JM-20_EPU使用说明书.pdf - 第111页
EPU 使用说明书 第 4 章 制作生产程序 4- 60 (5) INS 带料 的输入方法 1) 类型 设置 径向供料器的 类型 。 ・ MRF -S : 径向供料器 S ・ MRF -L : 径向供料器 L 2) 夹紧等待时间 用百分比设置元件 吸取动作中径向供料器完 成夹紧所需的 时间 ( 根 据各供料器型号设 置的值 ) 的 比例。 初始值为 100% 。 是元件吸取前使 径 向供料器 的 元件 完成夹紧 的时间。 缩短 时间则可…
EPU 使用说明书 第 4 章 制作生产程序
4-59
(4)
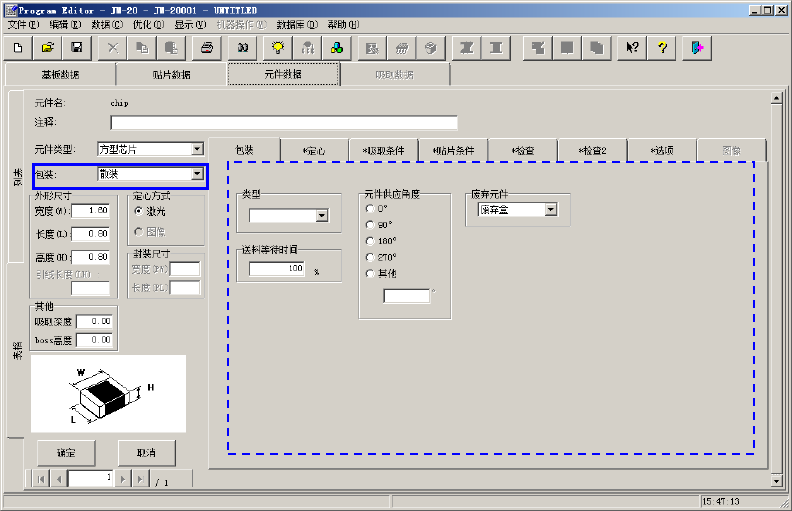
散装的输入方法
1) 类型
设置散装供料器的类型。
2) 送料等待时间
用百分比设置实际等待时间相对于从上一个元件吸取完成后到吸取下一个元件之间的等待时间
(根据各供料器型号设置的值)的比例。
初始值为 100%。
3) 元件供应角度
以 JUKI 的元件供应角度为 0°,输入散装供料器上的元件包装姿势与之形成的角度。
详细内容请参见「4-1-4-2-2 包装3)的元件供应角度」。
选择其他时,请在编辑框内输入角度。 (0°~ 359.9875°)
4) 废弃元件
对在定心时发生识别错误,或引脚浮动检查时发生错误的元件废弃方法进行设置。
详细情况请参见「(1)带状的输入方法 4)废弃元件」。
EPU 使用说明书 第 4 章 制作生产程序
4-60
(5)
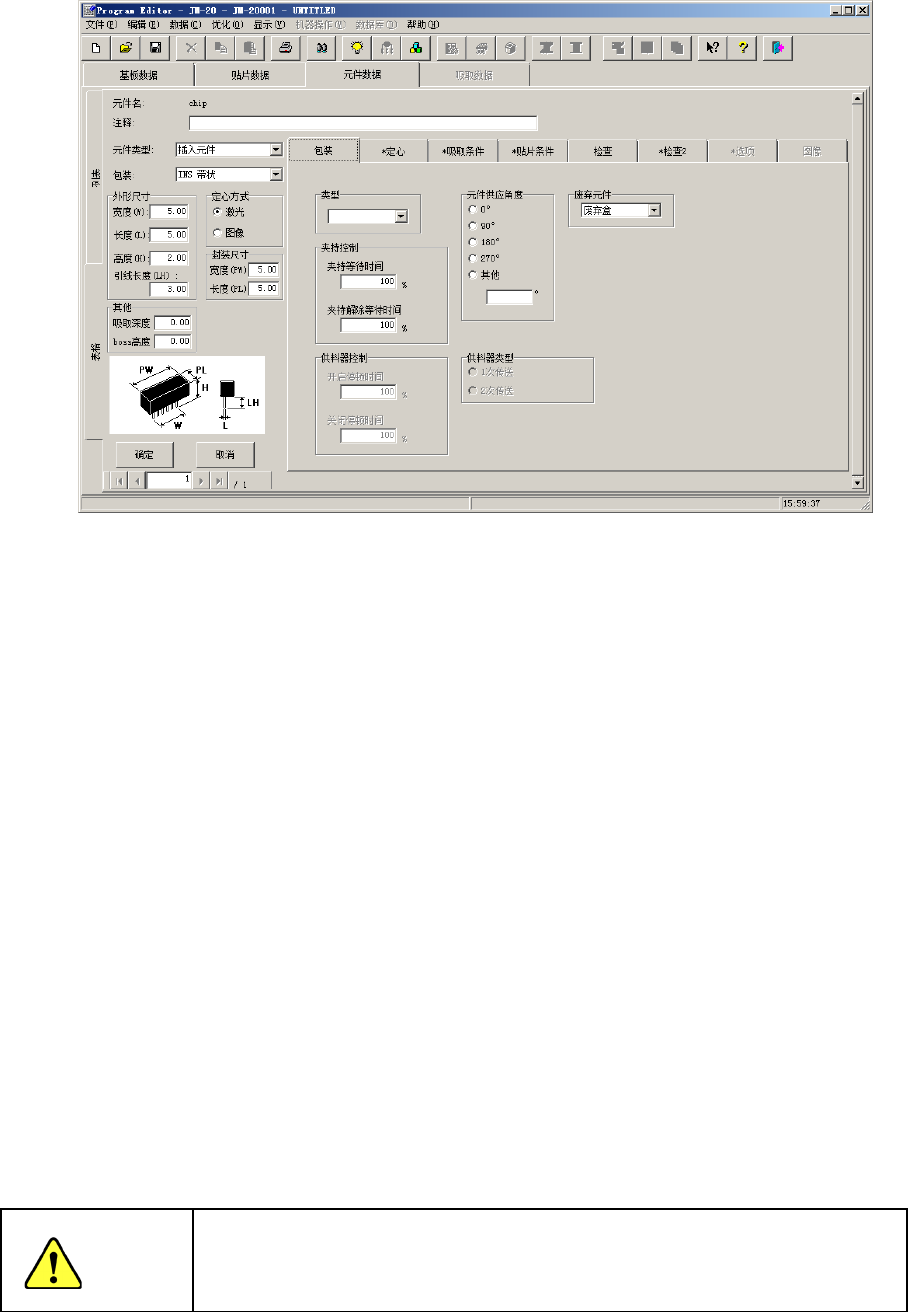
INS 带料的输入方法
1) 类型
设置径向供料器的类型。
・
MRF-S
:
径向供料器 S
・
MRF-L
:
径向供料器 L
2) 夹紧等待时间
用百分比设置元件吸取动作中径向供料器完成夹紧所需的时间(根据各供料器型号设置的值)的
比例。
初始值为 100%。
是元件吸取前使径向供料器的元件完成夹紧的时间。
缩短时间则可以加快到吸取元件的动作,但可能无法进行元件切割。延长时间则可以确实进行元
件切割,但可能延迟吸取元件的动作。
3) 夹紧解除等待时间:
元件吸取动作中,设置与解除径向供料器夹紧所需时间(对各种供料器类型设定的值)相比,实
际的等待时间所占的比例百分比。
初始值为 100%。
虽然缩短时间,可以加快吸取元件后到贴片头上升所需的时间,但由于夹紧解除不充分,可能造
成吸取错误或元件掉落。
延长时间,则可以在确实解除夹紧的状态下使贴片头上升,但吸取元件后到贴片头上升的动作会
延迟。
对夹紧等待时间、夹紧解除等待时间,请使用默认值。
减少所占比例时,可能造成无法正确动作。
注意
EPU 使用说明书 第 4 章 制作生产程序
4-61
4) 元件供应角度
以 JUKI 的元件供应角度为 0°,输入 INS 带上的元件包装与之相对倾斜的角度。
详细内容请参见「4-1-4-2-2 包装3)的元件供应角度」。
选择其他时,请在编辑框内输入角度。 (0°~ 359.9875°)
5) 夹持时间
仅在径向供料器类型为 MRF-L 时进行设置。
设置供料 ON 之后,与进入供料 OFF 动作的所需时间(对各种供料器类型设定的值)相比,实
际等待时间所占的比例百分比。
初始值为 100%。
对 MRF-L 的对象元件中元件本身较重的元件,因为供料动作要花费时间,因此是到确实完成供
料动作所需的时间。
6) 松开时间:
仅在径向供料器类型为 MRF-L 时进行设置。
设置在供料 OFF 之后,与到完成状态所需的时间(对各种供料器类型设定的值)相比,实际等
待时间所占的比例百分比。初始值为 100%。
对 MRF-L 的对象元件中元件本身较重的元件,因为供料动作要花费时间,因此是到确实完成供
料动作所需的时间。
7) 供料类型
仅径向供料器类型为 MRF-L 时进行设置。
设定 MRF-L 的供料类型。
・1 次传送:
执行 1 次供料动作传送元件的类型。
・2 次传送:
执行 2 次供料动作传送元件的类型。
8) 废弃元件
对在定心时发生识别错误,或引脚浮动检查时发生错误的元件废弃方法进行设置。
详细情况请参见「(1)带状的输入方法 4)废弃元件」。