XP141E 系统手册SYS-XP141-1.0S.pdf - 第58页
第 2 部 第 1 章 基本操作 Edition1.0 2-1-25 XP-141E 系统手册 1.18 日期和时间的设定 可从机器主菜单中设定日期和时间。 操作步骤 1. 在 [Main] 上, 依次按下 [Maint enance B] 和 [Date and T ime ] , 显示的 [Date and T ime ] 画面。 2. 输入所要求的日 期和时间的设置。 3. 在确认已正确地 设定了之后, 依次按下 [T ime a…
第 1 章 基本操作 第 2 部
XP-141E 系统手册 2-1-24 Edition1.0
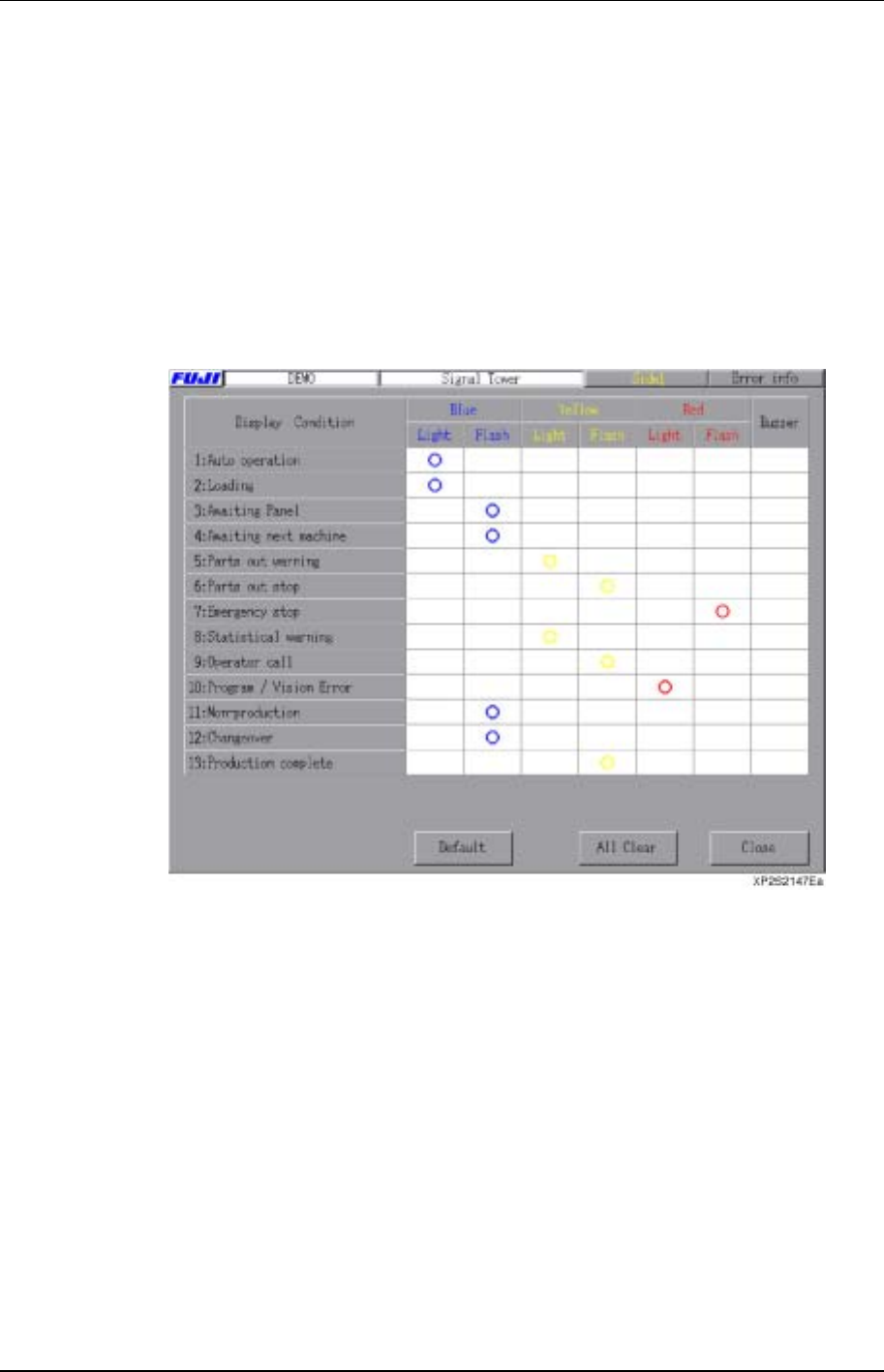
1.17 信号塔的设置
可从机器主菜单中指定信号塔的设置:灯亮/灯闪烁。
操作步骤
1. 在[Main]上,依次按下[Maintenance B]和[Signal Tower ]键,屏幕上将会显示[Signal
Tower ]画面。
2. 为每一项设定信号塔的颜色、灯亮/灯闪烁以及蜂鸣器等设定。“○”表示已设定。
3. 在确认已正确地设定了之后,按下[Close]键,退出设置操作。
备注: 第 8 项(统计警告)目前尚不支持。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-25 XP-141E 系统手册
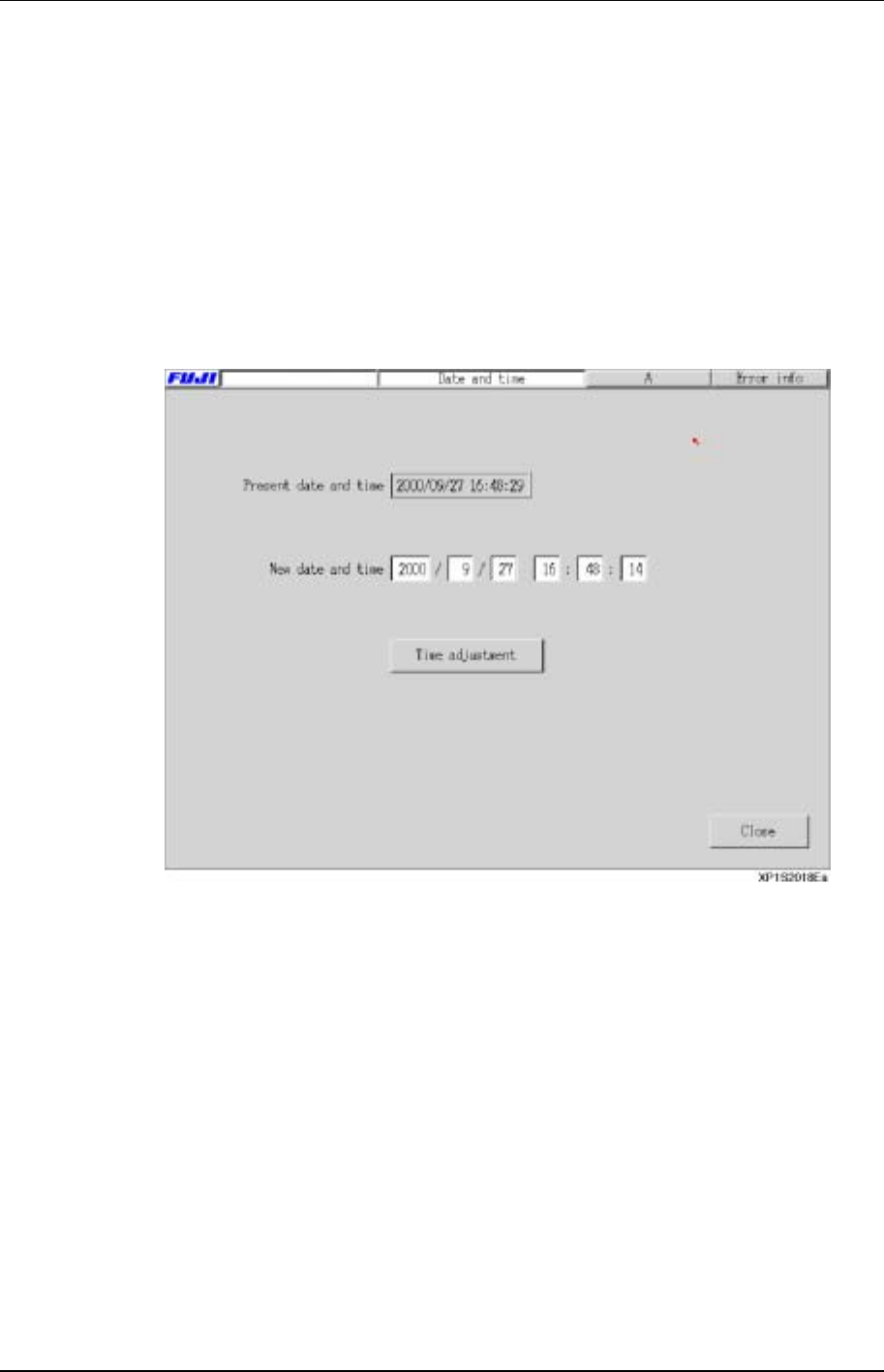
1.18 日期和时间的设定
可从机器主菜单中设定日期和时间。
操作步骤
1. 在[Main]上,依次按下[Maintenance B]和[Date and Time ],显示的[Date and Time ]
画面。
2. 输入所要求的日期和时间的设置。
3. 在确认已正确地设定了之后,依次按下[Time adjustment]和[Close]键,退出设定操作。
1.19 触摸屏的校准
在按触摸屏时,触摸的部分和其他地方显示出指示符时,请进行修正。
操作步骤
1. 在[Main]上依次按下[Maintenance A]和[Touch Screen Calibration]键。按下
[Cancel]撤消此操作。
2. 在左上部和右下脚单击十字记号。
第 1 章 基本操作 第 2 部
XP-141E 系统手册 2-1-26 Edition1.0
1.20 接收 MCS/2 生产程序
机器能通过 RS-232C 界面从 MCS/2 主系统中传送生产程序。
操作步骤
1. 在 MCS/2 主系统中,备有 CP-6(M)生产程序、CP-643(M)生产程序及 CP-643(M)生
产程序。
当 CP-6(M)生产程序、CP-643(M)生产程序及 CP-643(M)生产程序准备后,能在
MCS/2 主系统中识别 XP-141E 系统。
备注:由于 XP-141 型号的机器只有 2 个 MFU 单元(100 个料站/8 毫米宽度元件料带),超出这个容量
的料站数据,无法安装。至于在 MCS/2 主系统中关于编制程序和逐行显示的详细说明,请参考
专用手册。
2. 在[Main]上,依次按下[Program]和[MCS/2 Program Download]键。
3. 从 MCS/2 主系统中传送生产程序。
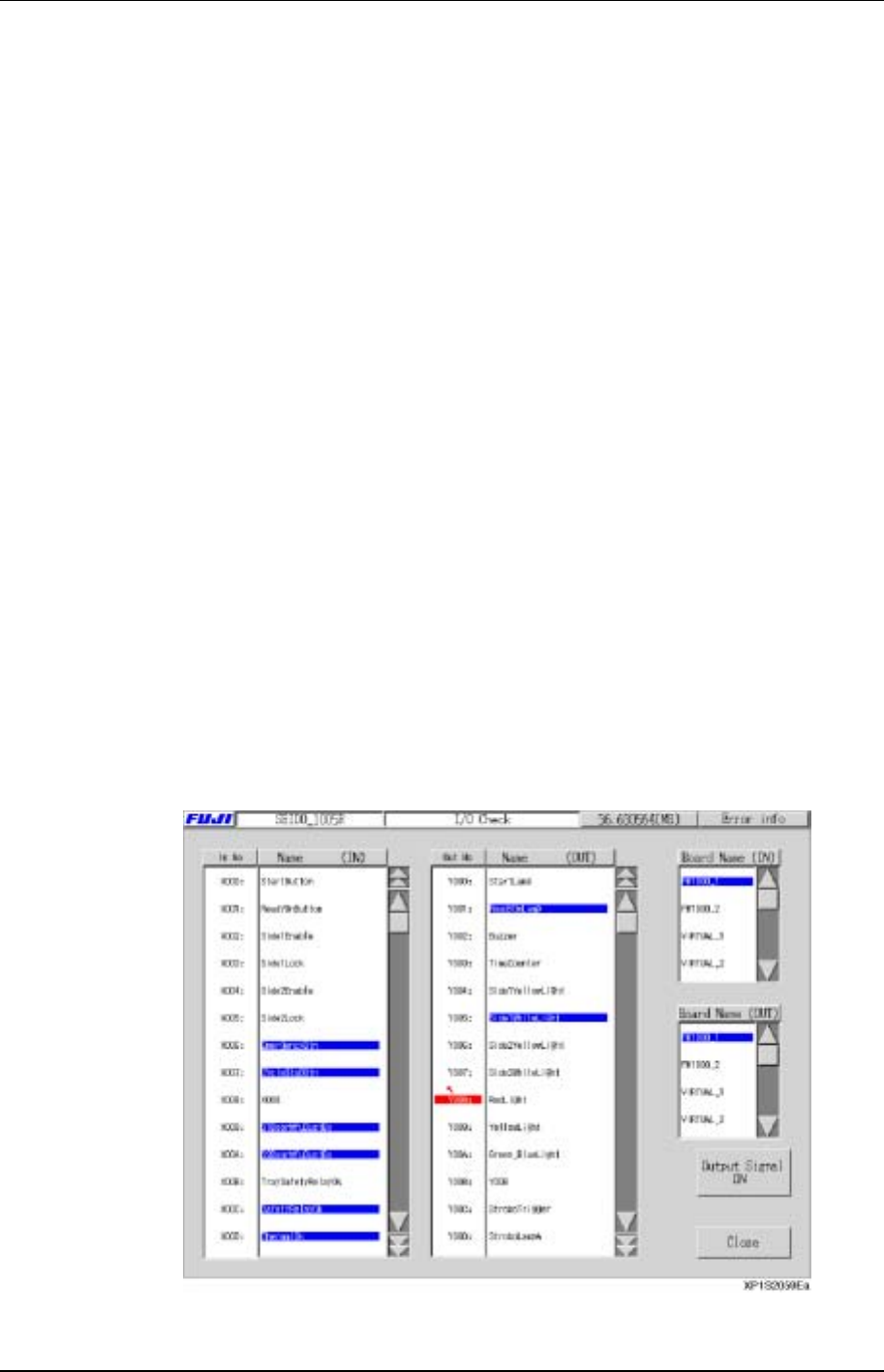
1.21 I/Q 检查
在 I/Q 检查画面上显示输入/输出信号状态。在此屏幕上也能用手操作信号灯和汽缸等。
操作步骤
1. 在[Main]上,依次按下[Maintenance A]和[I/Q Check]键,屏幕上将会显示的[I/Q
Check]画面。
2. 在输入口进行手动操作,在“Out No.”项(此项以红色表示)上选定一项,然后按下
[Output Signal ON]键。按下[Output Signal OFF]键,可停止输出信号。
3. 按下[Close]键,返回[Main]画面。