QP-242E 工程师培训手册 (6.0).pdf.pdf - 第50页
FK-9F98-07 QP242E Training Text fo r Service Engineers 6th edition 6. Proper Data Measurement [ 9 /20] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 6- 9 3)…
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 6. Proper Data Measurement [8/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-8
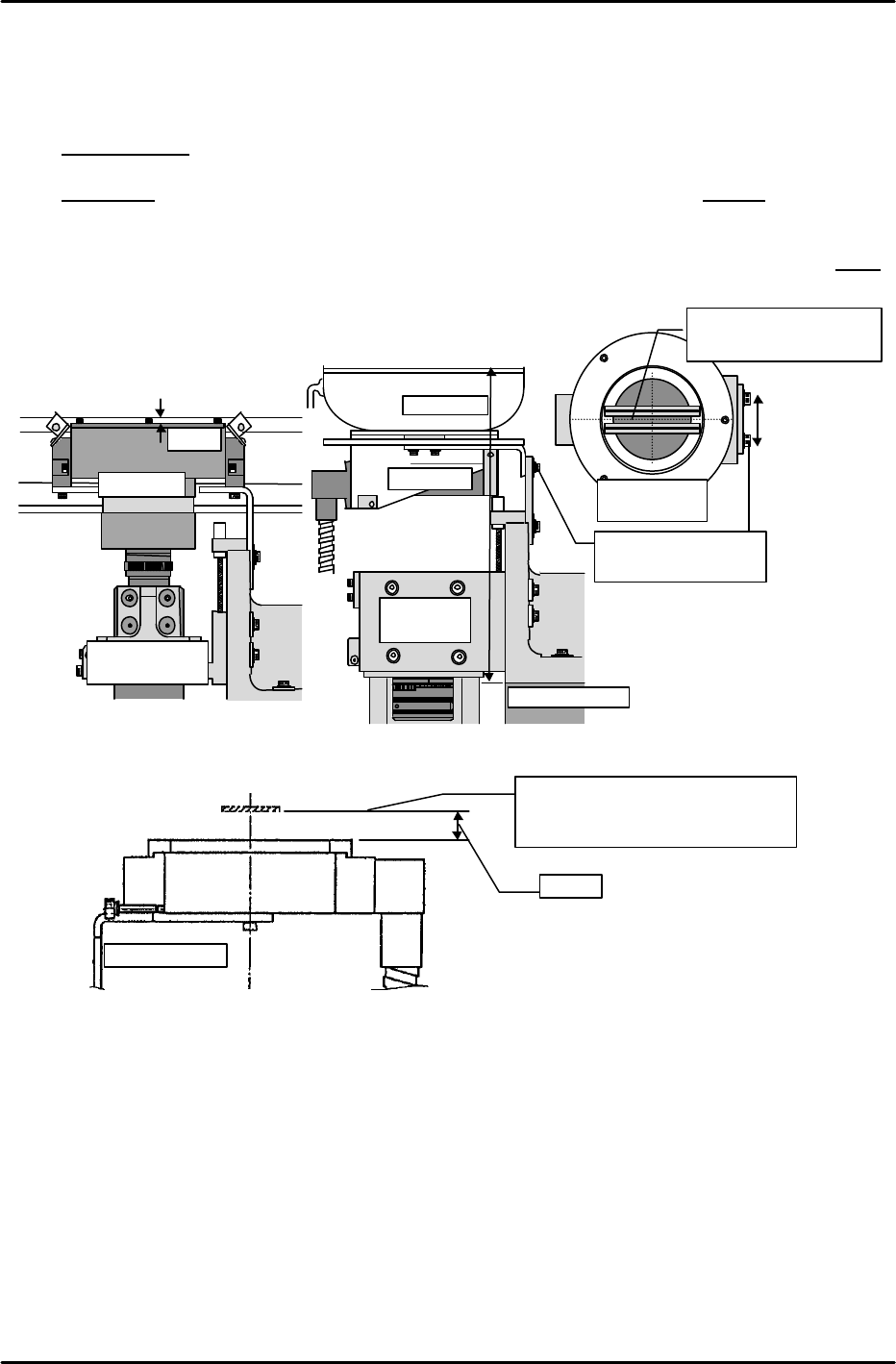
[6-11 ] Adjusting the Parts Camera Lighting Position
1) For camera types 1 to 3:X-direction: Not adjustable Y-direction: Camera center Z-direction:
Adjust so that the top of the light bracket is 2mm below the top of the conveyor bracket.
(Beware of tilt.)
2) For camera type 4 (line scan camera):
X-direction: Not adjustable Y-direction: Camera center
Z-direction: Use a height jig to adjust so that the top of the light cover’s glass is 209mm from
the top face of the machine base. (Beware of tilt.)
1
2
MFU or
MTU side
2
camera
1
MFU or
MTU side
1 camera
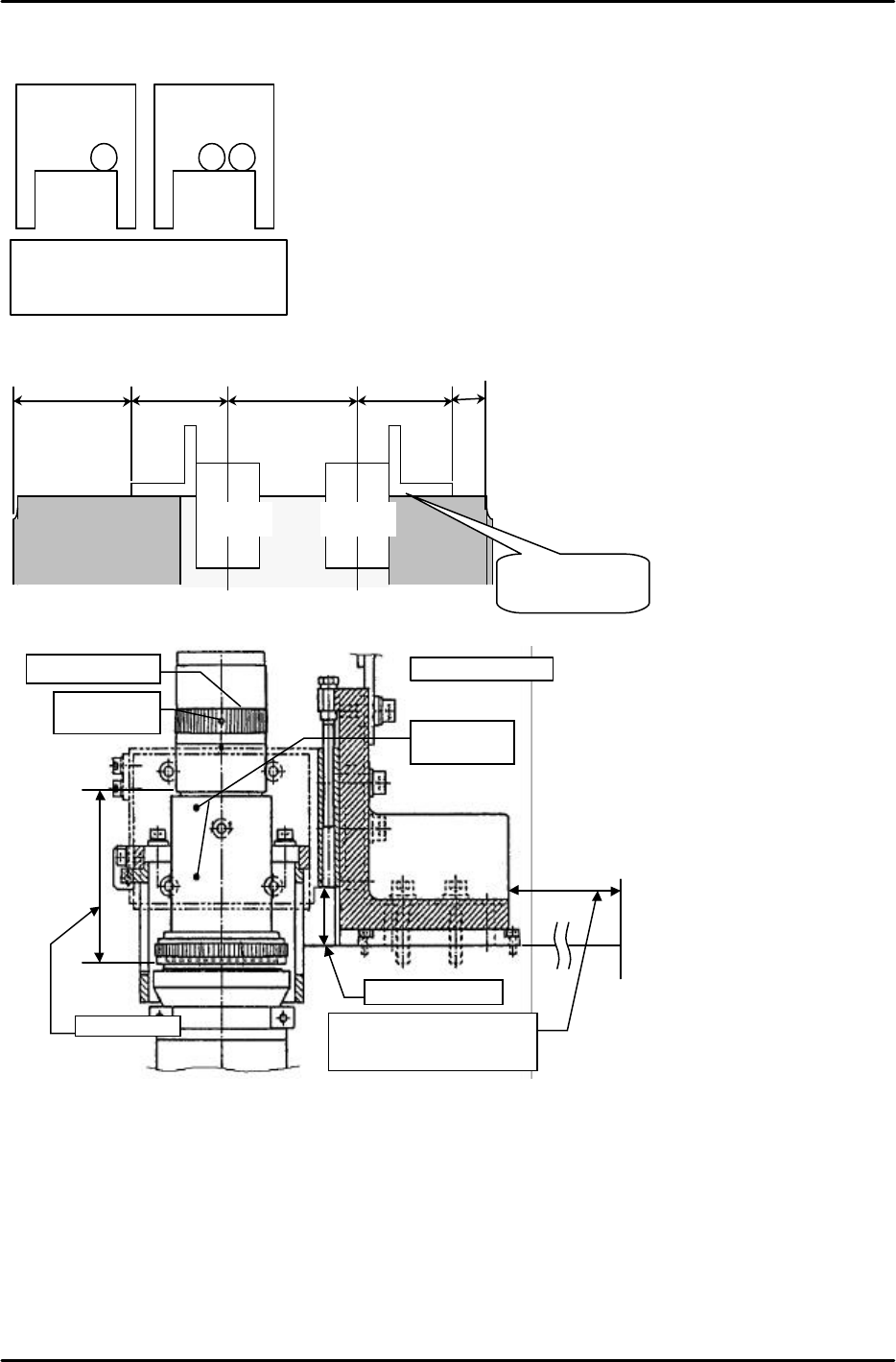
Camera mounting positions in 2-camera systems
Cameras are mounted in the positions shown at left. At 2-camera systems, the
cameras are arranged in the same manner as the device numbers. At camera
systems, the camera is mounted on the right side as viewed from the MFU.
Generally speaking, the camera is not mounted on the left side.
Moreover, unless an on-site modification has occurred, the camera with the
higher camera type number is mounted at the No.2 side.
Camera light source arrangement in 2-camera systems
CCD + CCD: Light sources are located directly below both cameras.
CCD + LINE: The CCD camera’s light source is located directly below the CCD
camera, and the line scan camera’s light source is located on the column (inside
the FRP cover at top of module).
LINE + LINE: The light source for the camera at the No.2 side is located below
the camera, and the light source for No.1 side camera is located on the column.
Power supply of the camera light source arrangement in 2-camera systems
No.2 side camera is located in the PLN control board, and No.1 side is located on
the column.
The camera arrangement is as shown
above (as viewed from MFU or MTU)
at both front and rear parts-supply
machines.
Camera mounting dimensions in 2-camera systems
(with 600mm module)
Camera 1 – camera 2 : A - B
CCD - CCD :135mm-144mm (ABHGC9110)
CCD - LINE :135mm-144mm (ABHGC9100)
LINE - LINE :124mm-155mm (ABHGC9120)
* For 800mm modules, dimension “A” is lengthened.
Other dimensions are unchanged.
Adjust camera type 6 as shown in
the illustration at left. Note that
dimension “B” (focus) is factory
adjusted and does not usually
require further adjusting.
However, if a suitable focus and
resolution cannot be obtained,
change dimensions “A” and “B” as
required.
A:25.43mm
B
:74.85mm
Aperture: fully open
Aperture locking
set screw
Focus locking
set screw
Camera type 6
For type 706: 65mm
For others: Refer to above
Camera 1 Camera 2
Center of the
camera
136mm136mm BA
42
mm
Measured from
module’s base end
surface.
Center of the
camera
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 6. Proper Data Measurement [9/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-9
3) For camera type 6 (line scan camera):
X-direction: Not adjustable Y-direction: Camera center
Z-direction: Adjust so that the top of the fiber ring light is 8mm from the nozzle end (at
vision processing height). (Beware of tilt.)
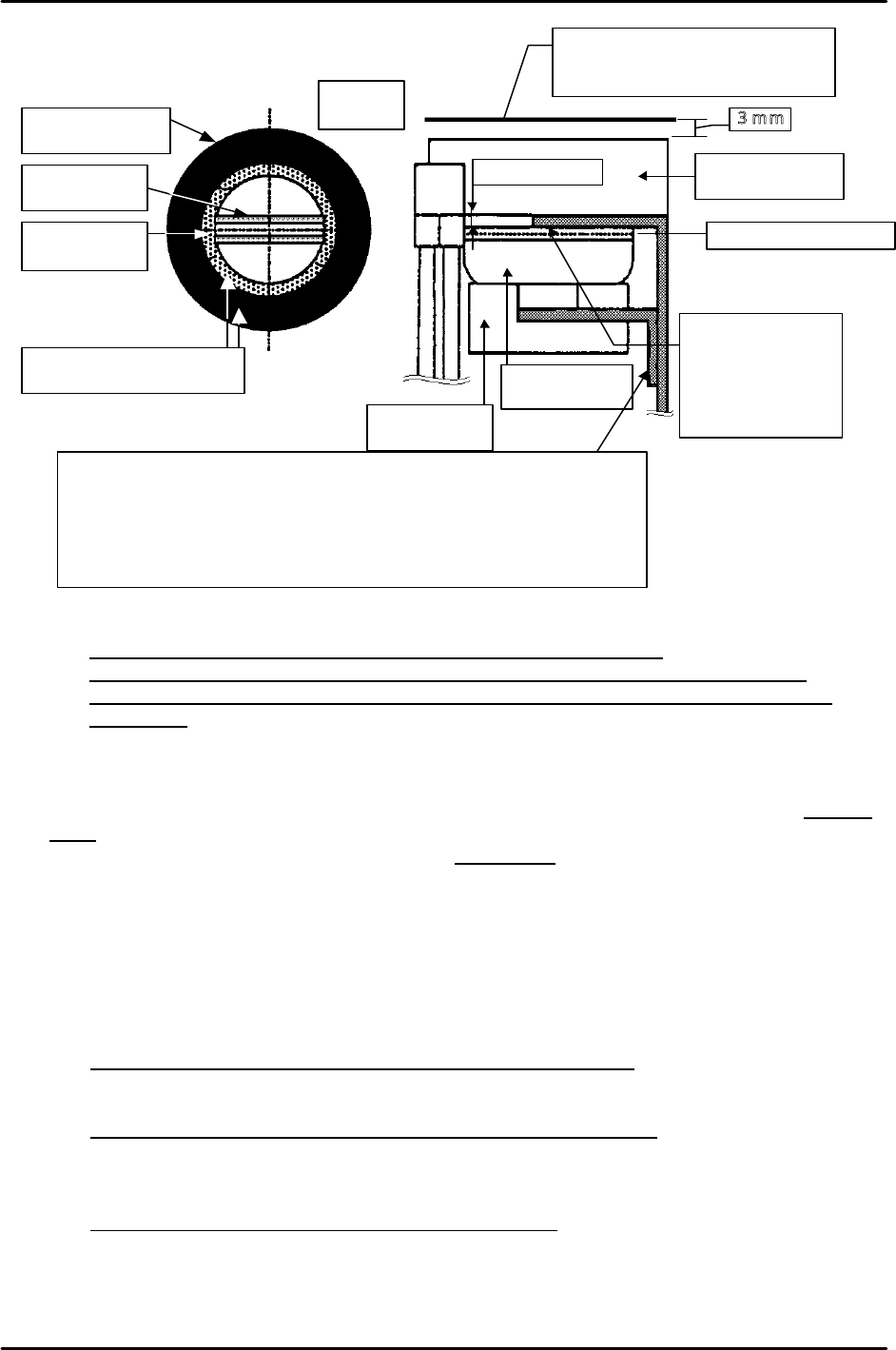
4) For camera type 7 (line scan camera):
X,Y directions: Align the centers of the double ring fiber light and the fluorescent ring light.
Align the camera center with the center of the lighting unit.
Z-direction: Adjust so that the top face of the fluorescent ring light is 2.2mm apart from
the double ring fiber light. (Adjust so that the top face of the fluorescent ring
light is a little bit higher than the bottom face of the double ring fiber
bracket.) Also adjust so that the top face of the double ring fiber light is 3mm
from the nozzle end (at vision processing height). (Beware of tilt.)
Conveyor top
2mm
Light unit
Camera type
1,2,3
2,8
Camera
type 4
Light unit
M/C base top
★
Y-direction
adjusting bolt
Align camera center
with light unit center
From top of
camera unit
209mm
8mm
Camera type6
Image acquisition height
Nozzle end position when image is
acquired at a 0mm parts height.
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 6. Proper Data Measurement [10/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-10
[6-12] Line Scan Camera Test
Note: This test applies only to line scan cameras (camera types 4, 6, 7).
Because the measurement value can vary depending on the camera temperature,
the measurement should begin 5 minutes or more after the machine power has been
turned ON.
1) Place a black lens cover on the camera lens.
2) Execute an image acquisition operation as described in section [7-14], and verify (at [ZOOM
IN]) that there are no light and dark stripes (vertical or horizontal) at the individual pixels.
3) The evaluation standard is based on the average gray scale at adjacent pixels. (This average
value is obtained by taking the sum of the values displayed at the ZOOM IN screen and
dividing them by their number.) A value of +/- 6 or less is judged OK (normal).
Check the up/down average value at vertical stripes, and the right/left average value at
horizontal stripes. Average gray scale values within a 0-40 range are considered acceptable.
[Ex.1] <22 (A frame’s average value)> <25 (B frame’s average value)> <29(C)>
<26(D)> <21(E)> The result is judged OK (normal), because the difference
between adjacent average values is 6 or less.
[Ex.2] <22 (A frame’s average value)> <25 (B frame’s average value)> <32(C)>
<26(D)> <19(E)> The result is judged NG (bad camera adjustment), because the
difference between adjacent average values exceeds 6.
* When adjacent average values exceed +/- 6 at vertical stripes:
The line-scan camera’s internal “Odd Field” and “Even Field” balance probably needs
adjusting.
* When adjacent average values exceed +/- 6 at horizontal stripes:
This condition can be caused by an unstable image acquisition speed, or by a flickering
light source. Both possibilities should be investigated. The condition may also be caused
by cable noise. Replace the camera cable and check again.
* When the gray scale value is outside the 0~40 range:
This condition is probably caused by an unsuitable Cognex board. Check the Cognex
board, the jumper setting, and the cable connections, etc.
Straight fiber
light guide
Straight fiber
light guide
Double ring fiber
light guide
Double ring fiber
light guide
Fluorescent
ring light
Fluorescent
ring light
Align centers of double ring
fiber light and ring light
Image acquisition height
Nozzle end position when image is
acquired at a 0mm parts height.
3mm
Top face of glass board
Approx. 2.2mm
Adjust so that top
face of ring light is
slightly higher than
the bottom face of
bracket.
Camera
type7
In condition of index nozzle & front supply
& camera type 7, this
bracket is placed upside down. Also when the lighting condition is
other than above, it is lowered 15mm.
NOTE: In condition of index nozzle & front supply & camera type 7,
interference between lighting and head will occur if the height of
lighting and camera are the same other than above.