JM-20_EPU使用说明书.pdf - 第129页
EPU 使用说明书 第 4 章 制作生产程序 4- 78 ( 10 ) 检测到元件后的 ( 吸取 ) 等待时间 设定检测到元件 后直至开始吸取的等 待时间。 (由于震动式的 供料器, 在元件检测传感器 从 OFF 变为 ON 的瞬间, 元件有时尚 未到达吸取位置) 本项目可在包装 方式为「管状」或「 INS 散装」时设定。 4-1-4-2- 5 贴片条件 贴片条件是关于 贴片的设置项目, 由于应用默 认值, 通常无需变 更。 如果在默认…
EPU 使用说明书 第 4 章 制作生产程序
4-77
(3)
吸取偏移量
XYZ
吸取偏移量XY:设置吸取元件时从元件中心到吸取坐标的尺寸。
制作吸取数据时在自动算出的“XY”的初始值上加减该值。
当元件中心有突起或坑洼,不能进行正常吸取时请设置此项。
吸取偏移量Z :设置吸取元件时从吸取基准高度起计算的吸嘴前端压入深度量。
制作吸取数据时在自动算出的“Z”的初始值上加减该值。
把从元件中心的坐标移动偏移量后的位置作为吸取坐标时,因元件旋转的影响
范围大于实际元件外形尺寸范围,故将作为与该状态相应的外形尺寸运行。
吸取坐标已完成时,吸取偏移量 XYZ 的值即使有变更,也不会进行吸取坐标的重
新计算。但若把已变更的元件数据的吸取数据的供给变更为“自动选择”,再指定吸
取位置时,则吸取坐标会被重新计算,并被反映到 Z 的值中。
(4)
速度
选择吸取时的 Z 轴移动速度。请从下拉菜单中选择进行设置。
速度越慢操作越稳定,但是会降低节拍(导致生产速度降低)。
选择负荷控制时,吸取下降速度会变为「FC 速 度 」。
吸取时的「Z 下降速度」或「Z 上升速度」为「高速」「中速」「低速」时,可以从相邻「速度 1」
(速度慢)~「速度 5」(速度快)的下拉列表中选择,调整速度。
(5)
2 段控制
吸取时的「Z 下降速度」或「Z 上升速度」为「中速」「低速」时,通过指定「执行」调整,
可以在基板上面的指定位置进行速度切换。
上升和下降各输入 2 个阶段控制的高度。
设为「不执行」调整时,在距离基板上面 2mm 的位置进行速度切换。
(6)
真空时间调整
对是否调整真空时间进行设置。
调整设置为「是」时,要以 ms 为单位输入“开始时间”、“开始校正值”、“稳定时间”的调整时间。
使用夹式吸嘴时,在吸取动作时不进行调整。
(7)
吸取位置校正
是以激光定心的带状元件为对象,根据激光识别结果来自动校正吸取位置偏差的功能。
设置为「是」时,校正的结果将被反映到「吸取数据」的吸取坐标中。
机械式供料器时,如果选择吸取位置校正,因生产时的吸取坐标会发生变化,
生产途中有时不能同时吸取。
(8)
自动示教
此项功能是在进行跟踪吸取位置时,自动测量元件中心的功能。
除方形芯片0402~3216的8mm纸带以外,此项不能设置为[是]。
设置为[是]时,将在进行跟踪吸取位置时执行自动示教。
(9)
卡盘吸嘴夹持力
选择卡盘吸嘴的夹持力。请从下拉清单中选择设置。
卡盘吸嘴夹持力的默认值为「强」。 在生产动作中或测定元件时等夹持元件时,变更夹持力执行
元件的吸取/贴片动作。
EPU 使用说明书 第 4 章 制作生产程序
4-78
(10)
检测到元件后的
(
吸取
)
等待时间
设定检测到元件后直至开始吸取的等待时间。
(由于震动式的供料器,在元件检测传感器从OFF变为ON的瞬间,元件有时尚未到达吸取位置)
本项目可在包装方式为「管状」或「INS 散装」时设定。
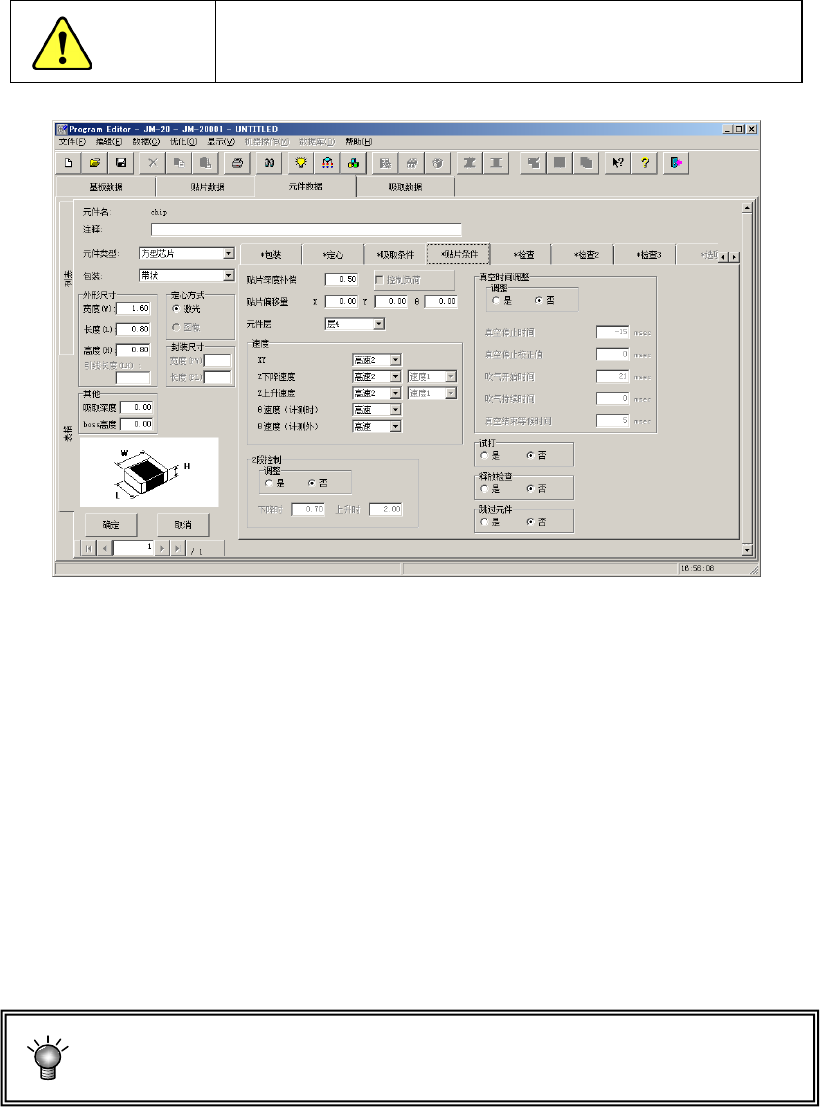
4-1-4-2-5 贴片条件
贴片条件是关于贴片的设置项目,由于应用默认值,通常无需变更。如果在默认值的状态下不能正常
贴片时,请变更设置。
注意
如果在变更贴片条件后变更了基本部分的项目,贴片条件的值
有可能恢复为默认值。
(1)
贴片深度补偿
设置贴片时元件压入基板表面的深度的尺寸。
控制方式,要指定使用行程或是负荷进行控制。
当设置为“0”时,因基板平面度不一,有时元件尚未接触基板即被贴装而造成贴片偏移,
或贴片时元件在乳状焊料上发生滑动等情况。
出现这种情况时,请增加元件到达基板前的深度补偿量(输入正值)。
初始值为“0.5mm”(0603、0402 芯片元件为 0.2mm)。
「控制负荷」按钮,在使用 601 以后的可简易负荷控制的吸嘴时,会变为有效。
详细情况请参见「『JM20 使用说明书 CD』 13 章 选项元件」的「13-7 简易负荷控制」。
使用轴向供料器时,贴片深度补偿切勿输入正值。
否则,供应机器与吸嘴有可能碰撞。
EPU 使用说明书 第 4 章 制作生产程序
4-79
(2)
贴片偏移量
XYθ
激光定心方式,是通过激光观察到的元件外形来捕捉元件的中心。
另一方面,CAD数据等是以元件的实际贴片图形(称为垫片、焊盘,PAD)的中心为贴片坐标。
由于存在这种关系,元件的引脚部分与基板的垫片可能发生位置偏差。
把该差值作为贴片偏差输入后,可将元件贴到正确的位置。
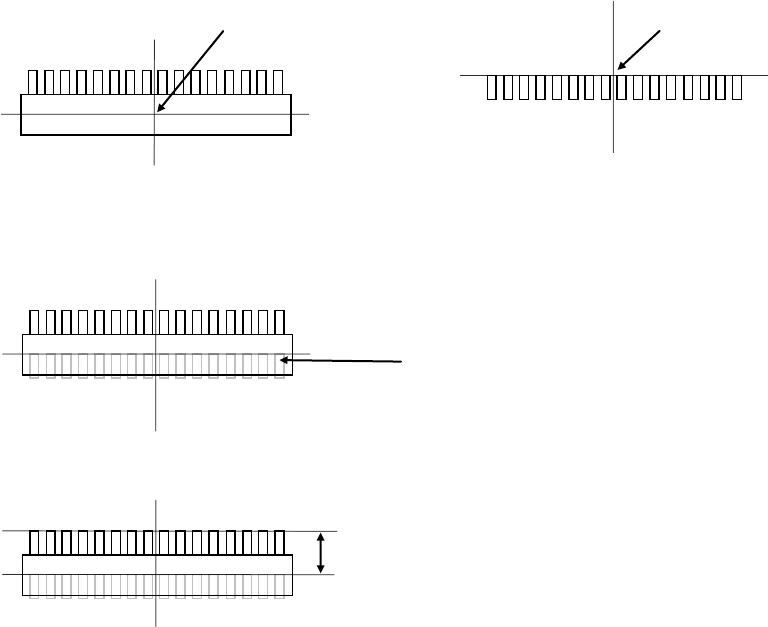
(例1) 单向引脚连接器
※贴片角度为0度
激光定心的中心 贴片坐标点
从上面看元件时 基板上的 Pad(焊盘)
如果不输入贴片偏移量而进行贴片,则会出现下述情况。
基板上的 Pad(焊盘)
在上图的状态下(贴片角度0度,贴片偏移0),测量以贴片坐标点为起点到实际元件贴片坐标点位
置的尺寸,输入到贴片偏移值中。
执行上述步骤,输入贴片偏移值后,在贴装多个同名元件时,即使各贴片角度不是0度,也会自
动变更贴片位置,使元件被贴在正确的位置上。
贴片偏移
-Y(X 为 0)