QP-242E 工程师培训手册 (6.0).pdf.pdf - 第56页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 6. Proper Data Measurement [ 15 /20] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 6- 15 M…
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 6. Proper Data Measurement [14/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-14
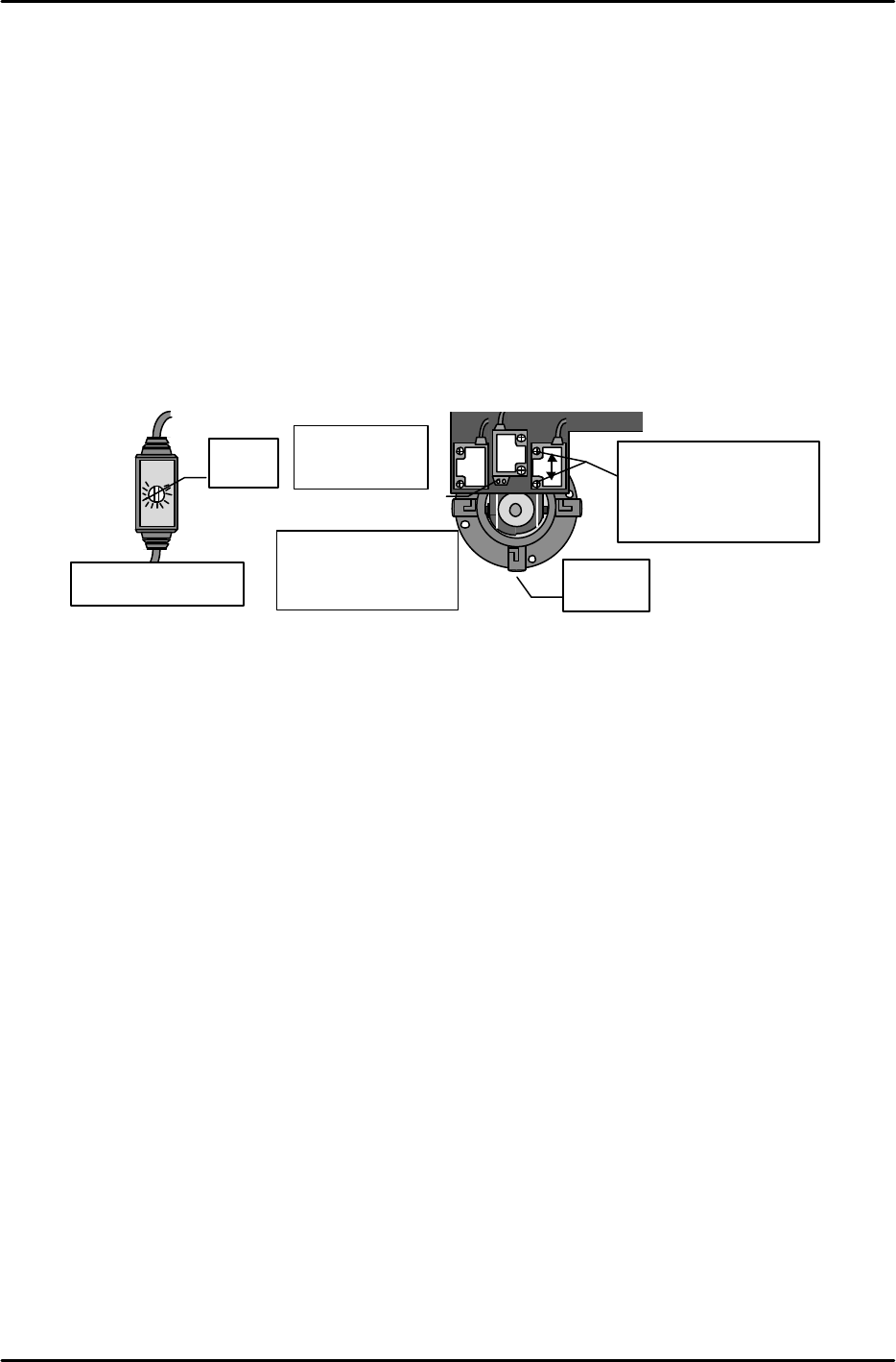
[6-18] Adjusting the Nozzle Check Sensor (For Index Types Only)
1) Move the Z-axis to the Nozzle_Select_Pos.Z position, and the Q-axis to the position where the
counter reads “0”.
2) Temporarily turn the sensor volume to its center position.
3) Select nozzle 3.
4) Gradually cover the index hole from up, down, left, and right, then adjust the sensor beam
emitter up, down, left, and right, until the sensor beam passes through the center of the hole.
5) Lower the volume setting to the point just prior to the point where the sensor receptor’s red
LED goes off.
6) Verify that the green LED lights (stable status) regardless of whether or not the sensor beam
is blocked.
7) Lower the Z-axis 500 pulses below the Nozzle_Select_Pos.Z position and verify that the sensor
beam is not blocked.
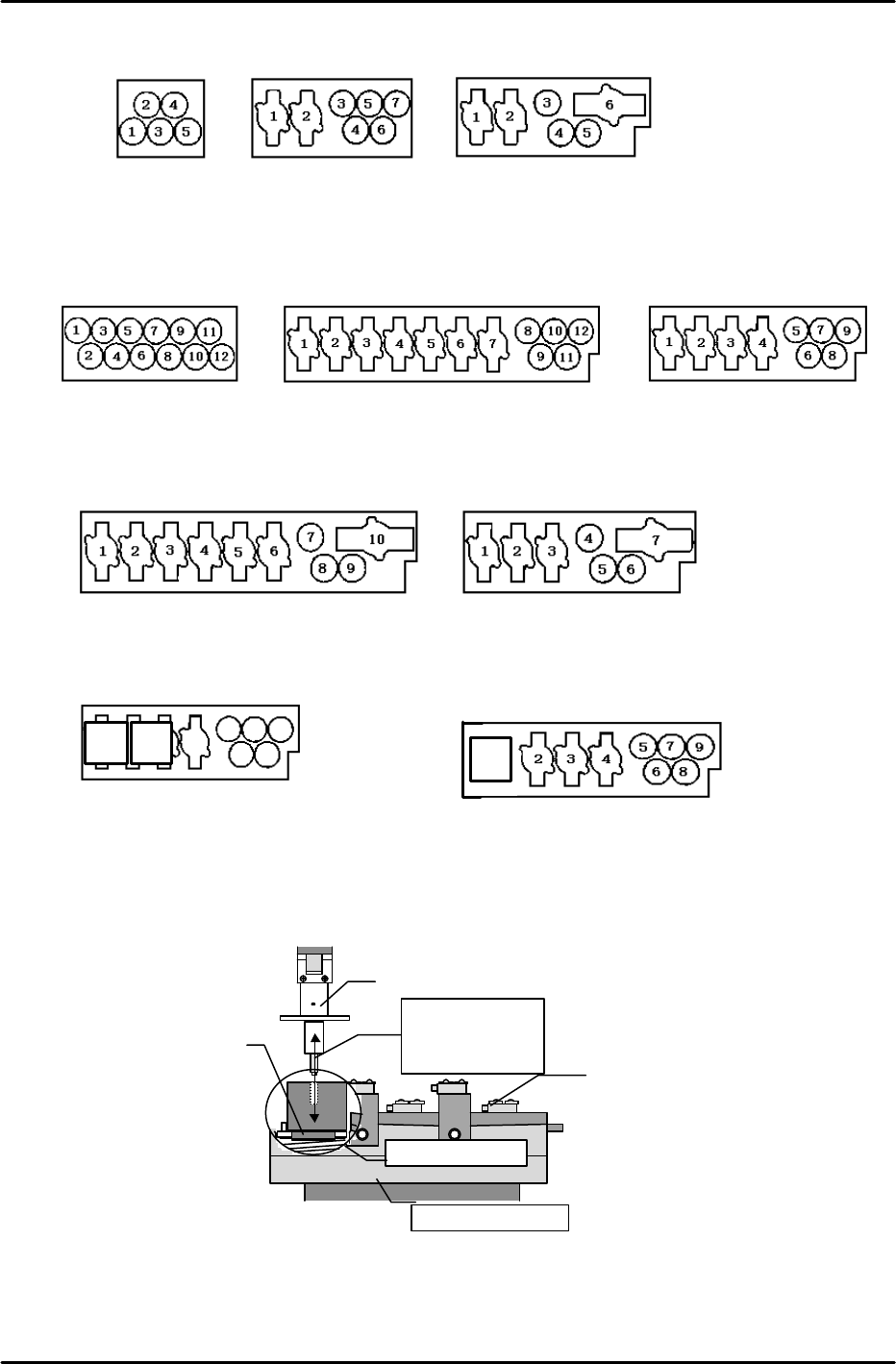
[6-19] Nozzle_Select_Pos.X,Y,Z Measurement (Single Types Only)
1) Nozzle_Select_Pos.X,Y Measurement
1. Execute the following command sequence to raise the unit:
[POSITION] à [Module #] à [NOZZLE] à [STATION] à [UP].
2. Mount the nozzle jig which was used for X0/Y0 at the nozzle shaft.
3. Place a receiving jig at nozzle changer 1.
4. Turn off the 200V power supply and turn the X,Y,Z axis pulleys to find the position where
the nozzle jig can be inserted smoothly into the number 1 jig hole.
5. After positioning the X and Y axes, execute the following command sequence to
automatically enter the Nozzle_1_Select_Pos.X,Y data:
[NOZZLE SELECT] à [Xn/Yn] à [Xn1/Yn1] à [SET].
6. Measure all the Nozzle_Select_Pos.X,Y positions in the same manner.
* The above jig cannot be used at stations with mechanical chucks. Use a jig for mechanical
chucks at these stations.
* For 600 Module
3
2
Select
nozzle, 3.
SEEKA
SEAS
Sensor
volume
Adjust up and down. (The
adjustment range is the
distance equivalent to the
sensor mounting screw’s
unloaded hole amount.)
LED
Inner side: Green
Outer side: Red
Beam emitter
: no LED at sensor
Beam receptor
: LED at sensor
Wiring joint at both
sides of head
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 6. Proper Data Measurement [15/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-15
Move to position
where jig can be
inserted smoothly
Set a receiver jig
to No. 1.
Nozzle jig
Changer spring
Nozzle changer unit
Nozzle detection sensor
Type A (for 1-camera
and 2-camera systems)
Type B (For 1-camera
systems only)
Type C (for 1-camera
systems only)
5 single nozzles loaded
•5 single nozzles loaded
•2 mechanical chucks
•3 single nozzles loaded
•3 mechanical chucks loaded
*
For 800 Module
Type A12 (for 1-camera and
2-camera systems)
12 single nozzles loaded
Type B1 (For 1-camera systems only)
Type B12 (for 1-camera
and 2-camera systems)
•5 single nozzles loaded
•7 mechanical chucks loaded
•5 single nozzles loaded
•4 mechanical chucks loaded
Type C12 (for 1-camera and
2-camera systems)
Type C1 (For 1-camera systems only)
•3 single nozzles loaded
•4 mechanical chucks loaded
•3 single nozzles loaded
•7 mechanical chucks loaded
Type E12 (for 1-camera and
2-camera systems)
•6 single nozzles loaded (1 of which is for 56mm)
•3 mechanical chucks loaded
1
•7 single nozzles loaded (2 of which are
for 56mm)
Type D12 (for 1-camera
21
3
4
5
6
7
8
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 6. Proper Data Measurement [16/20]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6-16
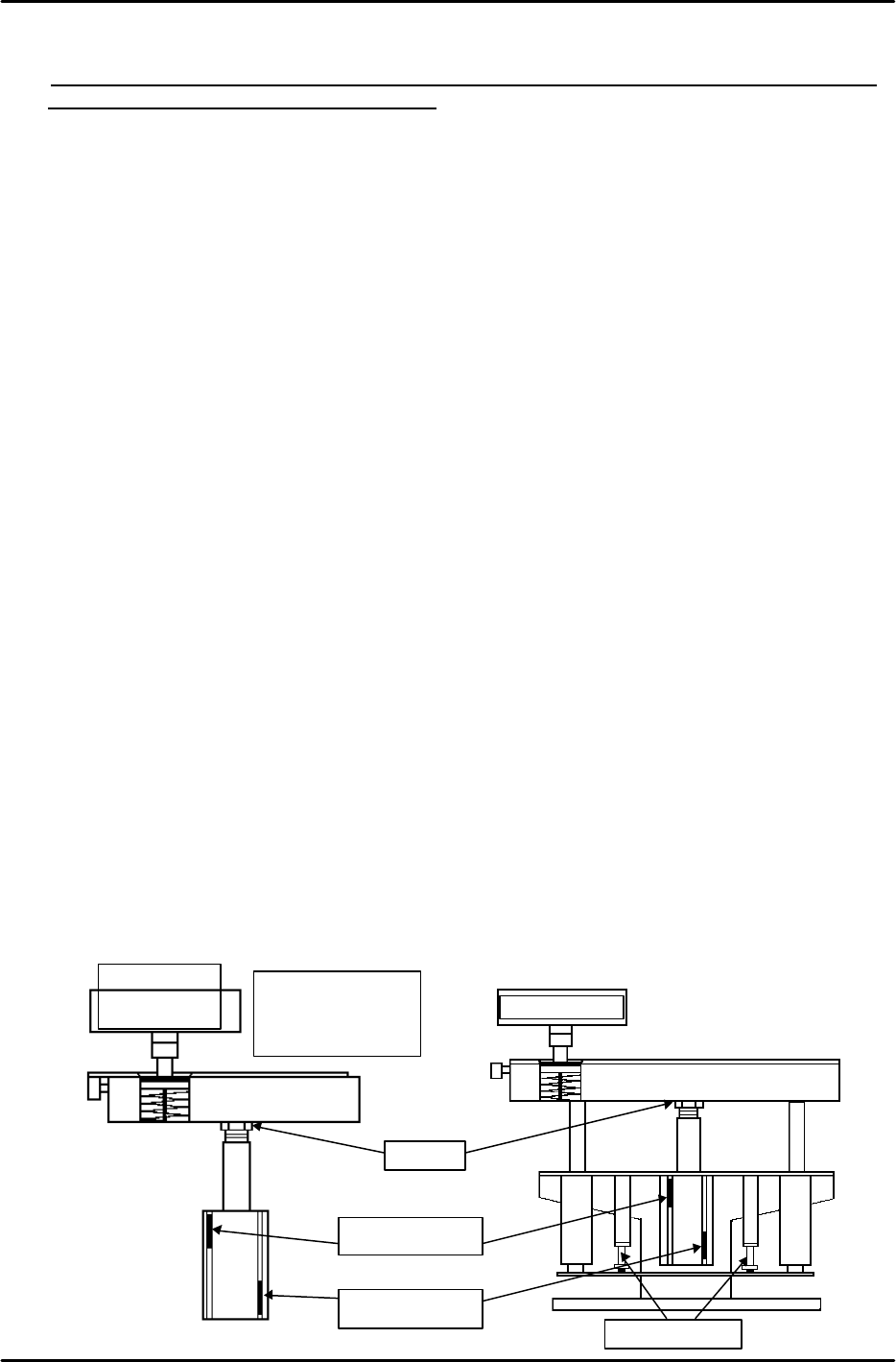
2) Nozzle_Select_Pos.Z
* Because B1 and C1 types have UP limit stoppers, adjust so that no contact is made with the
stopper before beginning this measurement.
1. After completing all the Nozzle_Select_Pos.X,Y measurements, remove the receiver jig
from the changer and the nozzle jig from the nozzle shaft. Also raise the nozzle station.
2. Mount a nozzle on the nozzle shaft and move the head by hand to the first
Nozzle_Select_Pos.X,Y position of the single nozzle station.
3. Turn the Z-axis pulley by hand to lower the nozzle to the position shown below. This is
the Nozzle_Select_Pos.Z position.
1) For types other than C1 and B1:
•3.5mm spline type : Raise to a position 3666 pulses above the Z-axis Min. Limit.
•2.0mm spline type : Raise to a position 3000 pulses above the Z-axis Min. Limit.
2) For B1 and C1 types:
•3.5mm spline type : Raise to a position 4083 pulses above the Z-axis Min. Limit.
•2.0mm spline type : Raise to a position 3416 pulses above the Z-axis Min. Limit.
* Note that the UP limit for B1 and C1 types is slightly lower due to the stopper adjustment
which is required (see step 5). Therefore, lower the Z-axis and re-measure the
Nozzle_Select_Pos.Z position.
4. Execute the following command sequence to automatically enter the data: [NZZLE
SELECT] à [Zn] à [SET].
5. With the Z-axis at the step 3 position (see above), adjust so that the bottom of the nozzle
disk makes contact with top surface of the nozzle station. Set a dial gauge on the top face
of the nozzle disk and find the exact height at which contact is made with the top face of
the nozzle holder.
* If measuring with a dial gauge, be sure that the gauge is calibrated.
* After adjusting types B1 and C1 as described above, position the UP limit stopper against the
bracket, then turn the stopper another 1/2 a revolution in the bracket direction and lock it there.
6. With the changer raised, adjust the UP limit sensor. Begin by moving the sensor upward
until it switches off, then lower the sensor to the position where it switches on. Secure the
sensor 1mm below that position. Adjust the DOWN limit sensor by moving it downward
until it switches off, then raise it to the position where it switches on. Secure the sensor
1mm above that position.
7. Finally, verify that all nozzle detection sensors are operating properly. Both the green and
red LEDs should be lit when a nozzle is absent. If a nozzle is present, only the green LED
should be lit. Also use I/O commands to verify that inputs are correct.
Station UP limit
sensor
Station UP limit
sensor
UP limit stopper
Adj. bolt
B1 and C1 types
Types other
than B1 and C1
Note that the type “A”
adjusting bolt is
located on the bottom