XP141E 系统手册SYS-XP141-1.0S.pdf - 第82页
第 2 部第 3 章 生产信息的显示功能 Edition 1.0 2-3-1 1 XP-141E 系统手册 电源 ON 时间 表示机器在统计时期内电源 的 ON 时间。 z 如果已指定了时间范围,则电源 ON 时间即在此时间范围内的记录时间。 z 如果已指定了程序,则电源 ON 时间即在此程序时间内的记录时间。 z 如果已指定了时间范围和程序,则电源 ON 时间时间即此时间范围。 z 如果已指定了日志文件,则时间即此日志文件从开始项到结…
第 3 章 生产信息的显示功能 第 2 部
XP-141E 系统手册 2-3-10 Edition 1.0
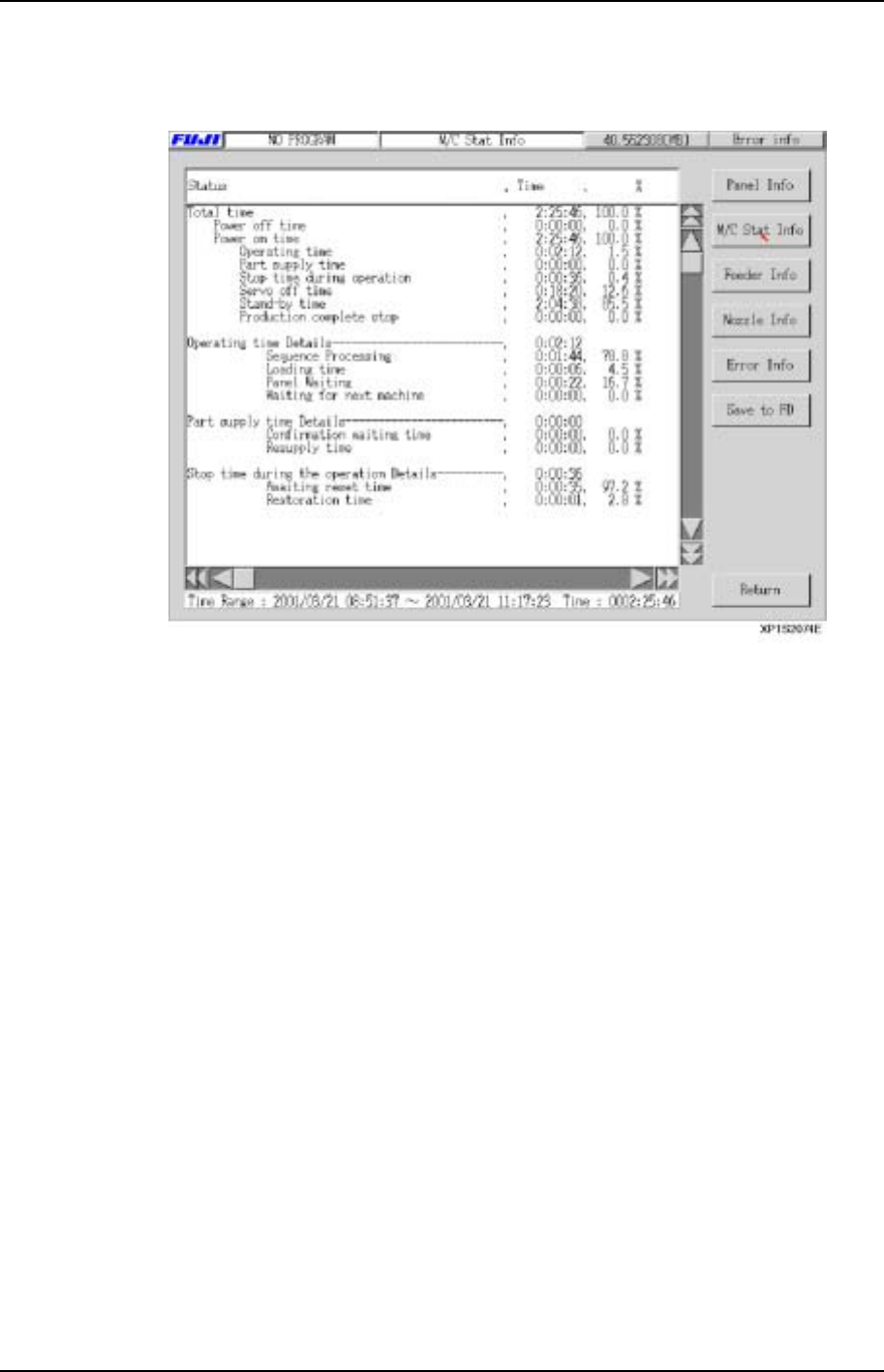
3.2.5 机器状态信息画面
项目说明
状态
在如下所示的项目标题栏中显示机器的分配和状态。(从 xPT 中获得。)
说明中的“( )”内表示 xPT 状态。
说明中的“[ ]”内表示分配的计算式。
统计时间
在当前画面上显示从开始时间到结束时间的合计时间。
如果已指定了时间范围,则统计时间即此时间范围。
如果已指定了程序,则统计时间即此程序从开始项到结束项的时间。
如果已指定了时间范围和程序,则统计时间即此时间范围。
如果已指定了日志文件,则统计时间即此日志文件从开始项到结束项的时间。
电源 OFF 时间
表示机器在统计时间内电源的 OFF 时间。
电源 OFF 时间=统计时间-电源 ON 时间。
%∶[Power OFF time/tabulation period]

第 2 部第3 章 生产信息的显示功能
Edition 1.0 2-3-11 XP-141E 系统手册
电源 ON 时间
表示机器在统计时期内电源的 ON 时间。
z 如果已指定了时间范围,则电源 ON 时间即在此时间范围内的记录时间。
z 如果已指定了程序,则电源 ON 时间即在此程序时间内的记录时间。
z 如果已指定了时间范围和程序,则电源 ON 时间时间即此时间范围。
z 如果已指定了日志文件,则时间即此日志文件从开始项到结束项的总时间。
%∶[电源打开时间/统计时间]
运转时间
表示机器在电源 ON 时间内自动运转处理的时间([Automatic]处于“ON”)。
在画面的中心显示运转时间的说明。
%∶[自动运转时间/电源 ON 时间]
补件时间
电源 ON 时间内的自动运转中由于断料而使机器自动停止。([因料尽而使机器自动停止]
处于 ON),即从机器因缺料停止到重新启动运转为止的时间,包括读取其他程序、关机
等。
在自动运转期间,当机器检测到“parts-out machine stop”的瞬间就会停止生产。
画面中央显示补充元件时间的详细说明。
%∶[机器因缺料而停止的时间/电源 ON 的时间]
运转中的停止时间
电源 ON 时间内的自动运转中机器因某种原因停止到重新启动运转为止的时间,包括读
取其他程序、关机等。
在自动运转期间检测出发生异常而使机器停止或影像处理为原因而停止的瞬间就会停止
生产。
画面中央显示运转中的停止时间的详细说明。
%∶[机器因发生异常而停止的时间+机器因影像处理的原因而停止的时间/电源 ON 的时
间]
伺服 OFF 时间
电源 ON 时间内机器因某种原因而使伺服处于 OFF(error machine stops)的状态到重新
处于伺服 ON 时间为止的时间。但是,因发生异常而使机器停止不包括 ON 元件供应时
间、运转中的停止时间。
%∶[伺服 OFF 时间/电源 ON 时间]

第 3 章 生产信息的显示功能 第 2 部
XP-141E 系统手册 2-3-12 Edition 1.0
准备时间
电源 ON 时间内机器没有运转的状态([STANDBY]处于 ON)到取消此状态为止的时间。
%∶[准备时间/电源启动时间]
生产块数完成而停止
结束设定的生产量的运转到按下在确认完成对话框的[OK] 键的时间([Schedule
production stops]处于 ON)。
在自动运转期间,机器检测到生产块数完成而停止的瞬间就会停止生产。
%∶[生产块数完成而停止/机器停止时间]
操作时间的说明
顺序时间
在按下[Start]按钮后,显示机器的自动运转处理的时间。
从[automatic operation time ]中减去[loader operation time ] + [“waiting for
panel”time] +[“waiting for next stage”time ]的时间计算而得。
是在自动运转期间,实际顺序处理时间的比例。
%∶[自动运转时间(等待电路板时间 + 等待下一步的时间)/运转时间 ]
载入程序的时间
在自动运转中,为搬运电路板的加载运转 ON 时间([Loader operation time]处于 ON)。
%∶[载入操作的时间/总操作时间]
等待电路板的时间
在自动运转期间,尽管机器的主搬运轨道处于取入电路板的状态,但前一道工序没有电
路板([Waiting for panel]处于 ON)时的等待时间。
%∶[等待电路板时间/总操作时间]
等待下一道工序
在自动运转期间,尽管机器的主搬运轨道处于排出电路板的状态,但前一道工序没有电
路板([Waiting for next stage]处于 ON)时的等待时间。
%∶[等待下一步指令的时间/总操作时间]
元件补充时间的说明
确认等待时间
显示出影像错误的对话框到按下[Parts-Out]的时间。
%∶[确认等待的时间/元件重新安装总时间]