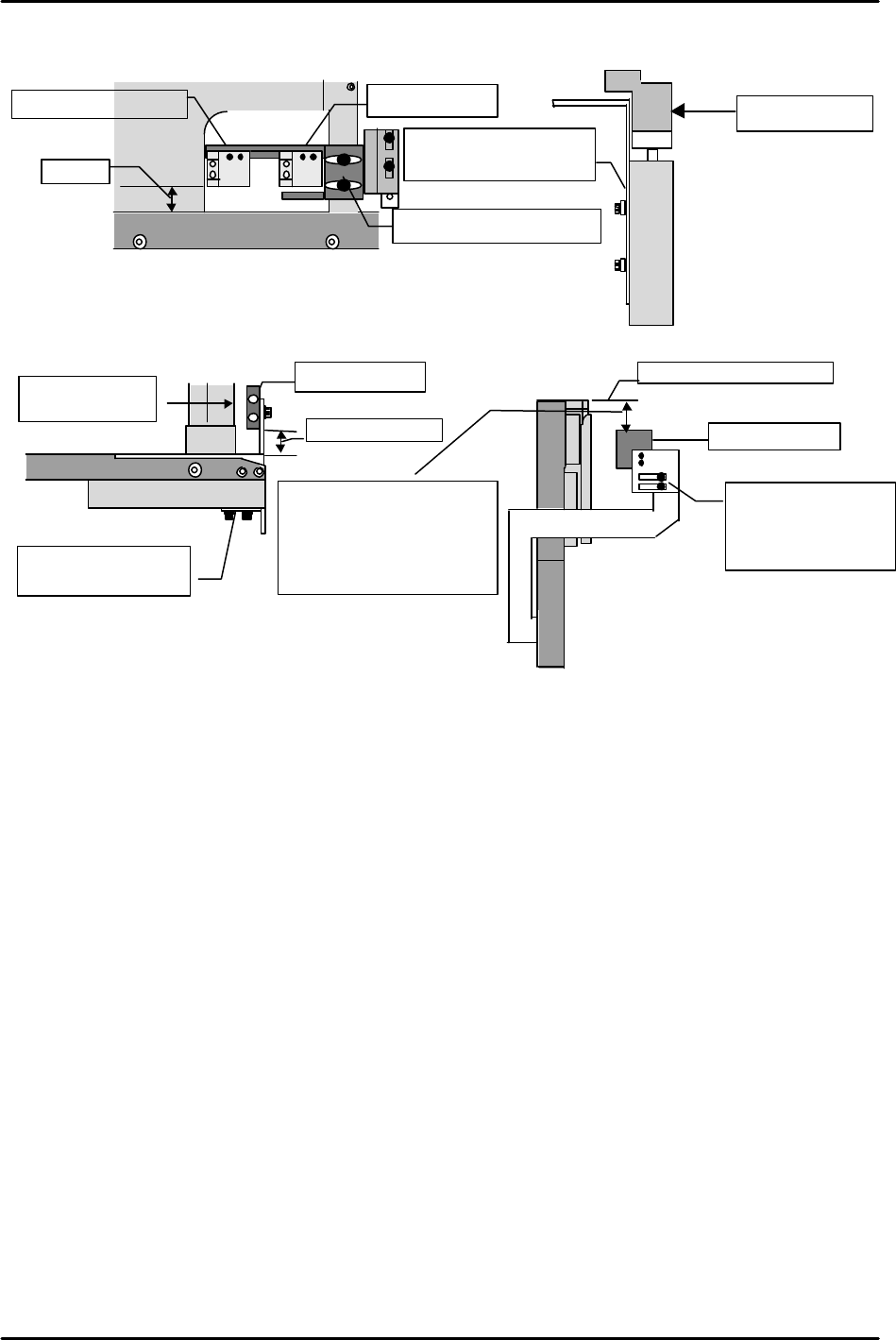
3) Adjust the machine's deceleration, arrival, and pass sensor positions with reference to the
following illustration. (This illustration shows a rear part-supply machine)
Note 1. Verify that that there is no interference between the pass sensor bracket and the
conveyor pulley (or belt) when the conveyor is adjusted to the minimum size board
width.
As old type brackets cannot be adjusted to 5mm, move these brackets to the end of the
slot.
Note 2. Because interference occurs if old type brackets are adjusted to 3mm, a change of up to
6mm is permitted.
4) Set the volume of the conveyor deceleration speed controller to 30%. Check to see if the
conveyor decelerates when the deceleration sensor beam is blocked.
5) Clamp a Fuji board (1.6mm thick, with black sensor activating face), and verify that the
deceleration, arrival, and pass sensors operate properly. If a sensor fails to activate, turn the
sensor's amplifier volume a little higher, stopping at the point where the sensor activates.
6) Set a premounted part on a Fuji board (board bottom face, height 23mm, with black sensor
activating face), and check to see if this part activates the deceleration and arrival sensors.
If a sensor fails to activate, turn the sensor's amplifier volume a little higher, stopping at the
point where the sensor activates. (For premounted parts with heights exceeding 23mm (23
to 26mm), move the sensor further back.) If the pass sensor fails to activate, adjust its
amplifier volume so that the pass sensor can detect a black color 26mm below the board's
bottom face.
7) Finally, verify that the sensors are not activated by the white board located 27mm above the
board clamper's top face. (Not activated by the mark camera's white dispersion plate.)
8) If the check results at steps 6) and 7) are NG, change the sensor height (pass sensor), then
repeat the above procedure, beginning from step 5). However, only the pass sensor height may
be changed. Only volume adjustment is permitted at the deceleration and arrival sensors.
Conveyor
Set height adjusting
bracket to approximately
50mm, and verify as
described in steps 6) and 7)
below. If NG, readjust.
Pass sensor
5mm *See note 1
Viewed from top of machine
Conveyor
Set height adjusting
bracket to 50mm
Viewed from machine's
right side
Pass sensor
From conveyor's top face
Adjust to
3 to 6mm
*See note 2
Adjust front
/back
positioning bracket
to 5mm
*See note 1
9mm
Viewed from machine rear
Conveyor
ー
Deceleration sensor
Adjust front
/back
positioning bracket to
9mm
Arrival sensor
Viewed from machine front
Main stopper
Secure at center of slot
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 3. QP242E Initial Adjustment (2) [10/12]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-10
[3-11 ] Conveyor Width Check
1) Lower the lifter table.
2) Verify that the conveyor width can be adjusted from the minimum (50mm) to maximum
(356mm) width in a smooth manner without interference.
[3-12] MFU Clamp Pin and Stopper Position Adjustments
Note: When detaching and moving the MFU, protect the cable.
(For example, keep the cable off the floor so that it does not get run over by the MFU
casters.)
1) Set MFUs at the machine, verifying that all MFUs can be set in a smooth manner.
2) Adjust the stopper bracket so that there is a 0.5mm gap between the urethane MFU stopper
and the MFU's end face.
[3-13 ] MFU IN/OUT Port Check
Mount a feeder (for an I/O check) at the MFU, then use I/O commands to check the operation
of all devices. [Ex] I/O X03C PART FED CMPLT, Y028 SEND PART D1
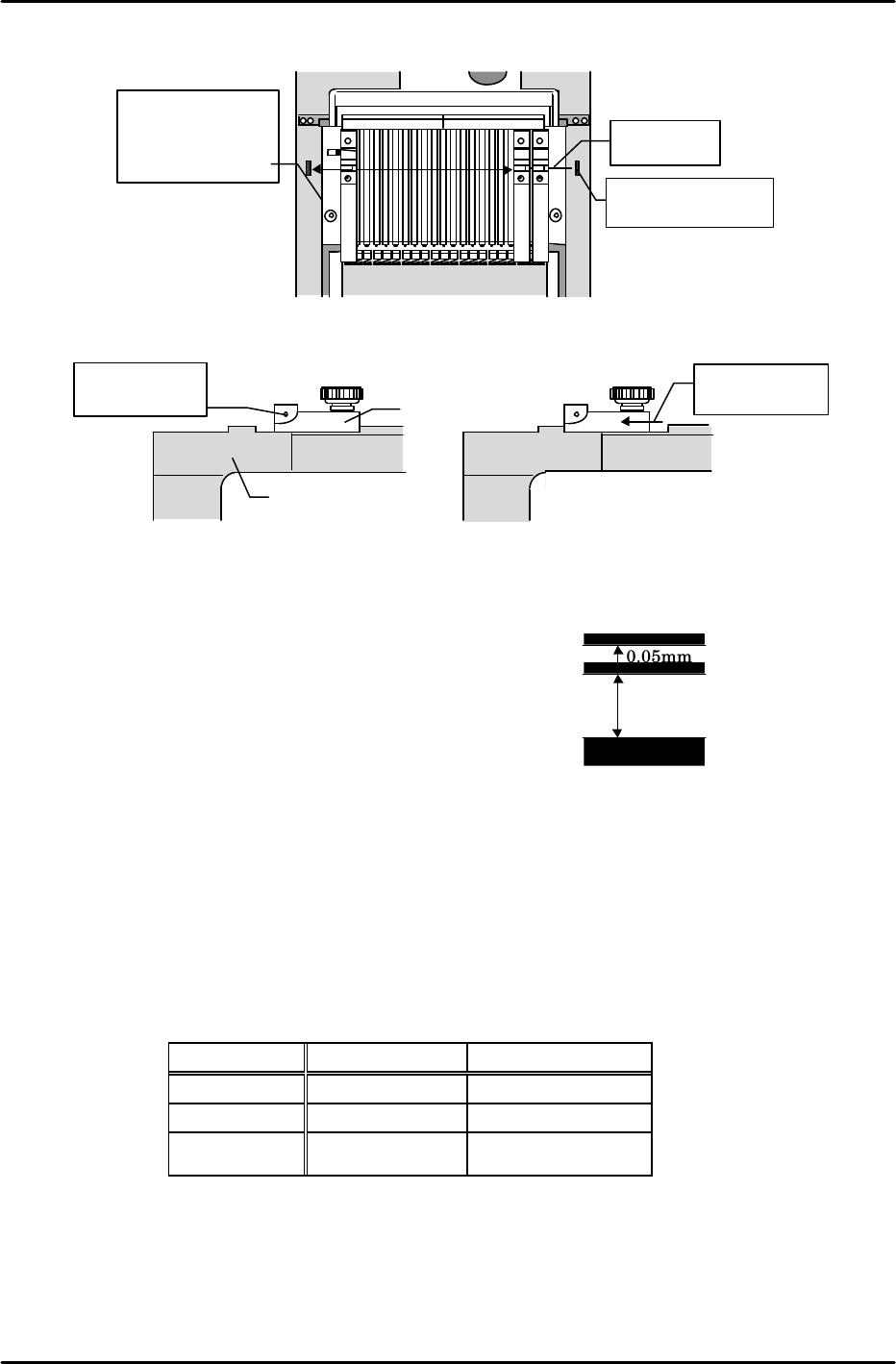
[3-14] Tape Leaf Sensor Adjustment
1) Set an MFU at the machine.
2) Mount device jigs at D19 and D21.
3) Insert bar jigs (1.8mm dia.) into both slits, then move the sensor until the bar jigs are
positioned in the center of the sensor beam. Partially tighten the sensor at that position.
4) Move the D19 jig to D1, and adjust the sensor receptor side in the same manner, partially
tightening it at this position.
5) Move the jig slits forward one side at a time and use the "IN X00E FDR DETECT" I/O
command to verify that the sensor switches off.
6) After completing this check, tighten the sensors all the way and check again using the same
I/O command.
2119
MFU
0.5mm gap
between urethane
stopper and MFU
Conveyor
Board thickness: 1.6mm
23mm
Premounted part (black bottom face)
Sensor
*
When the conveyor height exceeds
950mm, shoes are placed over the casters.
In this case, the position of scale mark seal
(indicating the conveyor height) is also
raised by the amount of the shoe height.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 3. QP242E Initial Adjustment (2) [11/12]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-11
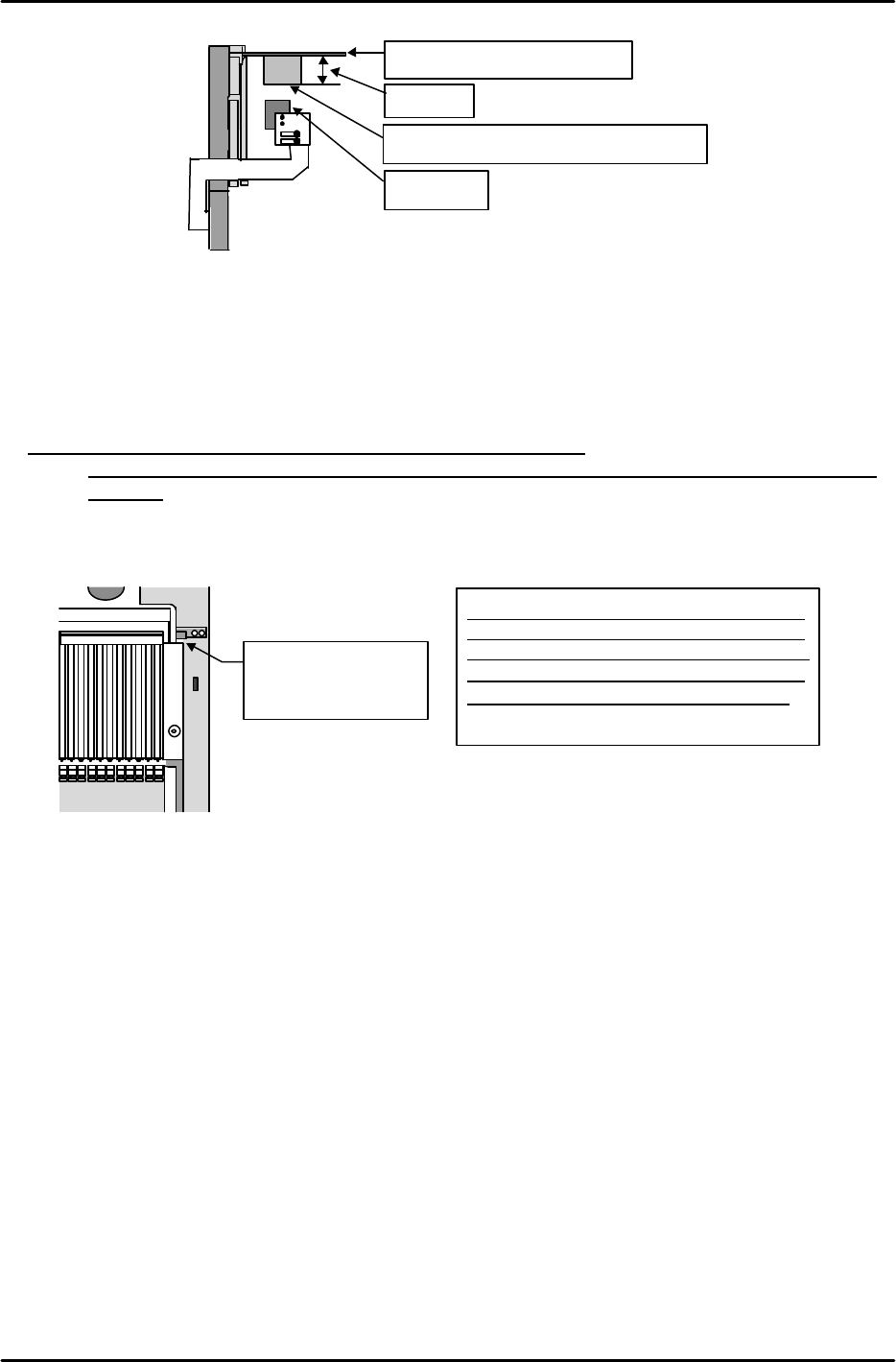
0.1mm
0.05mm
Sensor on
detection height
MFU guide's
top face
Sensor off
confirmation height
[3-15] MFU Set Sensor Adjustment
Adjust the sensor height so that the sensor switches from on to off at a point 0.10mm above the
top face of the MFU guide. Verify that the sensor
definitely switches off at 0.15mm above the MFU guide.
1) Adjust the sensor mounting bracket so that it is flat
(within 0.10mm at both ends).
2) Set a jig so that its detection face is 0.10mm above the
MFU rail's top face, then adjust the sensor height to the
position where the sensor switches from on to off.
3) Set a jig so that its detection face is 0.10mm above the MFU
rail's top face and verify that the sensor is off.
4) Set a jig against the MFU rail's top face and verify that the sensor is on.
5) Set an actual MFU at the machine and verify that the sensor operates normally. Be sure to
confirm this at the I/O screen (X014 MFU, MTU CONECT). At old type main relay boards, the
sensor lamp comes on but the I/O input does not occur. Also be sure that the MFU cable (or
dummy connector) is connected to the QP242 (this is because the "MFU Set" and "cable
connection" confirmations are serial I/O commands.)
* Note: There is an old type MFU (with a black steel bracket on the MFU's mounting face,
extending to the rear), and the current type MFU. The adjustment values are different
for these two types, as shown below.
★
Sensor beam
position
Slit
★
Move slit to
check
Device jig
Sensor on Sensor off
1 2119
Bar jig
(1.8mm dia.)
Align jig with center
of sensor beam
Move jig from
D19 to D1 and
align with sensor
beam
MFU
Camera
MFU Type Detection Height Check Height
Current type 0.10mm 0.15mm
Mixed types 0.15mm 0.20mm
Old (original)
type
0.15mm 0.20mm